
Photos courtesy of Hui Wang, UConn

Photo courtesy of AGC Chemicals Americas

Coming Soon in PE: "Question Everything..."
Starting in the July/August 2016 issue, Plastics Engineering will be featuring a new regular column called "Question Everything... If injection molding means a lot to your business." It will be written by a key, longtime plastics industry insider (in the next issue of PE, look for the author to be revealed in an extended interview about the state of the industry).
This series will present and discuss issues specific to injection molding, with topics including mold design, processing, part design, and plastic materials. It will question and challenge the state-of-the-art and try to separate rules-of-thumb and pseudoscience from real science.
Learn more about the author of "Question Everything..." in the June issue of Plastics Engineering.


Photo courtesy of Datacolor
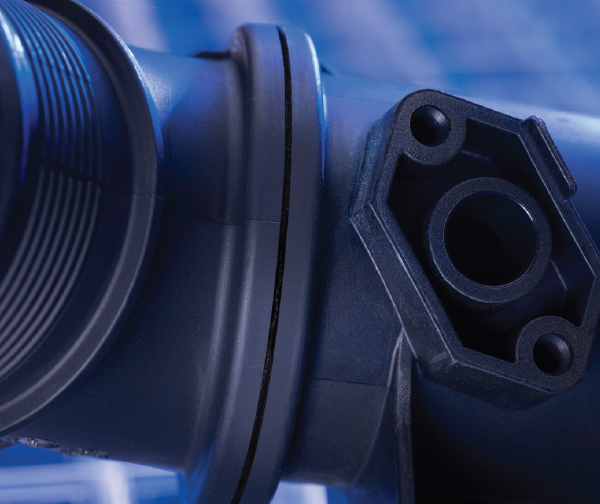
Photo courtesy of Branson Ultrasonics

Photo courtesy of Wittman Battenfeld Inc.
Plastics Pioneers… in Middle School
On March 28, the SPE student chapter at the University of Connecticut welcomed future potential polymer researchers to a talk/demo about plastics in modern life. In a brief talk, Prof. Luyi Sun, faculty advisor of the SPE UConn student chapter, took about 70 middle-school students from nearby Tolland, Connecticut, on a quick historical tour of materials use—from the Stone Age through the “Bone Age” and Bronze Age, all the way up to our current “Silicon Age,” in which synthetic polymers play key roles, with “Plastics everywhere!”
The students were already an informed audience. Tolland teacher Celeste Estevez said they had created cornstarch plastic in a school experiment, researching what had occurred during that process. So the demonstration by UConn student chapter president Gregory Treich and officer Sonia Chavez was a follow-up; they created for the students a batch of white glue/borax “slime,” which gradually hardened into an elastic thermoset material. The demo led to a relatively complex discussion by Sun, his team, and the students about the tradeoffs of durability vs. cost vs. sustainability in plastic materials.
The students are in the Tolland Middle School Enrichment program, in which high-achieving students are encouraged to develop projects of their own choosing, said Estevez. A project might be related to STEM (science, technology, engineering, and math), like developing a school bus tracking app, for example, or it can concern anything related to a student’s interests, including music and the performing arts.
A. Schulman Inc., a leading international supplier of high-performance plastic compounds, composites, powders, and resins, recently announced that it will open its first Engineered Composites Innovation and Collaboration Center, later this summer. The center will be located in Bay City, Michigan. The company’s customers will have the opportunity to develop unique solutions to challenging applications with a focus on light-weight materials and parts consolidation, the company says
“Our Innovation and Collaboration Center will initially focus on our Engineered Thermoset Composites product line, recently acquired through the Citadel Plastics acquisition,” says Frank Roederer, senior vice president and general manager, Engineered Composites. “Our future plans for the Collaboration and Innovation Center include expanding our focus to include all of A. Schulman’s materials.”
The company will have a core innovation team, including material experts, design and stress engineers, and manufacturing specialists, who will work directly with their partner customers to accelerate the timeframe from concept to production. It will provide full engineering services to facilitate this process and apply a material-neutral approach, thus providing the best solution based on customer needs.
“From single components to complete tear-down analyses, we will facilitate a process to guide the customer from an initial needs assessment to developed solutions,” says Doug Gries, director of market development, Engineered Composites. “We believe that by having all disciplines participating upfront in a collaborative environment, conceptual changes to design or materials can immediately be evaluated by the team for cost and production feasibility.”
AGC Chemicals Americas now offers Fluon fluorinated ethylene propylene (FEP) foam concentrates for LAN and coaxial cable insulation. When coated with foamed insulation produced from Fluon FEP concentrates, cables reportedly demonstrate minimal distortion and signal loss, and improved high-speed data transmission.
A gas-injected foam extrusion process is used to produce foamed cable insulation. Since foamed fluoropolymers are lighter in weight than solid wall constructions, the process uses less FEP and saves material costs.
The AGC FluoroCompounds Group offers two grades of standard FEP foam concentrates. Higher-flow concentrates are ideal for thin-wall applications in LAN cables; lower-flow foam concentrates are used for thicker coaxial cable wall constructions. AGC can also customize foam concentrates to meet specific application parameters.
Fluon FEP foam concentrates, supplied in cylindrical
pellet form, are added to natural FEP. They contain a well-dispersed nucleating agent that acts as a site for foaming during the gas-injected foam extrusion process. The foam concentrates do not contain lead, hexavalent chromium, or cadmium, and are used in applications where RoHS compliance is required, the company says.
Covestro and Nanodax Co., Ltd. have signed an agreement about the development of polycarbonate composites reinforced with glass wool. Tokyo-based Nanodax reportedly has developed a special process for the manufacture of these products.
Conventionally, glass fibers are used for reinforcing thermoplastics such as polycarbonate. However, the new technology developed by Nanodax has enabled the use of glass wool as a reinforcing filler. It has a small diameter and is more flexible than glass fibers.
Covestro is a leading global supplier of polycarbonates and has comprehensive expertise in their processing and application. Both companies see good prospects for future use of the reinforced plastics in automotive, IT, and electronics applications.
“Our development cooperation is targeting diverse application areas for polycarbonates reinforced with glass wool, and will open up new prospects for both companies,” says Michael Schmidt, head of business development for Polycarbonates, Asia Pacific, at Covestro. “In particular, we are aiming at advantages in surface appearance and material processing. Cost reductions for customers are expected through an optimized injection molding manufacturing process.”
The joint development work will be performed primarily at Covestro´s Polymer Research & Development Center (PRDC) in Shanghai, China.
Available since January 2014, the Datacolor 45G CT is a precise, portable spectrophotometer with integrated gloss measurement. The spectrophotometer enables accurate color measurement of painted surfaces, plastic parts, packaging labels, automotive parts, furnishings, and other manufactured goods. Measurements check the visual impression of the color, gloss level, and effect of the surface texture.
For automotive interiors, where individual parts are often manufactured with different surfaces by different suppliers, the overall visual effect should still be harmonious. The portable spectrophotometer enables the quality control of numerous components with stringent tolerance values to ensure consistent color appearance, reliably detecting minor differences in gloss or color.
For users like automobile manufacturer Audi, for example, it’s vital that visual deviations caused by tool wear in plastic injection molded parts are detected before they affect the production quality, Datacolor explains.
Audi sets very high standards for the instruments used to produce measurements. In this specific case, it needs a hand-held measuring device equipped with analysis software for evaluating measurement results from weathering tests and objective measurement data. The device must be highly reliable both in laboratory conditions and field operations.
At Audi, automobiles are tested with the spectrophotometer before and after weathering. The 45G CT must evaluate and display differences in comparison with visual impressions. The device provides objective data for evaluation, graphical representations and lists (e.g. changes after 5 hours, 10 hours, etc.), and trend graphs. Datacolor says the main advantage of the 45G CT over Audi’s previously used device is its sleek design, which enables measurements be taken in hard-to-reach places in vehicles and on individual components.
Meanwhile, managing the measured data with Datacolor’s Tools® software helps to structure the wide range of data. The onboard software can save standards and samples, and provides a comprehensive display of all important colorimetric data with clear indications of pass/fail decisions.
“With this product, Audi can precisely measure and control color and gloss in a single convenient operation,” says Stefan Hauck, responsible for interior material development and outdoor weathering at Audi. “The design and measuring technologies guarantee consistent results even with measurements over longer periods.”
Nova Chemicals Corp. has announced the commercialization of Surpass® HPs019-F polyethylene, a new resin grade designed for the heavy-duty sack (HDS) market. HPs019-F is a high-performance octene copolymer polyethylene resin featuring a balance of toughness and tear, with exceptional creep resistance properties, the company says.
With a distinct molecular architecture, HPs019-F is made with Nova Chemicals’ proprietary Advanced Sclairtech™ technology. The company says it enables downgauging and delivers improved film quality and versatility, compared with traditional HDS mono-layer and coextruded structures. HPs019-F reportedly is ideal for a wide range of HDS applications, such as salt and resin bags, animal feed and bulk food packaging, and sealant films for laminate structures.
“HPs019-F enables our heavy-duty sack customers to do more with less,” says Mark Kay, performance films group manager, Nova Chemicals Polyethylene Business. “The resin’s versatility and all-around performance allows extruders to use it in coextrusions for a number of different applications.”
Branson Ultrasonics, a business of Emerson, offers long-term production versatility with its new GVX-3 vibration welder. The user-configurable design of the GVX-3 complements application-specific upgrades, including Branson’s dual-axis Clean Vibration Technology (CVT) and upgrades involving tooling, clamp force, calibration, cycle speeds, and more, the company reports.
“Based on global customer feedback, Branson has designed the GVX-3 with the ability to maximize configurability to best suit our customers’ current and future application needs,” states John Paul Kurpiewski, director, Branson Global Product Management, Non-Ultrasonics. “Customers are able to select the features and performance they need today, with confidence that they will be positioned to meet the requirements of future applications.”
Built on a compact footprint, the GVX-3 welder offers easy rear-door access for tool changes, with a wide front door for part loading and unloading. Internally, the welder offers a large lift table driven by a servo motor, offering clamp forces of up to 25 kN and optional closed-loop calibration and control. For applications that require clean, particulate-free welds, the GVX-3 welder can be fitted with a modular CVT package that utilizes infrared power emitters to pre-heat part joints for faster, more consistent vibration welding, even for parts with complex, 3-D geometries.
An advanced user interface enables the GVX-3 to accommodate up to 99 different users with configurable access rights. Programmers may select from dozens of tooling codes and unlimited welding specifications, plus other features like automatic tooling identification and weld specification recognition. Operators can easily access production-related functions and equipment safeties, but are prevented from modifying production-critical programming.
User-configurable GVX-3 upgrades include:
- Head Power Package: A larger, more powerful vibration head provides more power for welding larger parts, plus enhanced control when welding higher-melt-temperature materials such as nylon.
- Force Package: Boosts clamping force of 15-25 kN to handle a greater range of parts and flatten even warped parts prior to welding.
- Speed Package: A cycle-speed package increases the operating speed of the doors and lift table to safely maximize production cycles and support greater process automation.
- Weld Precision Package: Closed-loop control improves repeatability and weld quality by reducing variability in force application and lift table position, maintaining precision even for low-clamp-force (1-3 kN) applications.
- Quick Tool Change Package: Reduces tool change time and boosts productivity by enabling auto-connectivity between pneumatic and electrical components on the lower fixture and spring balls on the lift table.
- Audible Safety Package: A noise-reduction package limits noise from the GVX-3 welding enclosure to improve operator safety.
- Single- or Dual-Axis CVT: Infrared power emitters, housed in a modular frame, preheat part joints and produce welds that are virtually particulate-free.
Wittmann Battenfeld Inc. has supplied an all-new injection molding machine workcell to the University of Massachusetts–Lowell for use in the school’s Plastics Engineering Lab. The workcell features an EcoPower all-electric molding machine, a W818 robot with telescopic vertical arm, an indexing conveyor, and a Tempro Plus D temperature control unit.
A ribbon-cutting ceremony was held to formally open the newly updated lab on March 23, attended by David Preusse, president of Wittmann Battenfeld Inc. (and a UMass–Lowell engineering graduate), James Peyser, Massachusetts Secretary of Education; Jacquie Moloney, chancellor of UMass–Lowell; and Joseph Hartman, dean of UMass-Lowell’s Francis College of Engineering—plus students and faculty.
Chancellor Moloney thanked Wittmann Battenfeld for its support of the Plastics Engineering program and said that the new machinery will “have a transformative effect.”
Secretary Peyser also thanked the company for supporting the quality of education that UMass–Lowell can provide. “Colleges and universities can’t do it themselves—they need the support of the private sector.”
David Preusse noted that the school already had two older Battenfeld molding machines in its labs, originally placed there in the mid-1990s. Wittmann Battenfeld took one of the older machines back for upgrades and replaced it with the new EcoPower workcell. The second machine, used for liquid silicone rubber molding, will continue to be used in the UMass–Lowell lab.
The new workcell employs Wittmann 4.0, the company’s version of “Industry 4.0” that provides complete connectivity and communication between all systems. David Kazmer, a professor at UMass–Lowell who teaches process control, automation, and machine integration, reportedly will be using the workcell to teach students how to take injection molding to the next level using web integration, controlling data storage, and otherwise incorporating Industry 4.0.
The SPE Thermoforming Division has named Ian Strachan as Thermoformer of the Year. The award will be presented during SPE’s Thermoforming Awards Dinner, held in conjunction with the 25th SPE Thermoforming Conference®, held September 26-28, 2016, in Schaumburg, Illinois.
Strachan entered the thermoforming industry when he became general manager of the Elvinco Group of Companies in 1971, where he was involved with the development of new technologies in thermoforming, injection molding, blow molding, and extrusion. From 1974 to 1988, he served as managing director for Nampak Mono Containers, a thermoforming and steam chest molding company and the largest diversified packaging group in the world at the time. He then went on to manage several subsidiary companies that specialized in thermoforming and extrusion, developing new packaging processes that are still being used in those markets to this day.
He later formed MGA Southern Africa Pty. Ltd. and MGA Inc., an international consulting firm specializing in technology and process improvement in packaging and thermoforming. More recently, he acquired ToolVu LLC, which offers a process management system that monitors what is happening in a thermoforming mold in real-time.
“Ian Strachan is a major contributor in process development and improvement in the thermoforming industry,” says Bret Joslyn, SPE Thermoforming Division chair. “He continues to innovate and to consult around the world to help improve thermoforming and auxiliary processes. Ian has also played a pivotal role in assisting small and developing countries to adopt thermoforming technology for the food and fruit processing industries.”