Keeping Up with “Smarter” Machines
Driven by “Industry 4.0,” injection molding machines and their peripherals seek total integration
Previous Article Next Article
By Jan H. Schut

Integrated injection molding through “Industry 4.0” and “Internet of Things” innovation is driving productivity improvements.
Considering that steam power brought the first industrial revolution in the 1700s, electricity brought the second in the 1800s, and computing brought the third in the 1900s, German industry may be slightly pushing the envelope to say that growing communication among machines amounts to a fourth industrial revolution. But that’s what “Industry 4.0” means.
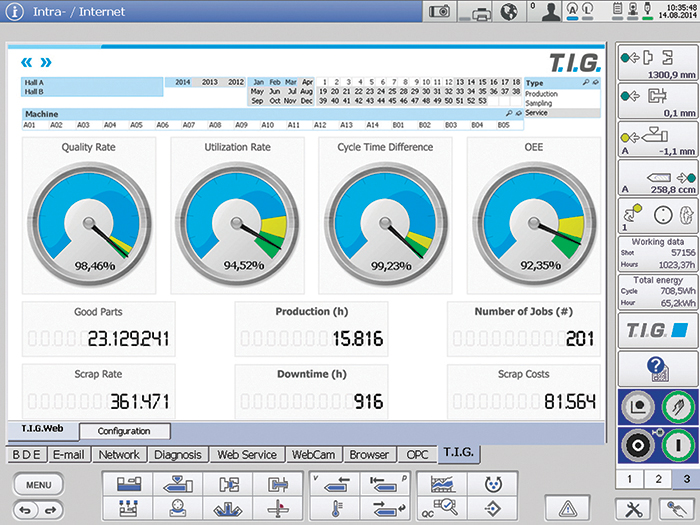
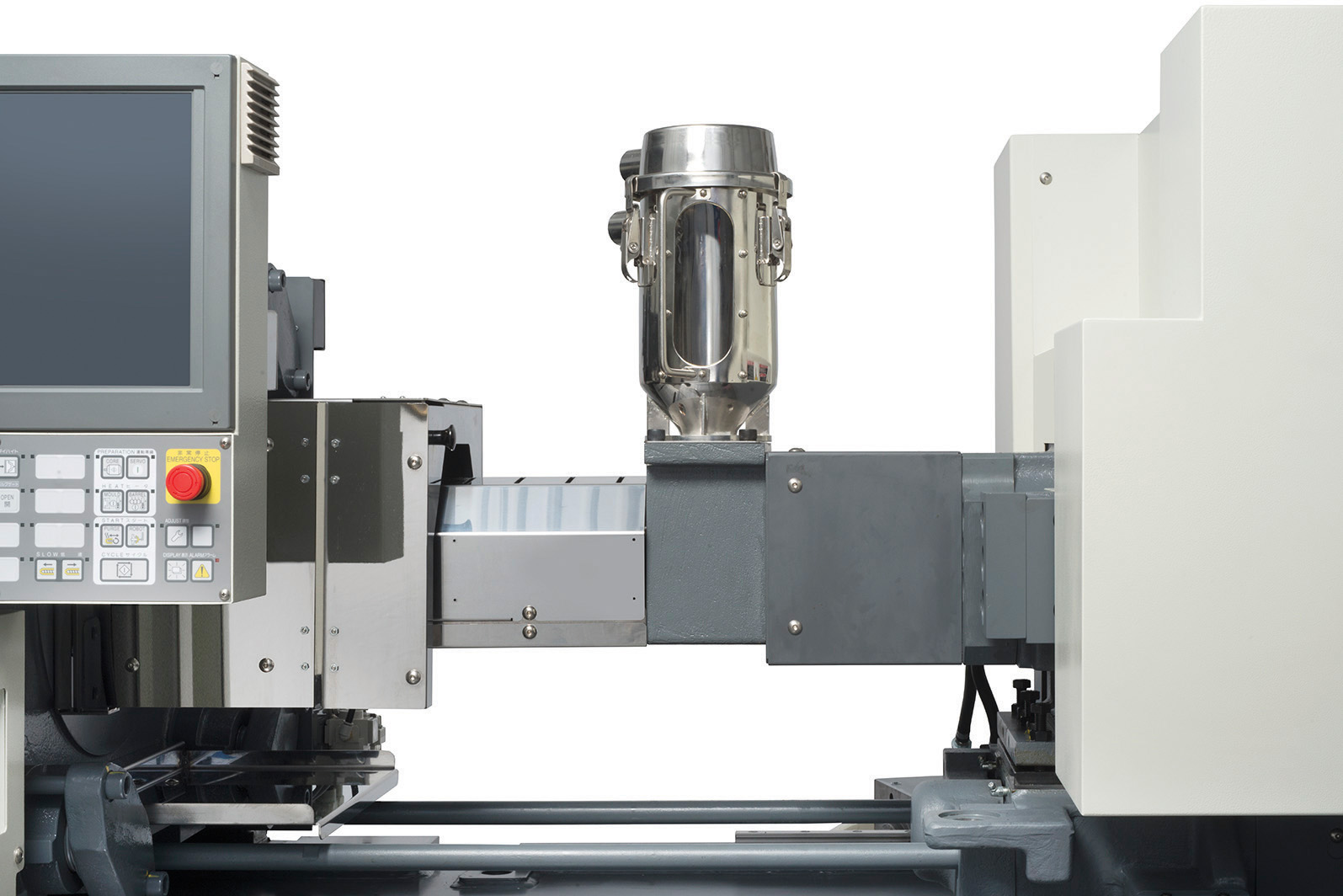
At Wittmann Battenfeld, Industry 4.0 means hierarchic control of auxiliaries under the computer controls in Battenfeld’s Power series of all-electric injection molding machines, which adjust all machine settings automatically after mold or material changes (image courtesy of the company).
“4.0” and 2001’s “HAL”
The term Industry 4.0 originated with the report of a Working Group on Industry to the German government, presented at the Hannover Fair in Germany in 2013. The group announced a fourth industrial revolution, hence the “4.0” name, and predicted it would change the world as much as the first three revolutions had. The phenomenon of inter-machine communication is also called the Internet of Things, or “IoT,” a term supposedly coined by an executive at Procter & Gamble in a presentation in 1999.
Industry 4.0 and IoT refer to increasingly automatic communication among “smart” machines using computers, sensors, closed-loop controls, the Internet, and cloud-based data storage, so individual machines and entire factories can make routine decisions independent from humans. The goal is greater efficiency, and it’s been wholeheartedly adopted by injection molding machine builders, giving a name to a lot of advanced controls they were developing anyway.
With the K Show coming up this October in Germany, injection molding machine builders are busy reclassifying a host of products as Industry 4.0 initiatives. But “4.0” means different things in different companies and organizations, depending on what they make and do.
It’s not a new vision. Movie director Stanley Kubrick gave us the controlling, intelligent machine named “HAL” in the movie 2001: A Space Odyssey, filmed back in 1968—now considered one of the most influential films of all time.
Since the 1990s, there have been Space Odyssey-style, interconnected, computer-controlled “lights out” factories in Japan, Europe, and the USA, with just-in-time manufacturing of small orders, automatic mold changes, automatic material handling, and part unloading and packing. So Industry 4.0 and IoT are catchwords for developments that have been going on for decades.
Understanding Industry 4.0
Characteristics of “4.0” include hierarchic integration of machines under either a primary machine control or linked through interfaces. At Wittmann Battenfeld GmbH, Industry 4.0 means integrating house brands of robots and auxiliary equipment under injection molding machine control.
The process began in 2008. Wittmann, a maker of robots and auxiliary equipment, acquired injection molding machine-maker Battenfeld, and integrated robot control under the computer built into Battenfeld’s Power series of all-electric molding machines. Since then Wittmann Battenfeld has integrated controls on its Tempro mold-temperature controllers, Gravimax gravimetric blenders, Flowcon automatic water flow regulators, and, later this year, Drymax dryers. The company is also working with Prophecy Sensorlytics on sensor controls for automatic machine diagnostics and preventative maintenance.
In Industry 4.0, fully networked production lines can control smaller and smaller batches down to a single unit, driven by demand. Arburg GmbH + Co KG planned to demonstrate unit production at the Hannover Fair in April. The company is combining an all-electric Allrounder 370E injection
molding machine with its Freeformer for additive manufacturing—plus a new “smart” seven-axis “iiwa” (intelligent industrial work assistant) robot from KUKA Roboter GmbH—to make personalized scissors. Visitors choose the scissors they want—pointed or round, left- or right-handed—then, on a tablet PC, they enter the letters they want to appear on their scissors. The correct scissor blades are robotically inserted into the molding machine, overmolded, removed by the robot, and put into the Freeformer, which identifies the part and adds the right 3-D letters.
Humans aren’t totally out of the “4.0” picture. They can work side-by-side with new “collaborative” robots without a safety enclosure. Collaborative robots have existed for some time by modifying standard robots with scanners and light screens as a safety function that shuts them down if a person gets too close. But a new class of “power and force limited” collaborative robots was introduced three years ago, like KUKA’s “iiwa” robot, in response to new industrial standards.
Most power and force limited robots are small; Fanuc Corp., however, last year introduced its CR-35iA with a 35-kg payload, reportedly the biggest power and force limited robot in the industry. It’s programmed with either optional hand guiding hardware or a standard teaching pendant. Fanuc also introduced three smaller power and force limited robots: the CR-7iA with a 7-kg payload, CR-7iAL with a long arm, and CR-4iA with a 4-kg payload. All will be available later this year, the company says. (Fanuc’s collaborative robots are green to distinguish them from its non-collaborative robots, which are painted yellow.)

Industry 4.0 also means fully networked production of smaller and smaller batches, down to unit size. Arburg is demonstrating the unit production of scissors with overmolded grips and individual 3-D printed lettering. (Image courtesy of Arburg.).
Industry 4.0 initiatives for smart machines and factories don’t require a particular machine type, but can use all-electric, hydraulic, or hybrid injection molding machines. In fact, a new classification of “all-electric” injection molding machines that are not 100% electric was recently adopted by the VDMA German Engineering Federation. Injection molding machines with electric drives on clamping, injection forward, and screw movement—but hydraulics on core ejectors—can now be classified as all-electric. Previously, all-electric injection molding machines had to have all four axes of movement fully electric. So now when a machine builder wants to say a machine has no hydraulics, they call it “100% electric.”
For example, Zhafir Plastics Machinery GmbH, a unit of Absolute Haitian Corp. in China, the world’s largest builder of injection molding machines, introduced its Zeres molding machines in North America at NPE 2015. Zeres machines are like Zhafir’s Venus “100% electric” line, but have integrated hydraulic ejectors, so, under the new VDMA classification, they can still be called “all-electric.”
Self-Adjusting Machines
Another “4.0” characteristic is self-correcting molding machines that don’t require operator adjustment. The goal is to create a “smart” factory in which molding machines optimize their own settings automatically to increase productivity. Engel Austria GmbH is bundling its existing networked, self-adjusting control products under a new “inject 4.0” brand. This includes Engel’s iQ weight control introduced in 2012, e-flomo temperature control of mold cooling water introduced in 2014, and iQ clamp control introduced at Fakuma 2015.
The iQ clamp has a new “intelligent” algorithm using data from existing sensors to set the lowest possible clamp force for maximum injection speed automatically, based on measuring “mold breathing” with existing sensors on the machine. Mold breathing is the change in mold height as melt is compressed by clamp force, compared to a base deflection number for the same mold empty. The iQ clamp is available for electrical clamping units of up to 2200 kN.

“Industry 4.0” is also the new catch phrase for “smart” machines like Fanuc’s new “power and force limited” CR-35iA collaborative robot. The CR-35iA reportedly lifts the highest payload in the industry (35 kg) for this type of robot, and can work side-by-side with humans without a safety enclosure. (Photo courtesy of Fanuc.)
“Maybe 50% of molders use too high clamp force,” estimates Georg Steinbichler, R&D director at Engel. “If clamp tonnage is too high, it slows down filling. The challenge in packaging is for molders to find what clamp force they really need.”

Zhafir’s new Zeres line of injection molding machines integrates hydraulic cores into its all-electric Venus line. Under a recent classification change in Germany, even with hydraulic core integration, Zeres machines can still be classified as “all-electric.” (Photo courtesy of Haitian.)
Krauss Maffei GmbH introduced its self-adjusting Adaptive Process Control a year and a half ago at Fakuma 2014. APC automatically keeps part weight constant with every shot, rather than keeping machine settings constant. APC measures melt viscosity for every shot while the first 95% of the melt is filling the cavity, using the injection mold itself for flow resistance, like a capillary rheometer. APC also measures and accounts for backflow as the non-return valve closes.
Then APC calculates actual viscosity of that shot and compares it to a reference viscosity. If actual viscosity is lower, APC decreases the injection stroke for mold filling. If actual viscosity is higher, APC increases the injection stroke. Previously when machine settings were constant, part weight could vary if viscosity varied, for example when processing recycled material. The program was developed and field tested with KTW Kunststofftechnik Weissenburg GmbH to reduce scrap from parts that were out-of-spec because of weight variations.
Athena Automation Ltd., a Canadian maker of custom injection molding machines, is building two new multi-material machines: one for rotary stack molds with parallel injection units for a more compact machine footprint, the other for integrated cube molds using Athena’s new stack mold carrier with connections through a rotary union in the center.
Ohio-based Milacron launched R Monitoring at NPE 2015 to monitor and optimize injection molding machines, including remote monitoring services and data analysis in the “cloud.” Mold-Masters Ltd., a Milacron brand, also introduced SmartMold at NPE 2015, a small, powerful PC with integrated sensors on hot runners—strain gauge, accelerometer, and thermocouples—to measure performance, predict wear, and call for preventative maintenance. R Monitoring and SmartMold are reportedly both in beta test sites. Both are platforms for “smart” connected products, which will eventually be used in all Milacron products.
And Niigata Machine Techno Co. Ltd., in Japan, introduced its seventh-generation MD 7000 series in 2015. It allows smart remote-monitoring via a PC, tablet, or smartphone and a cloud-based service system, which retains a machine’s complete maintenance history.
Toshiba’s new Flexible Injection Downsize kit adapts a standard injection molding machine to less than half its original screw diameter, allowing it to mold tiny detailed parts that require larger mold space than a micromolding machine has (photo courtesy of Toshiba).
Stretching Molding Machine Flexibility
Standard injection machines are also being adapted to do non-standard molding. A new auxiliary device from Toshiba Machine Co. reduces the diameter of an injection molding unit by more than half. The new Flexible Injection Downsize kit adapts a standard Toshiba injection molding machine to a smaller screw diameter for applications like tiny complex parts that require a larger mold space than would fit on a micromolding machine. The company introduced its FIDS kit at the MD&M West show in California in February on a 110-ton Toshiba SX II machine with a standard injection unit for a 36-mm screw, downsized to an 18-mm screw.
The SX II series is also new and comes in 30- to 250-ton sizes, with larger sizes planned. Toshiba has two SX II machines in production with FIDS kits, combining 120- and 140-ton clamps with 15- and 18-mm injection screws, respectively, downsized from 45-mm screws. FIDS kits have been commercially available for two years.
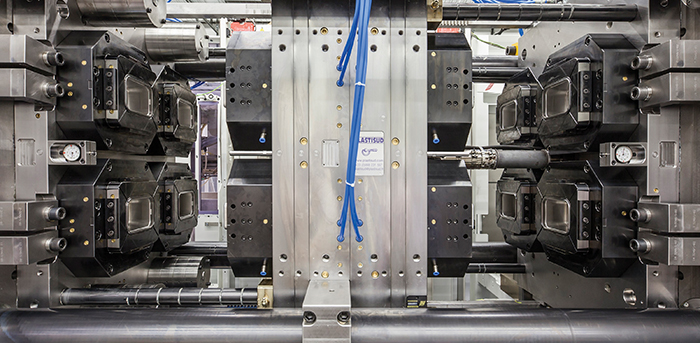
Moldmaker Plastisud in France built an unusual stack mold for the injection-compression molding of margarine tubs with two parting lines, demonstrated by Netstal at Fakuma 2015 in Germany and claimed to be a “world’s first” (photo courtesy of Netstal).
A novel compression stack mold for thin-wall packaging invented by French moldmaker Plastisud SAS allows a smaller press to mold more and bigger parts. Netstal Maschinen AG, a unit of Krauss Maffei, showed Plastisud’s unusual compression stack mold on Netstal’s Elion 2800-2000 injection molding machine at Fakuma 2015. It injection-compression molded margarine tubs in a 4+4-cavity stack mold with two parting lines, reportedly a world’s first.
Since the technology leaves no sprues or flash and allows thinner part walls, it reportedly saves up to 20% on material, compared with conventional thin-wall injection molding. Low-pressure filling of compression molds uses 40% less clamp force, so a smaller clamping unit can be used. Machines Pages S.A. developed automation for in-mold labeling with compression molds, which is also new.
Faster Injection Speeds, Higher L/T Ratios
Melt injection is going faster to achieve higher ratios of flow length to wall thickness (L/T), which allows deeper thin-wall parts. But when machine builders provide melt-injection speeds for molding machines, some give peak speed, some give average speed (including mold resistance), and some even give speed without a mold. A high ratio of flow length to wall thickness in an actual application is more indicative of high injection speed.
Two years ago, Stork IMM B.V. in the Netherlands achieved an L/T ratio of 350:1 for 10-liter thin-walled flower tubs with wall thickness of 0.7 mm, which Stork believes is one of the highest L/T ratios in the industry for this kind of product. Filling time was 80 milliseconds, using multiple high-flow valves and a 98-mm screw. Injection speed in the application was measured at 800 mm/sec.
Last year, BMB S.p.A. in Italy showed a 1000-ton hybrid molding machine at NPE 2015 molding six-quart wash basins in a 2+2 stack mold with 0.31-mm wall thickness and an L/T ratio of 315:1, running in 5.6-second cycles. BMB uses direct-drive synchronous servo motors, and converts circular motion to linear motion using satellite roller screws with threaded rollers between the screw and nut, not ball screws. The ejectors and screw rotation use torque motors.
And about two years ago, JSW Plastics Machinery Inc. announced a substantially higher standard injection speed for its AES fifth-generation all-electric injection molding machines of 500 mm/sec.—up from 300 mm/sec.—for 220-450 metric ton machines, primarily for thin-wall packaging. The higher injection speed is supported by more powerful servo motors and faster Android-based computer controls with JSW’s new Syscom 5000i controller.
“Golden” Technology Days at Arburg
At its “Technology Days” in March, with 550 guests, Arburg premiered its Allrounder Golden Electric entry-level electric molding machines, available in four sizes. The company says the line emulates the qualities of its hydraulic Golden Edition series: “The new Allrounders are designed to meet customer demand for high-performance entry-level machines for the precise, energy-efficient production of sophisticated molded parts.
”The Allrounder Golden Electric uses consistent standardization to offer an excellent price/performance ratio, the company says, through a fixed combination of distance between tie-bars, clamping force, and injection unit size, for example. The new machines are available with clamping forces of 600, 1000, 1500, and 2000 kN, and are designed for standard applications in thermoplastics processing.
The series features liquid-cooled motors and servo inverters, offering energy efficiency and short dry cycle times. Arburg says they require 55% less energy, compared to standard hydraulic machines, given the servo motors, continuous power adaptation, and energy recovery during braking.
Meeting the demand for a comprehensive machine size range to meet practical requirements in international markets, Arburg claims the Golden Electric series “comes at exactly the right time.” An increasing number of processing companies are interested in electric machines that combine features such as precision, energy economy, and reproducibility at a low cost for standard applications.
Also at the Technology Days, Arburg made several other announcements and had several speakers. On the eve of the event, the company officially opened its new assembly hall, which adds 18,600 m2 to the total floorspace available at its headquarters in Lossburg, Germany, expanding it to a total of 165,000 m2.

New Arburg managing director Gerhard Böhm in front of an Allrounder Golden Electric machine.
Then high-profile speakers like SPI president William R. Carteaux and Thorsten Kühmann, managing director of the VDMA Plastics and Rubber Machinery Association, commented on the company’s successes. “German machine manufacturers such as Arburg are successful because their approach is sustainable in every respect,” said Kühmann.
“The focus remains on the family-run company and an understanding of the needs of customers. The company also has the right team and the right concept, while not losing sight of the importance of the environment and forward planning.” Kühmann cited as examples the company’s additive manufacturing system and its concept for Industry 4.0, as well as its injection molding machines.
Another announcement involved the first official appearance by Gerhard Böhm as managing director of sales. Böhm takes over for Helmut Heinson, who’s retiring. Arburg managing partner Juliane Hehl thanked Heinson for his constructive work over the past eleven years: “Together we have made this time very successful for our company.”–Ed.

Arburg presented its new Allrounder “Golden Electric” molding machines at its recent Technology Days
Keeping Up with “Smarter” Machines
Driven by “Industry 4.0,” injection molding machines and their peripherals seek total integration
Previous Article Next Article
By Jan H. Schut
Integrated injection molding through “Industry 4.0” and “Internet of Things” innovation is driving productivity improvements.
Considering that steam power brought the first industrial revolution in the 1700s, electricity brought the second in the 1800s, and computing brought the third in the 1900s, German industry may be slightly pushing the envelope to say that growing communication among machines amounts to a fourth industrial revolution. But that’s what “Industry 4.0” means.
At Wittmann Battenfeld, Industry 4.0 means hierarchic control of auxiliaries under the computer controls in Battenfeld’s Power series of all-electric injection molding machines, which adjust all machine settings automatically after mold or material changes (image courtesy of the company).
“4.0” and 2001’s “HAL”
The term Industry 4.0 originated with the report of a Working Group on Industry to the German government, presented at the Hannover Fair in Germany in 2013. The group announced a fourth industrial revolution, hence the “4.0” name, and predicted it would change the world as much as the first three revolutions had. The phenomenon of inter-machine communication is also called the Internet of Things, or “IoT,” a term supposedly coined by an executive at Procter & Gamble in a presentation in 1999.
Industry 4.0 and IoT refer to increasingly automatic communication among “smart” machines using computers, sensors, closed-loop controls, the Internet, and cloud-based data storage, so individual machines and entire factories can make routine decisions independent from humans. The goal is greater efficiency, and it’s been wholeheartedly adopted by injection molding machine builders, giving a name to a lot of advanced controls they were developing anyway.
With the K Show coming up this October in Germany, injection molding machine builders are busy reclassifying a host of products as Industry 4.0 initiatives. But “4.0” means different things in different companies and organizations, depending on what they make and do.
It’s not a new vision. Movie director Stanley Kubrick gave us the controlling, intelligent machine named “HAL” in the movie 2001: A Space Odyssey, filmed back in 1968—now considered one of the most influential films of all time.
Since the 1990s, there have been Space Odyssey-style, interconnected, computer-controlled “lights out” factories in Japan, Europe, and the USA, with just-in-time manufacturing of small orders, automatic mold changes, automatic material handling, and part unloading and packing. So Industry 4.0 and IoT are catchwords for developments that have been going on for decades.
Understanding Industry 4.0
Characteristics of “4.0” include hierarchic integration of machines under either a primary machine control or linked through interfaces. At Wittmann Battenfeld GmbH, Industry 4.0 means integrating house brands of robots and auxiliary equipment under injection molding machine control.
The process began in 2008. Wittmann, a maker of robots and auxiliary equipment, acquired injection molding machine-maker Battenfeld, and integrated robot control under the computer built into Battenfeld’s Power series of all-electric molding machines. Since then Wittmann Battenfeld has integrated controls on its Tempro mold-temperature controllers, Gravimax gravimetric blenders, Flowcon automatic water flow regulators, and, later this year, Drymax dryers. The company is also working with Prophecy Sensorlytics on sensor controls for automatic machine diagnostics and preventative maintenance.
In Industry 4.0, fully networked production lines can control smaller and smaller batches down to a single unit, driven by demand. Arburg GmbH + Co KG planned to demonstrate unit production at the Hannover Fair in April. The company is combining an all-electric Allrounder 370E injection
molding machine with its Freeformer for additive manufacturing—plus a new “smart” seven-axis “iiwa” (intelligent industrial work assistant) robot from KUKA Roboter GmbH—to make personalized scissors. Visitors choose the scissors they want—pointed or round, left- or right-handed—then, on a tablet PC, they enter the letters they want to appear on their scissors. The correct scissor blades are robotically inserted into the molding machine, overmolded, removed by the robot, and put into the Freeformer, which identifies the part and adds the right 3-D letters.
Humans aren’t totally out of the “4.0” picture. They can work side-by-side with new “collaborative” robots without a safety enclosure. Collaborative robots have existed for some time by modifying standard robots with scanners and light screens as a safety function that shuts them down if a person gets too close. But a new class of “power and force limited” collaborative robots was introduced three years ago, like KUKA’s “iiwa” robot, in response to new industrial standards.
Most power and force limited robots are small; Fanuc Corp., however, last year introduced its CR-35iA with a 35-kg payload, reportedly the biggest power and force limited robot in the industry. It’s programmed with either optional hand guiding hardware or a standard teaching pendant. Fanuc also introduced three smaller power and force limited robots: the CR-7iA with a 7-kg payload, CR-7iAL with a long arm, and CR-4iA with a 4-kg payload. All will be available later this year, the company says. (Fanuc’s collaborative robots are green to distinguish them from its non-collaborative robots, which are painted yellow.)
Industry 4.0 also means fully networked production of smaller and smaller batches, down to unit size. Arburg is demonstrating the unit production of scissors with overmolded grips and individual 3-D printed lettering. (Image courtesy of Arburg.).
Industry 4.0 initiatives for smart machines and factories don’t require a particular machine type, but can use all-electric, hydraulic, or hybrid injection molding machines. In fact, a new classification of “all-electric” injection molding machines that are not 100% electric was recently adopted by the VDMA German Engineering Federation. Injection molding machines with electric drives on clamping, injection forward, and screw movement—but hydraulics on core ejectors—can now be classified as all-electric. Previously, all-electric injection molding machines had to have all four axes of movement fully electric. So now when a machine builder wants to say a machine has no hydraulics, they call it “100% electric.”
For example, Zhafir Plastics Machinery GmbH, a unit of Absolute Haitian Corp. in China, the world’s largest builder of injection molding machines, introduced its Zeres molding machines in North America at NPE 2015. Zeres machines are like Zhafir’s Venus “100% electric” line, but have integrated hydraulic ejectors, so, under the new VDMA classification, they can still be called “all-electric.”
Self-Adjusting Machines
Another “4.0” characteristic is self-correcting molding machines that don’t require operator adjustment. The goal is to create a “smart” factory in which molding machines optimize their own settings automatically to increase productivity. Engel Austria GmbH is bundling its existing networked, self-adjusting control products under a new “inject 4.0” brand. This includes Engel’s iQ weight control introduced in 2012, e-flomo temperature control of mold cooling water introduced in 2014, and iQ clamp control introduced at Fakuma 2015.
The iQ clamp has a new “intelligent” algorithm using data from existing sensors to set the lowest possible clamp force for maximum injection speed automatically, based on measuring “mold breathing” with existing sensors on the machine. Mold breathing is the change in mold height as melt is compressed by clamp force, compared to a base deflection number for the same mold empty. The iQ clamp is available for electrical clamping units of up to 2200 kN.
“Industry 4.0” is also the new catch phrase for “smart” machines like Fanuc’s new “power and force limited” CR-35iA collaborative robot. The CR-35iA reportedly lifts the highest payload in the industry (35 kg) for this type of robot, and can work side-by-side with humans without a safety enclosure. (Photo courtesy of Fanuc.)
“Maybe 50% of molders use too high clamp force,” estimates Georg Steinbichler, R&D director at Engel. “If clamp tonnage is too high, it slows down filling. The challenge in packaging is for molders to find what clamp force they really need.”
Zhafir’s new Zeres line of injection molding machines integrates hydraulic cores into its all-electric Venus line. Under a recent classification change in Germany, even with hydraulic core integration, Zeres machines can still be classified as “all-electric.” (Photo courtesy of Haitian.)
Krauss Maffei GmbH introduced its self-adjusting Adaptive Process Control a year and a half ago at Fakuma 2014. APC automatically keeps part weight constant with every shot, rather than keeping machine settings constant. APC measures melt viscosity for every shot while the first 95% of the melt is filling the cavity, using the injection mold itself for flow resistance, like a capillary rheometer. APC also measures and accounts for backflow as the non-return valve closes.
Then APC calculates actual viscosity of that shot and compares it to a reference viscosity. If actual viscosity is lower, APC decreases the injection stroke for mold filling. If actual viscosity is higher, APC increases the injection stroke. Previously when machine settings were constant, part weight could vary if viscosity varied, for example when processing recycled material. The program was developed and field tested with KTW Kunststofftechnik Weissenburg GmbH to reduce scrap from parts that were out-of-spec because of weight variations.
Athena Automation Ltd., a Canadian maker of custom injection molding machines, is building two new multi-material machines: one for rotary stack molds with parallel injection units for a more compact machine footprint, the other for integrated cube molds using Athena’s new stack mold carrier with connections through a rotary union in the center.
Ohio-based Milacron launched R Monitoring at NPE 2015 to monitor and optimize injection molding machines, including remote monitoring services and data analysis in the “cloud.” Mold-Masters Ltd., a Milacron brand, also introduced SmartMold at NPE 2015, a small, powerful PC with integrated sensors on hot runners—strain gauge, accelerometer, and thermocouples—to measure performance, predict wear, and call for preventative maintenance. R Monitoring and SmartMold are reportedly both in beta test sites. Both are platforms for “smart” connected products, which will eventually be used in all Milacron products.
And Niigata Machine Techno Co. Ltd., in Japan, introduced its seventh-generation MD 7000 series in 2015. It allows smart remote-monitoring via a PC, tablet, or smartphone and a cloud-based service system, which retains a machine’s complete maintenance history.
Toshiba’s new Flexible Injection Downsize kit adapts a standard injection molding machine to less than half its original screw diameter, allowing it to mold tiny detailed parts that require larger mold space than a micromolding machine has (photo courtesy of Toshiba).
Stretching Molding Machine Flexibility
Standard injection machines are also being adapted to do non-standard molding. A new auxiliary device from Toshiba Machine Co. reduces the diameter of an injection molding unit by more than half. The new Flexible Injection Downsize kit adapts a standard Toshiba injection molding machine to a smaller screw diameter for applications like tiny complex parts that require a larger mold space than would fit on a micromolding machine. The company introduced its FIDS kit at the MD&M West show in California in February on a 110-ton Toshiba SX II machine with a standard injection unit for a 36-mm screw, downsized to an 18-mm screw.
The SX II series is also new and comes in 30- to 250-ton sizes, with larger sizes planned. Toshiba has two SX II machines in production with FIDS kits, combining 120- and 140-ton clamps with 15- and 18-mm injection screws, respectively, downsized from 45-mm screws. FIDS kits have been commercially available for two years.
Moldmaker Plastisud in France built an unusual stack mold for the injection-compression molding of margarine tubs with two parting lines, demonstrated by Netstal at Fakuma 2015 in Germany and claimed to be a “world’s first” (photo courtesy of Netstal).
A novel compression stack mold for thin-wall packaging invented by French moldmaker Plastisud SAS allows a smaller press to mold more and bigger parts. Netstal Maschinen AG, a unit of Krauss Maffei, showed Plastisud’s unusual compression stack mold on Netstal’s Elion 2800-2000 injection molding machine at Fakuma 2015. It injection-compression molded margarine tubs in a 4+4-cavity stack mold with two parting lines, reportedly a world’s first.
Since the technology leaves no sprues or flash and allows thinner part walls, it reportedly saves up to 20% on material, compared with conventional thin-wall injection molding. Low-pressure filling of compression molds uses 40% less clamp force, so a smaller clamping unit can be used. Machines Pages S.A. developed automation for in-mold labeling with compression molds, which is also new.
Faster Injection Speeds, Higher L/T Ratios
Melt injection is going faster to achieve higher ratios of flow length to wall thickness (L/T), which allows deeper thin-wall parts. But when machine builders provide melt-injection speeds for molding machines, some give peak speed, some give average speed (including mold resistance), and some even give speed without a mold. A high ratio of flow length to wall thickness in an actual application is more indicative of high injection speed.
Two years ago, Stork IMM B.V. in the Netherlands achieved an L/T ratio of 350:1 for 10-liter thin-walled flower tubs with wall thickness of 0.7 mm, which Stork believes is one of the highest L/T ratios in the industry for this kind of product. Filling time was 80 milliseconds, using multiple high-flow valves and a 98-mm screw. Injection speed in the application was measured at 800 mm/sec.
Last year, BMB S.p.A. in Italy showed a 1000-ton hybrid molding machine at NPE 2015 molding six-quart wash basins in a 2+2 stack mold with 0.31-mm wall thickness and an L/T ratio of 315:1, running in 5.6-second cycles. BMB uses direct-drive synchronous servo motors, and converts circular motion to linear motion using satellite roller screws with threaded rollers between the screw and nut, not ball screws. The ejectors and screw rotation use torque motors.
And about two years ago, JSW Plastics Machinery Inc. announced a substantially higher standard injection speed for its AES fifth-generation all-electric injection molding machines of 500 mm/sec.—up from 300 mm/sec.—for 220-450 metric ton machines, primarily for thin-wall packaging. The higher injection speed is supported by more powerful servo motors and faster Android-based computer controls with JSW’s new Syscom 5000i controller.
“Golden” Technology Days at Arburg
At its “Technology Days” in March, with 550 guests, Arburg premiered its Allrounder Golden Electric entry-level electric molding machines, available in four sizes. The company says the line emulates the qualities of its hydraulic Golden Edition series: “The new Allrounders are designed to meet customer demand for high-performance entry-level machines for the precise, energy-efficient production of sophisticated molded parts.
”The Allrounder Golden Electric uses consistent standardization to offer an excellent price/performance ratio, the company says, through a fixed combination of distance between tie-bars, clamping force, and injection unit size, for example. The new machines are available with clamping forces of 600, 1000, 1500, and 2000 kN, and are designed for standard applications in thermoplastics processing.
The series features liquid-cooled motors and servo inverters, offering energy efficiency and short dry cycle times. Arburg says they require 55% less energy, compared to standard hydraulic machines, given the servo motors, continuous power adaptation, and energy recovery during braking.
Meeting the demand for a comprehensive machine size range to meet practical requirements in international markets, Arburg claims the Golden Electric series “comes at exactly the right time.” An increasing number of processing companies are interested in electric machines that combine features such as precision, energy economy, and reproducibility at a low cost for standard applications.
Also at the Technology Days, Arburg made several other announcements and had several speakers. On the eve of the event, the company officially opened its new assembly hall, which adds 18,600 m2 to the total floorspace available at its headquarters in Lossburg, Germany, expanding it to a total of 165,000 m2.
New Arburg managing director Gerhard Böhm in front of an Allrounder Golden Electric machine.
Then high-profile speakers like SPI president William R. Carteaux and Thorsten Kühmann, managing director of the VDMA Plastics and Rubber Machinery Association, commented on the company’s successes. “German machine manufacturers such as Arburg are successful because their approach is sustainable in every respect,” said Kühmann.
“The focus remains on the family-run company and an understanding of the needs of customers. The company also has the right team and the right concept, while not losing sight of the importance of the environment and forward planning.” Kühmann cited as examples the company’s additive manufacturing system and its concept for Industry 4.0, as well as its injection molding machines.
Another announcement involved the first official appearance by Gerhard Böhm as managing director of sales. Böhm takes over for Helmut Heinson, who’s retiring. Arburg managing partner Juliane Hehl thanked Heinson for his constructive work over the past eleven years: “Together we have made this time very successful for our company.”–Ed.
Arburg presented its new Allrounder “Golden Electric” molding machines at its recent Technology Days
Keeping Up with “Smarter” Machines
Driven by “Industry 4.0,” injection molding machines and their peripherals seek total integration
Previous Article Next Article
By Jan H. Schut
Integrated injection molding through “Industry 4.0” and “Internet of Things” innovation is driving productivity improvements.
Considering that steam power brought the first industrial revolution in the 1700s, electricity brought the second in the 1800s, and computing brought the third in the 1900s, German industry may be slightly pushing the envelope to say that growing communication among machines amounts to a fourth industrial revolution. But that’s what “Industry 4.0” means.
At Wittmann Battenfeld, Industry 4.0 means hierarchic control of auxiliaries under the computer controls in Battenfeld’s Power series of all-electric injection molding machines, which adjust all machine settings automatically after mold or material changes (image courtesy of the company).
“4.0” and 2001’s “HAL”
The term Industry 4.0 originated with the report of a Working Group on Industry to the German government, presented at the Hannover Fair in Germany in 2013. The group announced a fourth industrial revolution, hence the “4.0” name, and predicted it would change the world as much as the first three revolutions had. The phenomenon of inter-machine communication is also called the Internet of Things, or “IoT,” a term supposedly coined by an executive at Procter & Gamble in a presentation in 1999.
Industry 4.0 and IoT refer to increasingly automatic communication among “smart” machines using computers, sensors, closed-loop controls, the Internet, and cloud-based data storage, so individual machines and entire factories can make routine decisions independent from humans. The goal is greater efficiency, and it’s been wholeheartedly adopted by injection molding machine builders, giving a name to a lot of advanced controls they were developing anyway.
With the K Show coming up this October in Germany, injection molding machine builders are busy reclassifying a host of products as Industry 4.0 initiatives. But “4.0” means different things in different companies and organizations, depending on what they make and do.
It’s not a new vision. Movie director Stanley Kubrick gave us the controlling, intelligent machine named “HAL” in the movie 2001: A Space Odyssey, filmed back in 1968—now considered one of the most influential films of all time.
Since the 1990s, there have been Space Odyssey-style, interconnected, computer-controlled “lights out” factories in Japan, Europe, and the USA, with just-in-time manufacturing of small orders, automatic mold changes, automatic material handling, and part unloading and packing. So Industry 4.0 and IoT are catchwords for developments that have been going on for decades.
Understanding Industry 4.0
Characteristics of “4.0” include hierarchic integration of machines under either a primary machine control or linked through interfaces. At Wittmann Battenfeld GmbH, Industry 4.0 means integrating house brands of robots and auxiliary equipment under injection molding machine control.
The process began in 2008. Wittmann, a maker of robots and auxiliary equipment, acquired injection molding machine-maker Battenfeld, and integrated robot control under the computer built into Battenfeld’s Power series of all-electric molding machines. Since then Wittmann Battenfeld has integrated controls on its Tempro mold-temperature controllers, Gravimax gravimetric blenders, Flowcon automatic water flow regulators, and, later this year, Drymax dryers. The company is also working with Prophecy Sensorlytics on sensor controls for automatic machine diagnostics and preventative maintenance.
In Industry 4.0, fully networked production lines can control smaller and smaller batches down to a single unit, driven by demand. Arburg GmbH + Co KG planned to demonstrate unit production at the Hannover Fair in April. The company is combining an all-electric Allrounder 370E injection
molding machine with its Freeformer for additive manufacturing—plus a new “smart” seven-axis “iiwa” (intelligent industrial work assistant) robot from KUKA Roboter GmbH—to make personalized scissors. Visitors choose the scissors they want—pointed or round, left- or right-handed—then, on a tablet PC, they enter the letters they want to appear on their scissors. The correct scissor blades are robotically inserted into the molding machine, overmolded, removed by the robot, and put into the Freeformer, which identifies the part and adds the right 3-D letters.
Humans aren’t totally out of the “4.0” picture. They can work side-by-side with new “collaborative” robots without a safety enclosure. Collaborative robots have existed for some time by modifying standard robots with scanners and light screens as a safety function that shuts them down if a person gets too close. But a new class of “power and force limited” collaborative robots was introduced three years ago, like KUKA’s “iiwa” robot, in response to new industrial standards.
Most power and force limited robots are small; Fanuc Corp., however, last year introduced its CR-35iA with a 35-kg payload, reportedly the biggest power and force limited robot in the industry. It’s programmed with either optional hand guiding hardware or a standard teaching pendant. Fanuc also introduced three smaller power and force limited robots: the CR-7iA with a 7-kg payload, CR-7iAL with a long arm, and CR-4iA with a 4-kg payload. All will be available later this year, the company says. (Fanuc’s collaborative robots are green to distinguish them from its non-collaborative robots, which are painted yellow.)
Industry 4.0 also means fully networked production of smaller and smaller batches, down to unit size. Arburg is demonstrating the unit production of scissors with overmolded grips and individual 3-D printed lettering. (Image courtesy of Arburg.).
Industry 4.0 initiatives for smart machines and factories don’t require a particular machine type, but can use all-electric, hydraulic, or hybrid injection molding machines. In fact, a new classification of “all-electric” injection molding machines that are not 100% electric was recently adopted by the VDMA German Engineering Federation. Injection molding machines with electric drives on clamping, injection forward, and screw movement—but hydraulics on core ejectors—can now be classified as all-electric. Previously, all-electric injection molding machines had to have all four axes of movement fully electric. So now when a machine builder wants to say a machine has no hydraulics, they call it “100% electric.”
For example, Zhafir Plastics Machinery GmbH, a unit of Absolute Haitian Corp. in China, the world’s largest builder of injection molding machines, introduced its Zeres molding machines in North America at NPE 2015. Zeres machines are like Zhafir’s Venus “100% electric” line, but have integrated hydraulic ejectors, so, under the new VDMA classification, they can still be called “all-electric.”
Self-Adjusting Machines
Another “4.0” characteristic is self-correcting molding machines that don’t require operator adjustment. The goal is to create a “smart” factory in which molding machines optimize their own settings automatically to increase productivity. Engel Austria GmbH is bundling its existing networked, self-adjusting control products under a new “inject 4.0” brand. This includes Engel’s iQ weight control introduced in 2012, e-flomo temperature control of mold cooling water introduced in 2014, and iQ clamp control introduced at Fakuma 2015.
The iQ clamp has a new “intelligent” algorithm using data from existing sensors to set the lowest possible clamp force for maximum injection speed automatically, based on measuring “mold breathing” with existing sensors on the machine. Mold breathing is the change in mold height as melt is compressed by clamp force, compared to a base deflection number for the same mold empty. The iQ clamp is available for electrical clamping units of up to 2200 kN.
“Industry 4.0” is also the new catch phrase for “smart” machines like Fanuc’s new “power and force limited” CR-35iA collaborative robot. The CR-35iA reportedly lifts the highest payload in the industry (35 kg) for this type of robot, and can work side-by-side with humans without a safety enclosure. (Photo courtesy of Fanuc.)
“Maybe 50% of molders use too high clamp force,” estimates Georg Steinbichler, R&D director at Engel. “If clamp tonnage is too high, it slows down filling. The challenge in packaging is for molders to find what clamp force they really need.”
Zhafir’s new Zeres line of injection molding machines integrates hydraulic cores into its all-electric Venus line. Under a recent classification change in Germany, even with hydraulic core integration, Zeres machines can still be classified as “all-electric.” (Photo courtesy of Haitian.)
Krauss Maffei GmbH introduced its self-adjusting Adaptive Process Control a year and a half ago at Fakuma 2014. APC automatically keeps part weight constant with every shot, rather than keeping machine settings constant. APC measures melt viscosity for every shot while the first 95% of the melt is filling the cavity, using the injection mold itself for flow resistance, like a capillary rheometer. APC also measures and accounts for backflow as the non-return valve closes.
Then APC calculates actual viscosity of that shot and compares it to a reference viscosity. If actual viscosity is lower, APC decreases the injection stroke for mold filling. If actual viscosity is higher, APC increases the injection stroke. Previously when machine settings were constant, part weight could vary if viscosity varied, for example when processing recycled material. The program was developed and field tested with KTW Kunststofftechnik Weissenburg GmbH to reduce scrap from parts that were out-of-spec because of weight variations.
Athena Automation Ltd., a Canadian maker of custom injection molding machines, is building two new multi-material machines: one for rotary stack molds with parallel injection units for a more compact machine footprint, the other for integrated cube molds using Athena’s new stack mold carrier with connections through a rotary union in the center.
Ohio-based Milacron launched R Monitoring at NPE 2015 to monitor and optimize injection molding machines, including remote monitoring services and data analysis in the “cloud.” Mold-Masters Ltd., a Milacron brand, also introduced SmartMold at NPE 2015, a small, powerful PC with integrated sensors on hot runners—strain gauge, accelerometer, and thermocouples—to measure performance, predict wear, and call for preventative maintenance. R Monitoring and SmartMold are reportedly both in beta test sites. Both are platforms for “smart” connected products, which will eventually be used in all Milacron products.
And Niigata Machine Techno Co. Ltd., in Japan, introduced its seventh-generation MD 7000 series in 2015. It allows smart remote-monitoring via a PC, tablet, or smartphone and a cloud-based service system, which retains a machine’s complete maintenance history.
Toshiba’s new Flexible Injection Downsize kit adapts a standard injection molding machine to less than half its original screw diameter, allowing it to mold tiny detailed parts that require larger mold space than a micromolding machine has (photo courtesy of Toshiba).
Stretching Molding Machine Flexibility
Standard injection machines are also being adapted to do non-standard molding. A new auxiliary device from Toshiba Machine Co. reduces the diameter of an injection molding unit by more than half. The new Flexible Injection Downsize kit adapts a standard Toshiba injection molding machine to a smaller screw diameter for applications like tiny complex parts that require a larger mold space than would fit on a micromolding machine. The company introduced its FIDS kit at the MD&M West show in California in February on a 110-ton Toshiba SX II machine with a standard injection unit for a 36-mm screw, downsized to an 18-mm screw.
The SX II series is also new and comes in 30- to 250-ton sizes, with larger sizes planned. Toshiba has two SX II machines in production with FIDS kits, combining 120- and 140-ton clamps with 15- and 18-mm injection screws, respectively, downsized from 45-mm screws. FIDS kits have been commercially available for two years.
Moldmaker Plastisud in France built an unusual stack mold for the injection-compression molding of margarine tubs with two parting lines, demonstrated by Netstal at Fakuma 2015 in Germany and claimed to be a “world’s first” (photo courtesy of Netstal).
A novel compression stack mold for thin-wall packaging invented by French moldmaker Plastisud SAS allows a smaller press to mold more and bigger parts. Netstal Maschinen AG, a unit of Krauss Maffei, showed Plastisud’s unusual compression stack mold on Netstal’s Elion 2800-2000 injection molding machine at Fakuma 2015. It injection-compression molded margarine tubs in a 4+4-cavity stack mold with two parting lines, reportedly a world’s first.
Since the technology leaves no sprues or flash and allows thinner part walls, it reportedly saves up to 20% on material, compared with conventional thin-wall injection molding. Low-pressure filling of compression molds uses 40% less clamp force, so a smaller clamping unit can be used. Machines Pages S.A. developed automation for in-mold labeling with compression molds, which is also new.
Faster Injection Speeds, Higher L/T Ratios
Melt injection is going faster to achieve higher ratios of flow length to wall thickness (L/T), which allows deeper thin-wall parts. But when machine builders provide melt-injection speeds for molding machines, some give peak speed, some give average speed (including mold resistance), and some even give speed without a mold. A high ratio of flow length to wall thickness in an actual application is more indicative of high injection speed.
Two years ago, Stork IMM B.V. in the Netherlands achieved an L/T ratio of 350:1 for 10-liter thin-walled flower tubs with wall thickness of 0.7 mm, which Stork believes is one of the highest L/T ratios in the industry for this kind of product. Filling time was 80 milliseconds, using multiple high-flow valves and a 98-mm screw. Injection speed in the application was measured at 800 mm/sec.
Last year, BMB S.p.A. in Italy showed a 1000-ton hybrid molding machine at NPE 2015 molding six-quart wash basins in a 2+2 stack mold with 0.31-mm wall thickness and an L/T ratio of 315:1, running in 5.6-second cycles. BMB uses direct-drive synchronous servo motors, and converts circular motion to linear motion using satellite roller screws with threaded rollers between the screw and nut, not ball screws. The ejectors and screw rotation use torque motors.
And about two years ago, JSW Plastics Machinery Inc. announced a substantially higher standard injection speed for its AES fifth-generation all-electric injection molding machines of 500 mm/sec.—up from 300 mm/sec.—for 220-450 metric ton machines, primarily for thin-wall packaging. The higher injection speed is supported by more powerful servo motors and faster Android-based computer controls with JSW’s new Syscom 5000i controller.
“Golden” Technology Days at Arburg
At its “Technology Days” in March, with 550 guests, Arburg premiered its Allrounder Golden Electric entry-level electric molding machines, available in four sizes. The company says the line emulates the qualities of its hydraulic Golden Edition series: “The new Allrounders are designed to meet customer demand for high-performance entry-level machines for the precise, energy-efficient production of sophisticated molded parts.
”The Allrounder Golden Electric uses consistent standardization to offer an excellent price/performance ratio, the company says, through a fixed combination of distance between tie-bars, clamping force, and injection unit size, for example. The new machines are available with clamping forces of 600, 1000, 1500, and 2000 kN, and are designed for standard applications in thermoplastics processing.
The series features liquid-cooled motors and servo inverters, offering energy efficiency and short dry cycle times. Arburg says they require 55% less energy, compared to standard hydraulic machines, given the servo motors, continuous power adaptation, and energy recovery during braking.
Meeting the demand for a comprehensive machine size range to meet practical requirements in international markets, Arburg claims the Golden Electric series “comes at exactly the right time.” An increasing number of processing companies are interested in electric machines that combine features such as precision, energy economy, and reproducibility at a low cost for standard applications.
Also at the Technology Days, Arburg made several other announcements and had several speakers. On the eve of the event, the company officially opened its new assembly hall, which adds 18,600 m2 to the total floorspace available at its headquarters in Lossburg, Germany, expanding it to a total of 165,000 m2.
New Arburg managing director Gerhard Böhm in front of an Allrounder Golden Electric machine.
Then high-profile speakers like SPI president William R. Carteaux and Thorsten Kühmann, managing director of the VDMA Plastics and Rubber Machinery Association, commented on the company’s successes. “German machine manufacturers such as Arburg are successful because their approach is sustainable in every respect,” said Kühmann.
“The focus remains on the family-run company and an understanding of the needs of customers. The company also has the right team and the right concept, while not losing sight of the importance of the environment and forward planning.” Kühmann cited as examples the company’s additive manufacturing system and its concept for Industry 4.0, as well as its injection molding machines.
Another announcement involved the first official appearance by Gerhard Böhm as managing director of sales. Böhm takes over for Helmut Heinson, who’s retiring. Arburg managing partner Juliane Hehl thanked Heinson for his constructive work over the past eleven years: “Together we have made this time very successful for our company.”–Ed.
Arburg presented its new Allrounder “Golden Electric” molding machines at its recent Technology Days