Improving PLA-Based Material for 3-D Printers Using Fused Deposition Modeling
Previous Article Next Article
By Saied H. Kochesfahani
Imerys Filtration and Performance Additives, San Jose, California, USA
Improving PLA-Based Material for 3-D Printers Using Fused Deposition Modeling
Previous Article Next Article
By Saied H. Kochesfahani
Imerys Filtration and Performance Additives, San Jose, California, USA
Improving PLA-Based Material for 3-D Printers Using Fused Deposition Modeling
Previous Article Next Article
By Saied H. Kochesfahani
Imerys Filtration and Performance Additives, San Jose, California, USA
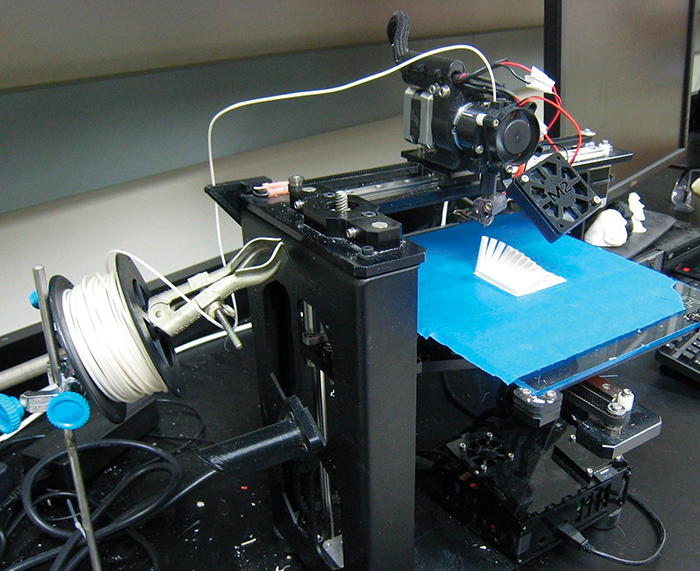
Figure 1: MakerGear M2 3-D printer using an in-house, mineral- filled filament spool, finishing printing the Angled Beams shape (see Figure 2) on unheated blue painter’s tape.
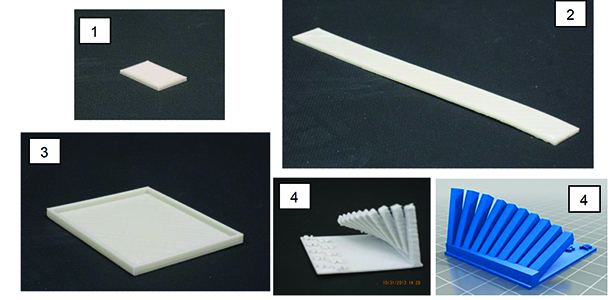
Figure 2: Shapes selected as internal standards for evaluating 3-D printing: 1) Test Tower, 2) Flat Bar, 3) Text Box, and 4) Angled Beams.
Figure 2: Shapes selected as internal standards for evaluating 3-D printing: 1) Test Tower, 2) Flat Bar, 3) Text Box, and 4) Angled Beams.
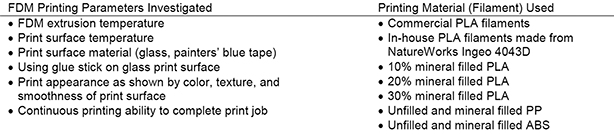
Table 1: FDM Printing Parameters and Materials Studied
Table 1: FDM Printing Parameters and Materials Studied

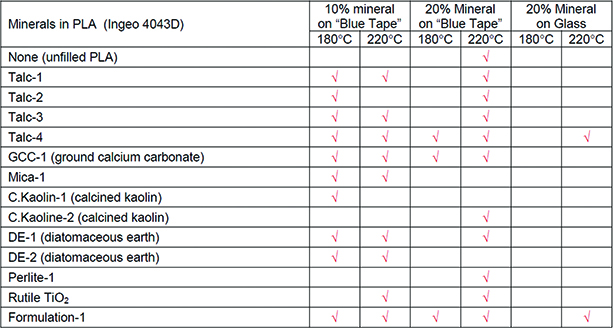
Table 2: Printability Data for Different Minerals and Loadings on Different Stages at Extrusion Temperatures of 180° and 220°C
Table 2: Printability Data for Different Minerals and Loadings on Different Stages at Extrusion Temperatures of 180° and 220°C
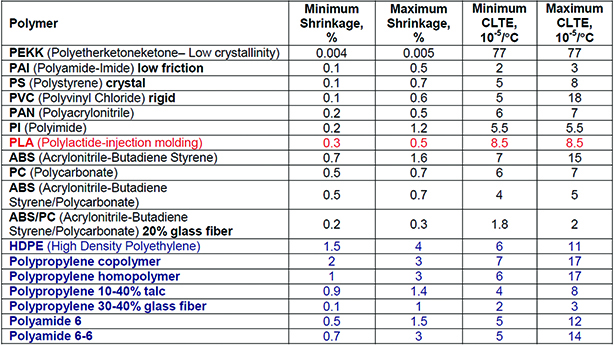
Table 3: Mold Shrinkage (Solidification Shrinkage) and CLTE of Some Common Semi-Crystalline and Amorphous Plastics
Table 3: Mold Shrinkage (Solidification Shrinkage) and CLTE of Some Common Semi-Crystalline and Amorphous Plastics

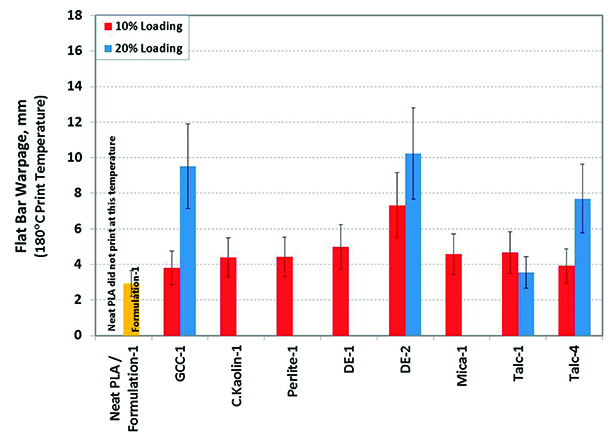
Figure 3: Effect of minerals on warpage of Flat Bar shapes at 180°C extrusion temperature.
Figure 3: Effect of minerals on warpage of Flat Bar shapes at 180°C extrusion temperature.
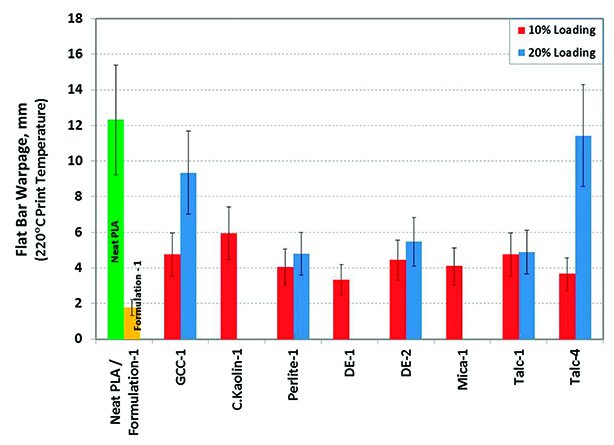
Figure 4: Effect of minerals on warpage of Flat Bar shapes at 220°C extrusion temperature.
Figure 4: Effect of minerals on warpage of Flat Bar shapes at 220°C extrusion temperature.
Note: This is an abridged version of the author’s ANTEC® Indianapolis 2016 paper; the paper was scheduled to be presented at ANTEC at 3:30 on Monday, May 23, in the Polymer Modifiers and Additives sessions. The complete paper includes multiple additional results about print quality, heat/temperature resistance, annealing, and the effect of minerals on flow rate. After ANTEC, call SPE customer service at +1 203-775-0471 to see the complete paper.
Solid objects having complex shapes may be manufactured by additive manufacturing methods that are also sometimes referred to as 3-D printing. The method is used to manufacture objects by placing successive layers of material on themselves to form the final printed object. Fused Deposition Modeling (FDM) is a type of additive manufacturing in which molten thermoplastics materials are laid down on each other as a thin strand using a print-head that is controlled by computer aided design (CAD) software. The material will then solidify on the print surface and form the printed object.
While traditionally acrylonitrile-butadiene-styrene (ABS) resin has been used in FDM printers for industrial applications, personal desktop printers started with ABS but gradually shifted to PLA (polylactic acid) due to its green reputation, bio-compostability, and pleasant smell, as well as its low shrinkage and good printability. However, PLA-based materials used in FDM printers are far from perfect. Many print defects such as curvature (especially at the corners) and warpage of printed parts are commonly observed, which become more visible as the size of printed parts increases. Printing fine details can also be challenging due to melt run-off affected by temperature and viscosity of the melt.
PLA-based materials also suffer from weak temperature resistance, which may result in the deformation of printed objects under elevated temperatures experienced during storage and shipping or even during usage, e.g., when the objects are placed under direct sun exposure behind a car windshield screen.
It is also not uncommon to see incomplete print jobs when FDM printers stop extruding the plastic melt. This would require restarting the entire print job without a guarantee that the next print would be complete. Although equipment design is the primary cause of this problem, consistency and reliability of printing material could also be quite important in eliminating the problem. Overall, improving printability and properties of materials used in FDM 3-D printers could significantly help in transforming these printers into a common household item such as ink-jet printers.
The objective of this study was to evaluate the applicability and effects of minerals on PLA-based material (also called the filament) used in FDM 3-D printing, and to develop an optimized PLA-based material solution primarily for personal desktop printers. However, such a material would also be suitable for industrial FDM printers, such as those offered by Stratasys and 3D Systems, or for the newer Arburg Freeformer.
Experimental Method
Initial experimental work was conducted using a few different models of desktop printers to understand their capabilities, limitations, and problems. However, the primary FDM printer used in this study was a model M2 MakerGear printer (Figure 1) because it provided quite some flexibility in working with a full range of extrusion and print surface temperatures, allowed the printing of relatively large objects, and provided easy access to printer components for maintenance and troubleshooting.
It was equipped with a 25-cm x 20-cm heated glass print surface, whose temperature could be controlled between room temperature (unheated) and over 150°C. Filament extrusion temperature could also be controlled in a broad range, including the recommended temperature for PLA, 180-220°C.
Another focus of the initial experimental work was on in-house filament production to allow modifying the material used on the printers. Factors such as extruder temperature profile, melt temperature and pressure, type of die, die hole diameter, strand/filament cooling and extension/winding, measuring and adjusting filament diameter, and the effect of melt viscosity were studied in this phase. Subsequent printing of filament produced in-house revealed that the accuracy and consistency of filament diameter are important factors that affect printability and print quality.
After printer selection and filament production, the focus was shifted to understanding factors affecting printability and print quality using either standard (commercial) PLA filaments or in-house filaments made with unfilled and filled resins. Table 1 provides a summary of parameters investigated and materials used in the initial phase of this study. Although the project was focused on PLA material, limited printing activities were conducted with polypropylene and ABS for comparison and to gain insight on factors affecting printability.
Since no standard procedure existed for evaluating and comparing 3-D-printed material and processes, a focus and outcome of the initial phase of this study was on selecting several basic shapes which could be used as internal standards for studying and comparing FDM 3-D-printed materials.
Method development
In order to compare the printability, printing properties, and quality of printed objects, the following four shapes (Figure 2) were selected as internal standards for comparing print materials/filaments for FDM 3-D printers:
- The Test Tower is a small cube with a rectangular base measured at 30 mm x 20 mm and a height of 2.5 mm. It’s called a tower since its height could be significantly higher, but is limited to 2.5 mm to save printing time. Any additional height would have no effect on printability or print quality of the material. This is a basic shape that is quite easy to print, so it’s used as an initial screen to determine if a material could be used for FDM printing.
- Flat Bar is a thin bar with the base dimensions of 190 mm x 20 mm and thickness of 1.7 mm. It’s a challenging shape to print by FDM due to its one-dimension elongation, which enhances the tendency for warpage and detachment from the print surface. It could be used to indicate the tendency of material for one-dimensional warpage and detachment from the print surface.
- Test Box is a relatively large box with the base dimensions of 100 mm x 80 mm, base thickness of 2 mm, and wall height of 6 mm. It also is a challenging shape to print since it has a high tendency to warp and detach at the corners. It could be used as a standard to evaluate the warpage and detachment tendency of the materials, including curling and bending of the corners.
- Angled Beams is a challenging but small shape to print. It’s used as an internal standard for evaluating the temperature resistance of PLA materials, so it’s essential that the prints are free from defects. This shape could also be used for visual evaluation and ranking of print quality and accuracy as related to controlling unwanted material drip from print nozzle, because the nozzle moves frequently from one beam to another during printing. The shape is composed of a set of ten beams (square prisms 4 x 4 x 30 mm) attached at the bottom to a support at different angles. The entire shape sits on a thin 5-cm x 5-cm square base. The beams are arranged in order from 10- to 70-degree angles from a vertical position, with the 70-degree beam being closest to horizontal position (experiencing the highest load) and the 10-degree beam closest to vertical position (under the lowest load).
Heat/temperature resistance test
PLA is a semi-crystalline thermoplastic that is known to have relatively large amorphous phase and low glass transition temperature (Tg) of about 55-65°C. The heat deflection temperature (HDT) of most PLA resins is about the Tg of amorphous PLA. Improving the HDT of PLA requires achieving maximum crystalline content of 33-37%,2 which is neither achievable nor desirable (due to negative impacts on shrinkage and warpage) in FDM 3-D-printing processes. Following crystallization, further improvement in HDT can be achieved with mineral reinforcement.2-4
Materials studied
A large number of minerals were evaluated in this study primarily for use with PLA filaments. Limited tests were also conducted with ABS and PP for comparison and to understand principles. Most minerals were tested at two loading levels of 10% and 20% using standard shapes presented in Figure 2. In addition, a proprietary PLA-based formulation was developed during this study (called “Formulation-1”), whose performance is compared with unfilled PLA as well as with 10% or 20% mineral-filled PLA in the experimental results presented.
Below is a list of minerals used in this study. Materials that satisfactorily completed printing of standard Shapes 1, 2, and 3 were used for printing Angled Beams (Shape 4) to study their heat/temperature resistance:
- four different talc grades (different particle size, morphology/ore source);
- two ground calcium carbonates (different particle size);
- two different micas (phlogopite and muscovite);
- two calcined kaolins (different particle size);
- two diatomaceous earths (natural and calcined);
- two perlites (expanded and unexpanded); and
- rutile TiO2.
Results and Discussion
Although 3-D printers based on FDM technology have been around for quite a long time, their applications have been limited, and technical information and standards defining the technology are scarce in open literature. Therefore, some principles of additive manufacturing using FDM technology are briefly discussed in this section and supported by the experimental data from this study.
Printability: Detachment from print surface
The primary challenge for completion of a print job is the ability of the extruded plastic strand to stay attached to the print surface (bed) during the entire printing process, which could last from a few minutes to many hours. In fact, this very factor is the main reason the thermoplastic resin selection for FDM 3-D printing has been limited primarily to ABS, PLA, and a few other resins. Industrial printers have been utilizing many different solutions to address the detachment problem, e.g., using a heated print stage, heated print chamber, special anchors, or textures on the print stage, etc. For desktop printers used in households or small businesses, however, material selection/modification to enable better attachment to the print surface and the completion of print job is a more suitable option.
Most desktop FDM printers use a print stage that’s made of glass. Some may be able to utilize a heated print surface, but the simpler models use an unheated print stage. So an initial objective of the project was to compare the printability of different materials on the glass print stage, and to determine if the printability of PLA on glass could be improved.
A few initial attempts of making polypropylene filaments and using them for FDM printing showed that problems with making filaments and extruding them with FDM printers could be rather easily addressed. But extruded PP strands would easily and quickly detach from the print stage even for a small print such as the Test Tower (Figure 2). Experimenting with commercial ABS and PLA filaments showed much lower detachment tendency, but even these materials had difficulty with attachment to unheated glass.
ABS required elevated print surface temperatures of about 100-110°C to stay attached and complete printing Shapes 1, 2, and 3 shown in Figure 2. Attempts to print with ABS on unheated glass or other surfaces were not successful. Some printer manufacturers also provide perforated surfaces to help with anchoring the print object on the print surface, but even these surfaces did not allow printing with ABS without heating the print surface. The best solution was to first print a weak “raft” base on the heated glass, then print the desired shape on the ABS “raft” that could be later broken off from the desired shape.
PLA shows lower tendency to detach from the print stage, but even PLA could not be printed sustainably on an unheated glass stage. Our tests show that the best attachment of PLA is obtained when the print surface temperature is increased to 70-80°C (slightly higher than the glass transition temperature or softening point of PLA). Alternatively, other options for printing on unheated surfaces are: 1) to cover the glass surface with blue painter’s tape, and 2) to apply a glue (such as typical glue sticks) on the glass surface. Increasing PLA extrusion temperature also helps with attachment to print surface.
As shown in Table 2, PLA can be printed on unheated blue painter’s tape at elevated extrusion temperatures (110-120°C). However, such temperatures were often too high to print smoothly, causing sudden vapor release (“poofing”) or even yellowing/burning marks, especially on humid days. Table 2 shows the results of our FDM printing studies after the addition of 10% or 20% of a wide selection of minerals to PLA at two boundary temperatures of 180° and 220°C. The addition of most minerals helps with attachment of PLA filaments to the print surface, especially on blue painter’s tape.
In this table, materials that are shown to be printable at 220° but not at 180°C have an optimum print temperature that falls in between these temperatures. Our experience shows that it’s best to maintain the printing temperature of PLA below 210°C, which is easily achievable with the addition of quite a number of minerals tested. Some of the minerals tested increased instability and degradation of PLA despite improving printability, so they were not found suitable for the application. Formulation-1 represents a proprietary mineral-filled PLA-based formulation that shows the best print quality while allowing a smooth and sustainable print at temperatures below 200°C.
Shrinkage and contraction
During FDM printing, thermoplastic polymers (or filled compounds) are laid down as a molten strand or extrudate on the print surface. If the print surface is cooler than the melting or softening temperature of the plastics, the strands would solidify on the surface. The solidification of plastics typically results in a reduction in their volume (shrinkage) followed by further thermal contraction as temperature decreases below their solidification temperature. The net effect of these phenomena is a decrease in size of the printed shape compared to the original dimension that was laid down on the print surface. This could result in warpage, distortion, or curling of the edges or base of the printed shape, and in severe cases, partial or complete detachment from the print surface.
In FDM 3-D printing, solidification shrinkage is the main factor contributing to the detachment of printed shapes from print surfaces because it happens quite rapidly. In comparison, the effect of thermal contraction is weaker and happens gradually as the plastic temperature decreases after solidification. However, severe thermal contraction may also cause enough dimensional changes and warpage to detach the print job later in the FDM printing process. Thermal contraction or expansion is measured as the coefficient of linear thermal expansion (CLTE). Other factors such as interaction with the print surface could also be important.
Amorphous plastics (such as ABS) typically undergo significantly lower shrinkage upon solidification than semi-crystalline plastics (such as PP) due to their unstructured amorphous orientation in solid state. In comparison, semi-crystalline plastics experience more severe shrinkage as they form highly structured crystalline domains during solidification. In addition, the solidification shrinkage happens at a much slower rate in amorphous polymers since they do not have a melting or solidification point. The solidification of these resins starts around their full melting temperature and grows as the temperature decreases until full solidification that happens at the glass transition temperature. As a result, amorphous polymers show much smaller shrinkage upon solidification and expansion/contraction due to temperature change (shown by CLTE). Table 3 compares shrinkage and coefficient of linear thermal expansion (CLTE) of some common semi-crystalline and amorphous polymers.
Although PLA is considered a semi-crystalline resin, it has quite a wide melting range from the softening temperature of its amorphous phase (Tg) at about 60°C to around the melting temperature of crystalline PLA (Tc) at about 150-180°C. It also has quite a slow crystallization rate, very low shrinkage, and moderate to low CLTE, which make it quite an ideal material for FDM 3-D printing.
One may note that most amorphous resins shown in Table 3 have been used or could be used for FDM 3-D printing. However, a comparison of CLTE of the amorphous polymers with that of minerals shows about an order of magnitude lower CLTE for minerals.1 More importantly, the minerals remain solid in the melt processing of plastics, e.g., during FDM printing, and do not experience any shrinkage. Therefore, the addition of minerals to 3-D printing filaments, including PLA-based filaments, reduces their shrinkage and CLTE and therefore contributes to improving printability and attachment to print surfaces and reducing warpage, curling, and similar printing defects.
Print quality: Warpage
Solidification shrinkage and thermal contraction upon cooling could result in curling at the edges and warpage of the base of printed shapes. Print objects with larger base dimensions normally have higher tendencies to warp, which is why we used Flat Bar and Test Box shapes (Shapes 2 and 3 in Figure 2) as two internal standards for studying the warpage and detachment of objects printed using FDM printers. To quantify warpage for these printed shapes, the following definitions/measurements were used.
Flat Bar warpage (in mm) is the height of one end of a printed bar from a horizontal surface, when the bar is laid flat on the horizontal surface and its other end is pressed and held parallel onto the horizontal surface. The measurement is repeated for both ends of the bar and the maximum reading is used as warpage indicator.
Figures 3 and 4 show the warpage measured for the Flat Bar. Commercial neat PLA filament did not complete printing of this shape at 180°C, but it did, with rather large warpage, at 220°C extrusion temperature. The majority of mineral-filled PLA filaments did complete printing at both temperatures and showed lower warpage than neat PLA. The large variations (standard deviation) seen in these results are mostly related to limitations of the desktop printer(s) used, inconsistency of material diameter (in-house filaments), and instability of PLA during printing (including some due to the presence of certain minerals). The best printability and lowest warpage in this case belongs to Formulation-1.
Conclusions
A method has been developed to evaluate thermoplastics materials for use in FDM 3-D printers. It provides the means to evaluate the attachment of extruded materials to the print stage (completing the print job); to compare warpage, curling, and deformation of printed objects; to compare the overall consistency and quality of the printed objects; and to evaluate the temperature/heat resistance of PLA-based material, which may soften and deform during application or storage/transportation. The method was used to investigate benefits of mineral-filled PLA by comparing it with typical PLA filaments used for desktop FDM 3-D-printing.
The results show that the addition of some minerals to PLA does improve the attachment of print material to the print stage, and allows printing at lower extrusion temperatures and on unheated print stages, including on glass and on blue painter’s tape. The addition of minerals could also reduce shrinkage and improve the quality of print jobs by reducing warpage and curling of the edges. It’s also observed that the addition of some minerals, such as talc, could improve the temperature resistance of PLA.
Acknowledgements
The author would like to acknowledge the contributions of Dr. Irina Pozdnyakova and Dr. Deeba Ansari, who helped with the direction of the project, and Ms. Madeline Hardcastle, Mr. David Vaccaro, Mr. Rodney Martinez, Mr. Dustin Lettenburger, and Mr. Yi Lei, who conducted the experiments, prepared filaments for use in the printers, and operated, fixed, and maintained the FDM 3-D printers.
References
1. McKinstry, H.A., “Thermal expansion of clay minerals”, The American Mineralogist, Vol. 50, January/February, 1965.
2. Kochesfahani, S.K., Abler, C., Crepin-Leblond, J., and Jouffret, F., “Enhancing Biopolymers with High Performance Talc Products”, Proceedings of 2010 SPE ANTEC Conference, pp. 120-126.
3. Sawyer, D., “Developing Higher Value Bioplastic Applications”, Innovation Takes Root Forum, Dallas, Texas, USA, April 13-15, 2010.
4. Kochesfahani, S.K., Abler, C., Crepin-Leblond, J., and Jouffret, F., “Maximizing Talc Benefits in Durable PLA Applications with Luzenac HAR®,” Proceedings of 2012 SPE ANTEC Conference, pp. 182-186.