Foaming Up Nicely
Injection molded foams are worth their weight in resin savings, but still have much room for improvement
Previous Article Next Article
By Jon Evans
Foaming Up Nicely
Injection molded foams are worth their weight in resin savings, but still have much room for improvement
Previous Article Next Article
By Jon Evans
Foaming Up Nicely
Injection molded foams are worth their weight in resin savings, but still have much room for improvement
Previous Article Next Article
By Jon Evans

Many plastic components in automobiles, such as engine covers and fan shrouds, are made using foam injection molding (FIM). (All images in this article courtesy of Trexel, except as noted.)
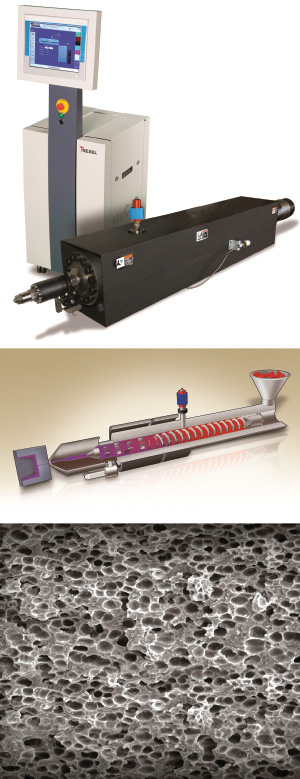


Over the past few years, foam injection molding (FIM) has more than proven its worth in terms of reduced material use and ease of processing. Injecting a mix of a molten polymer and a gas such as nitrogen or carbon dioxide into a mold produces a foam that travels through the mold faster and easier than molten polymer on its own, enhancing the speed and efficiency of the mold-filling process.
Because foam inherently contains less material than a solid polymer, components produced by this process contain less material, usually 10-30% less. These components are not entirely made of foam, though, as an FIM process typically produces a combination of foam and solid polymer, in which a foam core is surrounded by a solid outer layer of polymer. This creates components that are just as strong as those produced by conventional injection molding but suffer less from warpage and the formation of dents known as sink marks.
Current State of the Art
Several methods for conducting FIM have been developed. Perhaps the best known is the MuCell® microcellular foaming technology from the U.S. company Trexel, which originally licensed the technology from the Massachusetts Institute of Technology (MIT) in 1995.
Trexel produces foaming units that fit onto standard injection molding machines. They mix a huge range of different polymers, including high-density polyethylene, polyvinyl chloride, and acrylonitrile butadiene styrene (ABS), with supercritical nitrogen or CO2. These units contain a specially designed mixing section able to produce a single-phase solution of gas and molten polymer, ensuring the creation of a high-quality homogenous foam of fully enclosed bubbles, known as closed cells, inside the mold. Trexel has formed alliances with several manufacturers of injection molding machines, including Milacron, Engel, and Arburg, allowing these manufacturers to provide complete integrated systems for FIM.
But FIM can also be done in an unmodified injection molding machine. In this case, rather than mix the molten polymer directly with a gas, a solid chemical foaming agent is added to the polymer granules. When the granules are melted in the barrel of the molding machine, the applied heat also causes the solid foaming agent to break down, and as it does it releases a gas, again usually nitrogen or carbon dioxide. This released gas then mixes with the molten polymer before it’s injected into the mold.
Companies such as the U.S. firm Bergen International produce a range of solid foaming agents for FIM, designed for specific polymers and applications and for producing foams with bubbles, or cells, of different sizes. These agents can be either exothermic or endothermic, depending on whether the decomposition reaction, once triggered, releases energy or not. Exothermic agents include hydrazides and azo compounds and tend to produce nitrogen, while endothermic agents are based on the classic foaming agents used in cooking, such as bicarbonate and citric acid, and tend to produce CO2.
Manufacturers of everything from automobiles to food products are already taking advantage of FIM. For automobile manufacturers, FIM offers a way to increase the fuel efficiency of vehicles by producing plastic components such as electronics housings and sections of the console that contain less material, and so are lighter. Other manufacturers like FIM’s ability to produce components that are difficult to produce with conventional injection molding, in addition to the time and material savings. Examples include margarine tubs with very thin walls and plastic soles for sports shoes that are highly springy for enhanced rebound.
Room for Improvement
Despite all these benefits, FIM still offers room for improvement, which both academic and industrial researchers are actively exploring. For a start, there’s much about the FIM process that remains shrouded in mystery, hampering efforts to improve it. Researchers know that foaming is instigated by the drop in pressure that occurs when the mixture of molten polymer and gas enters the mold. Before this happens, the mixture is held at a pressure and temperature that keeps the gas dissolved within the molten polymer, but as the pressure drops, the gas comes out of solution to form bubbles, in the same way that bubbles of CO2 form when opening a can of fizzy drink.
The chemical mechanisms that guide the formation of bubbles, known as nucleation, are highly complex. They drive the bubbles’ subsequent growth and coalescence as the foam travels through the mold, and scientists don’t yet fully understand them. But it’s these mechanisms that determine the strength and quality of the resulting component.
Ideally, manufacturers want the foam to have the same consistency and structure throughout the entire component, which requires bubbles of a uniform size. But this can be difficult to produce with FIM, because the formation and growth of the bubbles depends on the pressures and temperatures the foam is exposed to, and this tends to vary throughout the mold and at different times during mold filling.
The pressures tend to be lower in regions of the mold furthest away from the gate where the polymer melt is injected. Because the foam also takes longer to reach these regions, this gives time for the bubbles to grow and coalesce, forming larger cells. But pressures also tend to increase over time as the mold begins to fill up with foam, reducing the pressure difference between the gate and the mold, and thus the rate of bubble formation. This all means that the cells in the resulting foam are often different sizes in different regions of the component, limiting its strength and quality.
High-Pressure FIM
Up to now, researchers have tended to explore the foaming process via computer modeling or laboratory experiments looking at specific aspects, but recently they have begun to develop ways to investigate what happens during industrial FIM. For example, in a recent paper in the European Polymer Journal, engineers from the University of Toronto in Canada reported producing a mold with a fused silica prism embedded in it.1 This allowed them to witness and record the processes taking place inside the mold when a mixture of molten polystyrene and supercritical CO2 was injected by an injection molding machine fitted with a MuCell unit.
The engineers were particularly interested in seeing how the bubble formation process differs between low-pressure and high-pressure FIM. Low-pressure FIM is the conventional version; in high-pressure FIM, the insertion is conducted at a faster rate and at a higher packing pressure. High-pressure FIM has been shown to produce a more homogenous foam containing cells with a more uniform size, and the engineers wanted to find out why.
They discovered that in high-pressure FIM the cell formation rate is not governed by the pressure drop as the mixture enters the mold—because that drop is not very great—but rather by the drop in pressure caused by shrinkage as the mixture cools. Because this shrinkage occurs at the same rate through the mold, it produces cells with a more uniform size than is possible with low-pressure FIM. Indeed, the engineers found that the secret to optimizing high-pressure FIM is to ensure that any bubbles that do form at the gate are quickly re-dissolved back into the molten polymer, so that all the cells in the foam are produced by shrinkage.
Uniform Bubbles
An alternative way to produce more uniform bubbles is through the use of nucleating agents, which are small particles that act as sites for the formation of bubbles. At last year’s SPE Foams conference in Kyoto, Japan, a team of scientists from Kyoto University and the car manufacturer Mazda reported the results of their study on a sorbitol-based nucleating agent known as Gel All MD (available from New Japan Chemical Co., Ltd.). When added to a mixture of molten polypropylene (PP) and nitrogen, they found that this agent decreased the size and increased the uniformity of the cells in the foam, enhancing the foam’s flexibility by 30%.
Some nucleating agents can do more than just promote bubble formation. Towards the end of last year, Trexel signed a license for the use of an advanced type of nucleating agent in FIM. Marketed as TecoCell®, it comprises tiny particles of calcium carbonate that act as both a nucleating agent and a chemical foaming agent, releasing CO2 on heating.
Another novel approach to controlling cell size and uniformity, developed by Japanese researchers at Kyoto University and the Hong Kong-based technology company Hitachi Maxwell, was also unveiled at last year’s SPE Foams meeting. By developing a new technique for venting nitrogen from the barrel of an injection molding machine, the researchers were able to control the pressure of nitrogen in the barrel and thus its solubility in the molten polymer. This allowed them to alter the size of the cells in the resulting foam by simply modifying the nitrogen pressure.
Better Surfaces
Controlling cell uniformity is not the only challenge, however. Another is finding a way to prevent the formation of striped marks on the surface of a component. These marks can often be hidden by subsequent texturing of the surface, but it would be better if they didn’t appear at all. They’re caused by the bubbles in the molten polymer being forced against the cold mold, which produces both the solid surface of the foam and the marks on the surface.
Recently, researchers at the Fraunhofer Institute for Chemical Technology (ICT) in Germany have come up with a way to prevent these marks from appearing. “We avoid formation of striations by differentially heating the tooling,” explains Andreas Menrath, a scientist at ICT. “The polymer remains malleable longer due to the higher tooling temperatures it comes into contact with during injection. The bubbles do not become rigid immediately, but instead the surface is pressed smooth.”
With these kind of improvements coming through, FIM looks set to continue proving its worth for the foreseeable future.
References
1. V. Shaayegan, G.L. Wang, and C.B. Park. “Study of the Bubble Nucleation and Growth Mechanisms in High-Pressure Foam Injection Molding through In-Situ Visualization.” European Polymer Journal, 76, pp. 2-13 (2016).
2. R. Miyamoto, S. Yasuhara, H. Shikuma, and M. Ohshima. “Preparing micro/nanocellular open-pore polypropylene foam.” SPE Plastics Research Online (2013), www.4spepro.org/pdf /005192/005192.pdf downloaded 4 April 2016.