Driving Examples: Greater Composites Use in Passenger Vehicles
Previous Article Next Article
By Peggy Malnati
Automakers in many parts of the world face challenging new fuel-economy and greenhouse-gas emissions regulations. In North America, passenger cars must meet corporate-average fuel economy (CAFE) standards of 54.5 miles per gallon (4.32 liters per 100 kilometers) by 2025, and in the European Union, light-duty vehicles will be required to reduce carbon dioxide emissions on new cars to 95 g/km by 2021 or face extremely costly penalties.

Process advances are helping polymer composites displace metals in more structural applications, like the bonded hood and roof assemblies on the new Corvette Stingray (photo courtesy of General Motors).
These legislative mandates have set OEMs and their suppliers on a two-pronged path both to improve the energy efficiency of propulsion systems―conventional internal-combustion engines (ICE) and alternative powertrain options like hybrid electric, plug-in battery-electric, and fuel-cell vehicles―as well as to take significant weight out of cars and light trucks. While they race to meet these new efficiency standards, automakers must neither sacrifice vehicle safety, consumer comfort/convenience, or durability, nor let research or production costs price vehicles out of the range of most consumers.
While composites and reinforced plastics currently represent a small percentage of a conventional passenger vehicle by weight, experts predict that polymeric materials will play a larger role in more structural areas of vehicles in the next decade. However, to do that, analysis tools will have to become more robust and accurate to avoid the cost and weight penalties of over-engineering parts; materials will have to do more in thinner wall sections; and production processes will have to become faster and more efficient, particularly on the thermoset side.
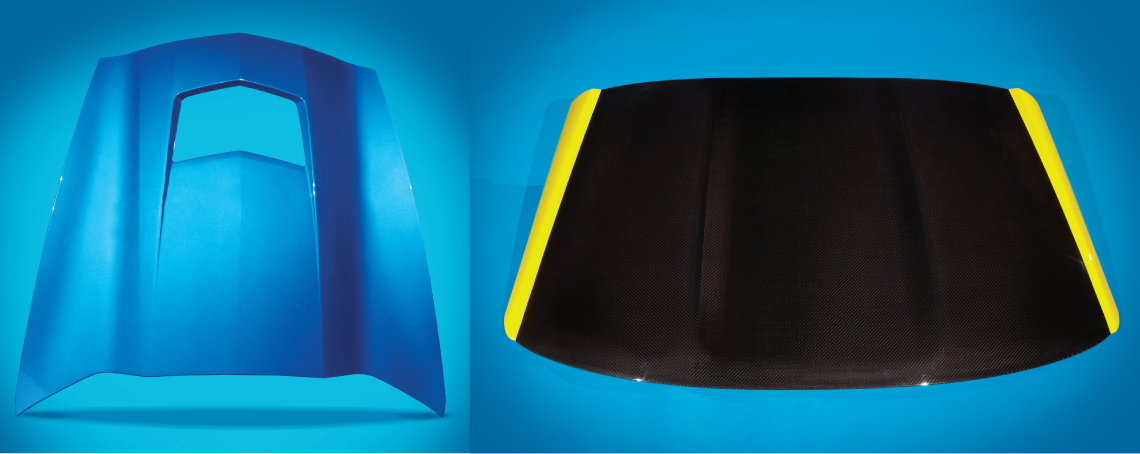
New “out-of-autoclave” production processes are helping carbon composites compete in much higher-volume applications than ever before. Good examples are the bonded hood and roof assemblies on the 2014 MY Corvette Stingray, which not only cut mass, cost, and cycle time significantly, but meet production volumes an order of magnitude higher than any previous carbon composites-intensive vehicle (photos courtesy of SPE Automotive Division).
Fortunately, a lot of recent process innovation has led to some notable application advances. Faster processing helps reduce component systems costs, which in turn make polymeric materials more cost competitive versus steel and lighter aluminum and magnesium. Several recent winners of the SPE Automotive Innovation Awards Competition are good examples of these advances.
Carbon Composites Break into Medium-Volume Production
Carbon fiber-reinforced plastics (CFRP, also called carbon composites) are highly desirable materials for their high strength-to-low weight ratio and excellent crash-management properties. They already play a vital role in structural and semi-structural components on race cars and street-legal supercars, not only improving performance and extending refueling intervals, but also providing greater driver safety in the event of a crash.
However, thermoset-based carbon composites are very expensive materials, given the high cost of raw fiber coupled with slow production processes typically used to convert pre-impregnated fiber (prepreg) via vacuum bag/autoclave systems, or to infuse and mold fiber preforms via resin infusion or resin-transfer molding (RTM). Because of that, CFRP materials typically only are used where their very high properties are needed (high-performance sports cars and supercars) or where their cachet justifies the added cost, which can be passed on to affluent car buyers (supercars and luxury sedans).
Until recently, most CFRP-intensive vehicles had annual production volumes ranging from a few dozen to a few hundred per year, with really “high volume” vehicles amounting to thousands of units annually. However, thanks to collaboration between tier-one molder Plasan Carbon Composites and machinery OEM Globe Machine Manufacturing Co., which jointly developed an out-of-autoclave (OOA) production process and press for carbon composite prepreg,
such parts can now be produced far faster and less expensively―enough so that they’ve finally broken into medium-volume production for the first time.
The initial use of this technology is on the 2014 model year (MY) Corvette Stingray sports car from General Motors. The car features bonded hood and roof assemblies with conventional epoxy/carbon fiber prepreg processed on a faster-cycling “pressure press” (which Globe calls the RapidClave rapid-curing system). Not only did the process/ equipment combo significantly reduce part weight (parts are about 50% lighter than comparable designs in aluminum or sheet-molding compound (SMC)), but versus autoclave cure of the same materials, it decreased cycle times 66%, direct part costs 30%, and consumable costs 75% ―all without sacrificing mechanical properties.
As an added bonus, parts exit the process with better, more consistent surfaces, so labor for post-mold finishing was reduced 35%, further contributing to faster, less costly parts. What’s especially exciting about this technology is the fact that production volumes on the new Stingray are an order of magnitude higher than any CFRP-intensive vehicle in history. In fact, the vehicle has been selling above initial projections, and the process is keeping up with the higher sales.
Replacing Stamped Steel in Hybrid Composite Seat Pan
An interesting new hybrid-molding process from Europe is being used to replace stamped steel with lightweight thermoplastic composite for front seat pans on 2013 MY Opel Astra OPC sports sedans, also by GM. Seats meet all required safety specs while improving crash and long-term fatigue performance at 45% lower mass, along with cost-neutral pricing. Additionally, given the high strength of the composite material, wall thickness was reduced, increasing packaging space without a cost penalty.
Resin supplier and co-developer BASF performed extensive computer-aided simulation to design the part, which combines both a woven laminate (formed from continuous fiberglass pre-impregnated with polyamide-6) that is in turn overmolded with discontinuous (chopped) fiberglass with a PA6 matrix.
A hybrid injection-molding process is used by material processor Reinart to produce the part. First, pre-cut, pre-impregnated composite inserts are robotically positioned
in the injection tool. Next, an infrared (IR) heater pops up to preheat the cold sheet to ensure a good bond with overmolded short-glass/PA6. Last, the IR heater returns to its home position, the tool closes, and the insert is given a three-dimensional shape while it’s simultaneously overmolded with impact-modified, short-glass PA6—forming ribs, edges, attachment features, and other geometries continuous fibers can’t easily fill.

A new hybrid injection-molding process produces composite seat pans that reportedly meet all required safety specs, while improving crash and long-term fatigue performance, at 45% lower mass, plus cost-neutral pricing. With the high strength of the PA6/glass composite material, wall thickness was also reduced, increasing packaging space without a cost penalty (photo courtesy of SPE Automotive Division).
Since cushioning and trim are subsequently added to the seat pan after demolding and trimming, surface aesthetics are not critical on this hidden part. However, for more visible applications, it would be possible to use overmolding or polymer films should higher quality surfaces be required.
VOC-Free Composites for EV Batteries
To guard against possible damage to electric vehicle (EV) batteries during catastrophic events, a special volatile organic compound-free composite battery enclosure was developed for the Chevrolet Spark EV from GM.
Since EV batteries tend to be packaged low and rearward on vehicles owing to their size and mass, the complex-shaped composite enclosure, which also features a large structural joint of composite to steel, was required to meet a host of challenging performance requirements. These included surviving 30° offset barrier, side-impact, and rear barrier crash testing of the vehicle; a 50-g impulse shockwave through x, y, and z axes; post-crash package integrity; fire-resistance testing; 3.0-m drop testing (on bottom/end); 1.0-m water-submersion testing; and vibration/shock testing.
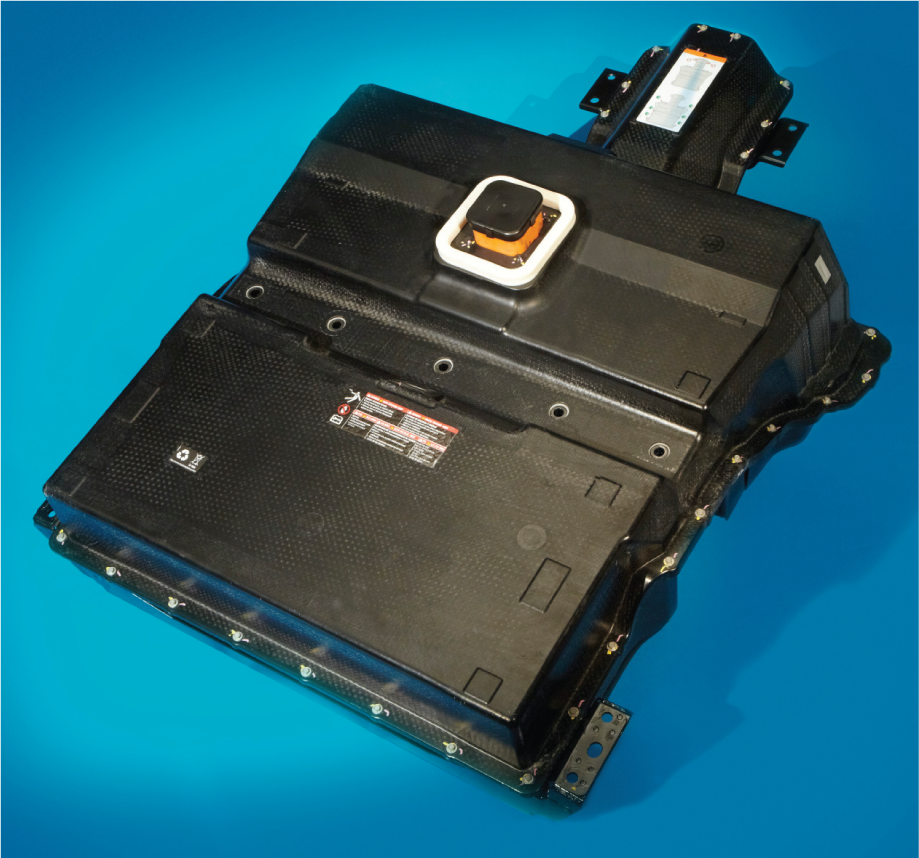
The composite battery enclosure on the Chevrolet Spark EV meets extremely challenging performance requirements using prepreg, featuring what’s said to be the industry’s first VOC-free vinyl ester matrix reinforced with a coarse, basket-weave glass roving fabric (photo courtesy of SPE Automotive Division).
To meet all these criteria, the development team reportedly needed to engineer a new material, production process, post-mold finishing, and non-destructive test methods. The material used in this application is a woven glass/vinyl ester prepreg (coarse basket-weave glass-roving cloth supplied by Fiber Glass Industries, Inc., prepreg supplied by Cytec Industries Inc.). Notably, the prepreg makes use of the industry’s first VOC-free vinyl ester resin (compounded by Continental Structural Plastics (CSP)) to provide the extended pot life required to lay up and assemble the three-dimensional preforms, store them, and then mold the parts. (Added benefits are that the materials also meet tough new proposed regulations to limit styrene emissions, better protecting workers and the environment. Use of vinyl ester instead of more common unsaturated polyester for the matrix provides higher thermal and chemical resistance in this application.)
The continuous fiber/woven reinforcement provides higher mechanical performance than discontinuous fibers can offer; the fabric’s coarse weave ensures good wetout/impregnation. The specially designed layup ensures that complex sections with intricate design details can be filled. The battery enclosure is compression molded by CSP and is 40% lighter than metal would have been. It also is non-corrosive (important for long-term exposure to water and salt) and non-conductive (protecting occupants and first-responders at an accident scene).
Ten Years in the Making: All-Olefin Liftgate
A decade in development, the all-olefin liftgate (hatchback door) on the 2014 MY Nissan Rogue crossover utility vehicle (CUV) from Nissan Motor Co. is a good example of how reinforced thermoplastics are becoming more efficient through multi-material hybrids that make best use of each material. Both inner and outer door panels of this bonded injection-molded assembly are fully polymeric and olefinic, making the entire structure recyclable at end of vehicle life.
The painted, Class A outer panel is injection molded with a very high-melt flow, high-stiffness, high-impact, mineral-filled grade of thermoplastic polyolefin (TPO)―reportedly North America’s first use of the material for an exterior liftgate―from LyondellBasell. The inner structural panel features a molded-in-color (MIC) long-fiber thermoplastic polypropylene (LFT-PP) from Advanced Composites, Inc. that eliminated the need for paint on the interior face of the part, lowering costs and reducing paint emissions. Both panels are joined via an olefin-friendly structural adhesive.

An all-olefin bonded liftgate assembly produced via injection molding reduced mass 30% versus metal, not only contributing to improved vehicle fuel efficiency but also reducing the effort required to open and close the liftgate. The high-flow mineral-reinforced TPO outer skin is painted, and the molded-in-color LFT-PP interior skin eliminates paint and associated VOCs, while lowering costs (photo courtesy of SPE Automotive Division).
Versus conventional stamped steel, the new liftgate is 30% lighter, which not only contributes to improved vehicle fuel economy, but is easier (requires less force) to open and close―an added consumer benefit. Owing to the parts integration, low scrap rate, and ability to reuse offal for which thermoplastic injection molding is well known, the automaker reports that raw-material costs for the outer panel were reduced 35%. Hitachi Chemical was the systems supplier for the liftgate, and the panels were molded by Magna-Decostar.
As these award-winning applications highlight, automotive composites usage is on the increase thanks to reformulated materials and new molding processes that lower part and tooling costs, cycle times, and mass, while increasing design flexibility, parts integration, corrosion resistance, damage tolerance, and long-term aesthetics. “It used to be that processing was what limited cycle time and part costs,” explains Gary Lownsdale, president of Trans Tech International and a long-time automotive composites expert. “Now, molding technologies have caught up with resin technologies, and what’s holding things back, particularly on the thermoset side, is the need for faster curing polymers.”
Note:
To learn more about the latest advances in both thermoset and thermoplastic automotive composites technologies, be sure to attend SPE’s 14th-annual Automotive Composites Conference & Exhibition (ACCE) in the Detroit suburb of Novi, Michigan, USA, September 9-11, 2014. To see winners of the 44th-annual SPE Automotive Innovation Awards Competition, the automotive plastics industry’s oldest and largest recognition event, attend the awards gala on November 12, 2014, in Livonia, Michigan (also in the Detroit suburbs).
Driving Examples: Greater Composites Use in Passenger Vehicles
Previous Article Next Article
By Peggy Malnati
Automakers in many parts of the world face challenging new fuel-economy and greenhouse-gas emissions regulations. In North America, passenger cars must meet corporate-average fuel economy (CAFE) standards of 54.5 miles per gallon (4.32 liters per 100 kilometers) by 2025, and in the European Union, light-duty vehicles will be required to reduce carbon dioxide emissions on new cars to 95 g/km by 2021 or face extremely costly penalties.
Process advances are helping polymer composites displace metals in more structural applications, like the bonded hood and roof assemblies on the new Corvette Stingray (photo courtesy of General Motors).
These legislative mandates have set OEMs and their suppliers on a two-pronged path both to improve the energy efficiency of propulsion systems―conventional internal-combustion engines (ICE) and alternative powertrain options like hybrid electric, plug-in battery-electric, and fuel-cell vehicles―as well as to take significant weight out of cars and light trucks. While they race to meet these new efficiency standards, automakers must neither sacrifice vehicle safety, consumer comfort/convenience, or durability, nor let research or production costs price vehicles out of the range of most consumers.
While composites and reinforced plastics currently represent a small percentage of a conventional passenger vehicle by weight, experts predict that polymeric materials will play a larger role in more structural areas of vehicles in the next decade. However, to do that, analysis tools will have to become more robust and accurate to avoid the cost and weight penalties of over-engineering parts; materials will have to do more in thinner wall sections; and production processes will have to become faster and more efficient, particularly on the thermoset side.
New “out-of-autoclave” production processes are helping carbon composites compete in much higher-volume applications than ever before. Good examples are the bonded hood and roof assemblies on the 2014 MY Corvette Stingray, which not only cut mass, cost, and cycle time significantly, but meet production volumes an order of magnitude higher than any previous carbon composites-intensive vehicle (photos courtesy of SPE Automotive Division).
Fortunately, a lot of recent process innovation has led to some notable application advances. Faster processing helps reduce component systems costs, which in turn make polymeric materials more cost competitive versus steel and lighter aluminum and magnesium. Several recent winners of the SPE Automotive Innovation Awards Competition are good examples of these advances.
Carbon Composites Break into Medium-Volume Production
Carbon fiber-reinforced plastics (CFRP, also called carbon composites) are highly desirable materials for their high strength-to-low weight ratio and excellent crash-management properties. They already play a vital role in structural and semi-structural components on race cars and street-legal supercars, not only improving performance and extending refueling intervals, but also providing greater driver safety in the event of a crash.
However, thermoset-based carbon composites are very expensive materials, given the high cost of raw fiber coupled with slow production processes typically used to convert pre-impregnated fiber (prepreg) via vacuum bag/autoclave systems, or to infuse and mold fiber preforms via resin infusion or resin-transfer molding (RTM). Because of that, CFRP materials typically only are used where their very high properties are needed (high-performance sports cars and supercars) or where their cachet justifies the added cost, which can be passed on to affluent car buyers (supercars and luxury sedans).
Until recently, most CFRP-intensive vehicles had annual production volumes ranging from a few dozen to a few hundred per year, with really “high volume” vehicles amounting to thousands of units annually. However, thanks to collaboration between tier-one molder Plasan Carbon Composites and machinery OEM Globe Machine Manufacturing Co., which jointly developed an out-of-autoclave (OOA) production process and press for carbon composite prepreg,
such parts can now be produced far faster and less expensively―enough so that they’ve finally broken into medium-volume production for the first time.
The initial use of this technology is on the 2014 model year (MY) Corvette Stingray sports car from General Motors. The car features bonded hood and roof assemblies with conventional epoxy/carbon fiber prepreg processed on a faster-cycling “pressure press” (which Globe calls the RapidClave rapid-curing system). Not only did the process/ equipment combo significantly reduce part weight (parts are about 50% lighter than comparable designs in aluminum or sheet-molding compound (SMC)), but versus autoclave cure of the same materials, it decreased cycle times 66%, direct part costs 30%, and consumable costs 75% ―all without sacrificing mechanical properties.
As an added bonus, parts exit the process with better, more consistent surfaces, so labor for post-mold finishing was reduced 35%, further contributing to faster, less costly parts. What’s especially exciting about this technology is the fact that production volumes on the new Stingray are an order of magnitude higher than any CFRP-intensive vehicle in history. In fact, the vehicle has been selling above initial projections, and the process is keeping up with the higher sales.
Replacing Stamped Steel in Hybrid Composite Seat Pan
An interesting new hybrid-molding process from Europe is being used to replace stamped steel with lightweight thermoplastic composite for front seat pans on 2013 MY Opel Astra OPC sports sedans, also by GM. Seats meet all required safety specs while improving crash and long-term fatigue performance at 45% lower mass, along with cost-neutral pricing. Additionally, given the high strength of the composite material, wall thickness was reduced, increasing packaging space without a cost penalty.
Resin supplier and co-developer BASF performed extensive computer-aided simulation to design the part, which combines both a woven laminate (formed from continuous fiberglass pre-impregnated with polyamide-6) that is in turn overmolded with discontinuous (chopped) fiberglass with a PA6 matrix.
A hybrid injection-molding process is used by material processor Reinart to produce the part. First, pre-cut, pre-impregnated composite inserts are robotically positioned
in the injection tool. Next, an infrared (IR) heater pops up to preheat the cold sheet to ensure a good bond with overmolded short-glass/PA6. Last, the IR heater returns to its home position, the tool closes, and the insert is given a three-dimensional shape while it’s simultaneously overmolded with impact-modified, short-glass PA6—forming ribs, edges, attachment features, and other geometries continuous fibers can’t easily fill.
A new hybrid injection-molding process produces composite seat pans that reportedly meet all required safety specs, while improving crash and long-term fatigue performance, at 45% lower mass, plus cost-neutral pricing. With the high strength of the PA6/glass composite material, wall thickness was also reduced, increasing packaging space without a cost penalty (photo courtesy of SPE Automotive Division).
Since cushioning and trim are subsequently added to the seat pan after demolding and trimming, surface aesthetics are not critical on this hidden part. However, for more visible applications, it would be possible to use overmolding or polymer films should higher quality surfaces be required.
VOC-Free Composites for EV Batteries
To guard against possible damage to electric vehicle (EV) batteries during catastrophic events, a special volatile organic compound-free composite battery enclosure was developed for the Chevrolet Spark EV from GM.
Since EV batteries tend to be packaged low and rearward on vehicles owing to their size and mass, the complex-shaped composite enclosure, which also features a large structural joint of composite to steel, was required to meet a host of challenging performance requirements. These included surviving 30° offset barrier, side-impact, and rear barrier crash testing of the vehicle; a 50-g impulse shockwave through x, y, and z axes; post-crash package integrity; fire-resistance testing; 3.0-m drop testing (on bottom/end); 1.0-m water-submersion testing; and vibration/shock testing.
The composite battery enclosure on the Chevrolet Spark EV meets extremely challenging performance requirements using prepreg, featuring what’s said to be the industry’s first VOC-free vinyl ester matrix reinforced with a coarse, basket-weave glass roving fabric (photo courtesy of SPE Automotive Division).
To meet all these criteria, the development team reportedly needed to engineer a new material, production process, post-mold finishing, and non-destructive test methods. The material used in this application is a woven glass/vinyl ester prepreg (coarse basket-weave glass-roving cloth supplied by Fiber Glass Industries, Inc., prepreg supplied by Cytec Industries Inc.). Notably, the prepreg makes use of the industry’s first VOC-free vinyl ester resin (compounded by Continental Structural Plastics (CSP)) to provide the extended pot life required to lay up and assemble the three-dimensional preforms, store them, and then mold the parts. (Added benefits are that the materials also meet tough new proposed regulations to limit styrene emissions, better protecting workers and the environment. Use of vinyl ester instead of more common unsaturated polyester for the matrix provides higher thermal and chemical resistance in this application.)
The continuous fiber/woven reinforcement provides higher mechanical performance than discontinuous fibers can offer; the fabric’s coarse weave ensures good wetout/impregnation. The specially designed layup ensures that complex sections with intricate design details can be filled. The battery enclosure is compression molded by CSP and is 40% lighter than metal would have been. It also is non-corrosive (important for long-term exposure to water and salt) and non-conductive (protecting occupants and first-responders at an accident scene).
Ten Years in the Making: All-Olefin Liftgate
A decade in development, the all-olefin liftgate (hatchback door) on the 2014 MY Nissan Rogue crossover utility vehicle (CUV) from Nissan Motor Co. is a good example of how reinforced thermoplastics are becoming more efficient through multi-material hybrids that make best use of each material. Both inner and outer door panels of this bonded injection-molded assembly are fully polymeric and olefinic, making the entire structure recyclable at end of vehicle life.
The painted, Class A outer panel is injection molded with a very high-melt flow, high-stiffness, high-impact, mineral-filled grade of thermoplastic polyolefin (TPO)―reportedly North America’s first use of the material for an exterior liftgate―from LyondellBasell. The inner structural panel features a molded-in-color (MIC) long-fiber thermoplastic polypropylene (LFT-PP) from Advanced Composites, Inc. that eliminated the need for paint on the interior face of the part, lowering costs and reducing paint emissions. Both panels are joined via an olefin-friendly structural adhesive.
An all-olefin bonded liftgate assembly produced via injection molding reduced mass 30% versus metal, not only contributing to improved vehicle fuel efficiency but also reducing the effort required to open and close the liftgate. The high-flow mineral-reinforced TPO outer skin is painted, and the molded-in-color LFT-PP interior skin eliminates paint and associated VOCs, while lowering costs (photo courtesy of SPE Automotive Division).
Versus conventional stamped steel, the new liftgate is 30% lighter, which not only contributes to improved vehicle fuel economy, but is easier (requires less force) to open and close―an added consumer benefit. Owing to the parts integration, low scrap rate, and ability to reuse offal for which thermoplastic injection molding is well known, the automaker reports that raw-material costs for the outer panel were reduced 35%. Hitachi Chemical was the systems supplier for the liftgate, and the panels were molded by Magna-Decostar.
As these award-winning applications highlight, automotive composites usage is on the increase thanks to reformulated materials and new molding processes that lower part and tooling costs, cycle times, and mass, while increasing design flexibility, parts integration, corrosion resistance, damage tolerance, and long-term aesthetics. “It used to be that processing was what limited cycle time and part costs,” explains Gary Lownsdale, president of Trans Tech International and a long-time automotive composites expert. “Now, molding technologies have caught up with resin technologies, and what’s holding things back, particularly on the thermoset side, is the need for faster curing polymers.”
Note:
To learn more about the latest advances in both thermoset and thermoplastic automotive composites technologies, be sure to attend SPE’s 14th-annual Automotive Composites Conference & Exhibition (ACCE) in the Detroit suburb of Novi, Michigan, USA, September 9-11, 2014. To see winners of the 44th-annual SPE Automotive Innovation Awards Competition, the automotive plastics industry’s oldest and largest recognition event, attend the awards gala on November 12, 2014, in Livonia, Michigan (also in the Detroit suburbs).
Driving Examples: Greater Composites Use in Passenger Vehicles
Previous Article Next Article
By Peggy Malnati
Automakers in many parts of the world face challenging new fuel-economy and greenhouse-gas emissions regulations. In North America, passenger cars must meet corporate-average fuel economy (CAFE) standards of 54.5 miles per gallon (4.32 liters per 100 kilometers) by 2025, and in the European Union, light-duty vehicles will be required to reduce carbon dioxide emissions on new cars to 95 g/km by 2021 or face extremely costly penalties.
Process advances are helping polymer composites displace metals in more structural applications, like the bonded hood and roof assemblies on the new Corvette Stingray (photo courtesy of General Motors).
These legislative mandates have set OEMs and their suppliers on a two-pronged path both to improve the energy efficiency of propulsion systems―conventional internal-combustion engines (ICE) and alternative powertrain options like hybrid electric, plug-in battery-electric, and fuel-cell vehicles―as well as to take significant weight out of cars and light trucks. While they race to meet these new efficiency standards, automakers must neither sacrifice vehicle safety, consumer comfort/convenience, or durability, nor let research or production costs price vehicles out of the range of most consumers.
While composites and reinforced plastics currently represent a small percentage of a conventional passenger vehicle by weight, experts predict that polymeric materials will play a larger role in more structural areas of vehicles in the next decade. However, to do that, analysis tools will have to become more robust and accurate to avoid the cost and weight penalties of over-engineering parts; materials will have to do more in thinner wall sections; and production processes will have to become faster and more efficient, particularly on the thermoset side.
New “out-of-autoclave” production processes are helping carbon composites compete in much higher-volume applications than ever before. Good examples are the bonded hood and roof assemblies on the 2014 MY Corvette Stingray, which not only cut mass, cost, and cycle time significantly, but meet production volumes an order of magnitude higher than any previous carbon composites-intensive vehicle (photos courtesy of SPE Automotive Division).
Fortunately, a lot of recent process innovation has led to some notable application advances. Faster processing helps reduce component systems costs, which in turn make polymeric materials more cost competitive versus steel and lighter aluminum and magnesium. Several recent winners of the SPE Automotive Innovation Awards Competition are good examples of these advances.
Carbon Composites Break into Medium-Volume Production
Carbon fiber-reinforced plastics (CFRP, also called carbon composites) are highly desirable materials for their high strength-to-low weight ratio and excellent crash-management properties. They already play a vital role in structural and semi-structural components on race cars and street-legal supercars, not only improving performance and extending refueling intervals, but also providing greater driver safety in the event of a crash.
However, thermoset-based carbon composites are very expensive materials, given the high cost of raw fiber coupled with slow production processes typically used to convert pre-impregnated fiber (prepreg) via vacuum bag/autoclave systems, or to infuse and mold fiber preforms via resin infusion or resin-transfer molding (RTM). Because of that, CFRP materials typically only are used where their very high properties are needed (high-performance sports cars and supercars) or where their cachet justifies the added cost, which can be passed on to affluent car buyers (supercars and luxury sedans).
Until recently, most CFRP-intensive vehicles had annual production volumes ranging from a few dozen to a few hundred per year, with really “high volume” vehicles amounting to thousands of units annually. However, thanks to collaboration between tier-one molder Plasan Carbon Composites and machinery OEM Globe Machine Manufacturing Co., which jointly developed an out-of-autoclave (OOA) production process and press for carbon composite prepreg,
such parts can now be produced far faster and less expensively―enough so that they’ve finally broken into medium-volume production for the first time.
The initial use of this technology is on the 2014 model year (MY) Corvette Stingray sports car from General Motors. The car features bonded hood and roof assemblies with conventional epoxy/carbon fiber prepreg processed on a faster-cycling “pressure press” (which Globe calls the RapidClave rapid-curing system). Not only did the process/ equipment combo significantly reduce part weight (parts are about 50% lighter than comparable designs in aluminum or sheet-molding compound (SMC)), but versus autoclave cure of the same materials, it decreased cycle times 66%, direct part costs 30%, and consumable costs 75% ―all without sacrificing mechanical properties.
As an added bonus, parts exit the process with better, more consistent surfaces, so labor for post-mold finishing was reduced 35%, further contributing to faster, less costly parts. What’s especially exciting about this technology is the fact that production volumes on the new Stingray are an order of magnitude higher than any CFRP-intensive vehicle in history. In fact, the vehicle has been selling above initial projections, and the process is keeping up with the higher sales.
Replacing Stamped Steel in Hybrid Composite Seat Pan
An interesting new hybrid-molding process from Europe is being used to replace stamped steel with lightweight thermoplastic composite for front seat pans on 2013 MY Opel Astra OPC sports sedans, also by GM. Seats meet all required safety specs while improving crash and long-term fatigue performance at 45% lower mass, along with cost-neutral pricing. Additionally, given the high strength of the composite material, wall thickness was reduced, increasing packaging space without a cost penalty.
Resin supplier and co-developer BASF performed extensive computer-aided simulation to design the part, which combines both a woven laminate (formed from continuous fiberglass pre-impregnated with polyamide-6) that is in turn overmolded with discontinuous (chopped) fiberglass with a PA6 matrix.
A hybrid injection-molding process is used by material processor Reinart to produce the part. First, pre-cut, pre-impregnated composite inserts are robotically positioned
in the injection tool. Next, an infrared (IR) heater pops up to preheat the cold sheet to ensure a good bond with overmolded short-glass/PA6. Last, the IR heater returns to its home position, the tool closes, and the insert is given a three-dimensional shape while it’s simultaneously overmolded with impact-modified, short-glass PA6—forming ribs, edges, attachment features, and other geometries continuous fibers can’t easily fill.
A new hybrid injection-molding process produces composite seat pans that reportedly meet all required safety specs, while improving crash and long-term fatigue performance, at 45% lower mass, plus cost-neutral pricing. With the high strength of the PA6/glass composite material, wall thickness was also reduced, increasing packaging space without a cost penalty (photo courtesy of SPE Automotive Division).
Since cushioning and trim are subsequently added to the seat pan after demolding and trimming, surface aesthetics are not critical on this hidden part. However, for more visible applications, it would be possible to use overmolding or polymer films should higher quality surfaces be required.
VOC-Free Composites for EV Batteries
To guard against possible damage to electric vehicle (EV) batteries during catastrophic events, a special volatile organic compound-free composite battery enclosure was developed for the Chevrolet Spark EV from GM.
Since EV batteries tend to be packaged low and rearward on vehicles owing to their size and mass, the complex-shaped composite enclosure, which also features a large structural joint of composite to steel, was required to meet a host of challenging performance requirements. These included surviving 30° offset barrier, side-impact, and rear barrier crash testing of the vehicle; a 50-g impulse shockwave through x, y, and z axes; post-crash package integrity; fire-resistance testing; 3.0-m drop testing (on bottom/end); 1.0-m water-submersion testing; and vibration/shock testing.
The composite battery enclosure on the Chevrolet Spark EV meets extremely challenging performance requirements using prepreg, featuring what’s said to be the industry’s first VOC-free vinyl ester matrix reinforced with a coarse, basket-weave glass roving fabric (photo courtesy of SPE Automotive Division).
To meet all these criteria, the development team reportedly needed to engineer a new material, production process, post-mold finishing, and non-destructive test methods. The material used in this application is a woven glass/vinyl ester prepreg (coarse basket-weave glass-roving cloth supplied by Fiber Glass Industries, Inc., prepreg supplied by Cytec Industries Inc.). Notably, the prepreg makes use of the industry’s first VOC-free vinyl ester resin (compounded by Continental Structural Plastics (CSP)) to provide the extended pot life required to lay up and assemble the three-dimensional preforms, store them, and then mold the parts. (Added benefits are that the materials also meet tough new proposed regulations to limit styrene emissions, better protecting workers and the environment. Use of vinyl ester instead of more common unsaturated polyester for the matrix provides higher thermal and chemical resistance in this application.)
The continuous fiber/woven reinforcement provides higher mechanical performance than discontinuous fibers can offer; the fabric’s coarse weave ensures good wetout/impregnation. The specially designed layup ensures that complex sections with intricate design details can be filled. The battery enclosure is compression molded by CSP and is 40% lighter than metal would have been. It also is non-corrosive (important for long-term exposure to water and salt) and non-conductive (protecting occupants and first-responders at an accident scene).
Ten Years in the Making: All-Olefin Liftgate
A decade in development, the all-olefin liftgate (hatchback door) on the 2014 MY Nissan Rogue crossover utility vehicle (CUV) from Nissan Motor Co. is a good example of how reinforced thermoplastics are becoming more efficient through multi-material hybrids that make best use of each material. Both inner and outer door panels of this bonded injection-molded assembly are fully polymeric and olefinic, making the entire structure recyclable at end of vehicle life.
The painted, Class A outer panel is injection molded with a very high-melt flow, high-stiffness, high-impact, mineral-filled grade of thermoplastic polyolefin (TPO)―reportedly North America’s first use of the material for an exterior liftgate―from LyondellBasell. The inner structural panel features a molded-in-color (MIC) long-fiber thermoplastic polypropylene (LFT-PP) from Advanced Composites, Inc. that eliminated the need for paint on the interior face of the part, lowering costs and reducing paint emissions. Both panels are joined via an olefin-friendly structural adhesive.
An all-olefin bonded liftgate assembly produced via injection molding reduced mass 30% versus metal, not only contributing to improved vehicle fuel efficiency but also reducing the effort required to open and close the liftgate. The high-flow mineral-reinforced TPO outer skin is painted, and the molded-in-color LFT-PP interior skin eliminates paint and associated VOCs, while lowering costs (photo courtesy of SPE Automotive Division).
Versus conventional stamped steel, the new liftgate is 30% lighter, which not only contributes to improved vehicle fuel economy, but is easier (requires less force) to open and close―an added consumer benefit. Owing to the parts integration, low scrap rate, and ability to reuse offal for which thermoplastic injection molding is well known, the automaker reports that raw-material costs for the outer panel were reduced 35%. Hitachi Chemical was the systems supplier for the liftgate, and the panels were molded by Magna-Decostar.
As these award-winning applications highlight, automotive composites usage is on the increase thanks to reformulated materials and new molding processes that lower part and tooling costs, cycle times, and mass, while increasing design flexibility, parts integration, corrosion resistance, damage tolerance, and long-term aesthetics. “It used to be that processing was what limited cycle time and part costs,” explains Gary Lownsdale, president of Trans Tech International and a long-time automotive composites expert. “Now, molding technologies have caught up with resin technologies, and what’s holding things back, particularly on the thermoset side, is the need for faster curing polymers.”
Note:
To learn more about the latest advances in both thermoset and thermoplastic automotive composites technologies, be sure to attend SPE’s 14th-annual Automotive Composites Conference & Exhibition (ACCE) in the Detroit suburb of Novi, Michigan, USA, September 9-11, 2014. To see winners of the 44th-annual SPE Automotive Innovation Awards Competition, the automotive plastics industry’s oldest and largest recognition event, attend the awards gala on November 12, 2014, in Livonia, Michigan (also in the Detroit suburbs).