Metal or Plastic?
Newer thermoset materials solve an automotive design dilemma
Previous Article Next Article
By Andreas Kuerten1, Sigrid ter Heide2, Cedric Ball2, and Frank Beyerl2
1ISK® Iserlohner Kunststoff-Technologie GmbH, Iserlohn, Germany
2Hexion Inc. (formerly Momentive Specialty Chemicals), Columbus, Ohio, USA
Metal or Plastic?
Newer thermoset materials solve an automotive design dilemma
Previous Article Next Article
By Andreas Kuerten1, Sigrid ter Heide2, Cedric Ball2, and Frank Beyerl2
1ISK® Iserlohner Kunststoff-Technologie GmbH, Iserlohn, Germany
2Hexion Inc. (formerly Momentive Specialty Chemicals), Columbus, Ohio, USA
Metal or Plastic?
Newer thermoset materials solve an automotive design dilemma
Previous Article Next Article
By Andreas Kuerten1, Sigrid ter Heide2, Cedric Ball2, and Frank Beyerl2
1ISK® Iserlohner Kunststoff-Technologie GmbH, Iserlohn, Germany
2Hexion Inc. (formerly Momentive Specialty Chemicals), Columbus, Ohio, USA
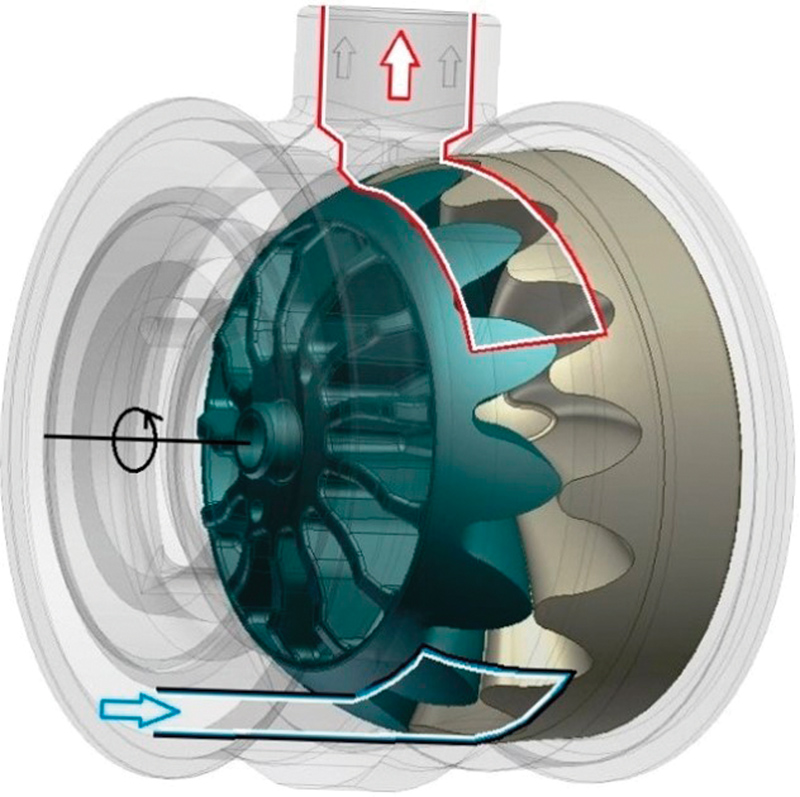
Figure 1: Working gas compression (image courtesy of Bosch/Gardner Denver).
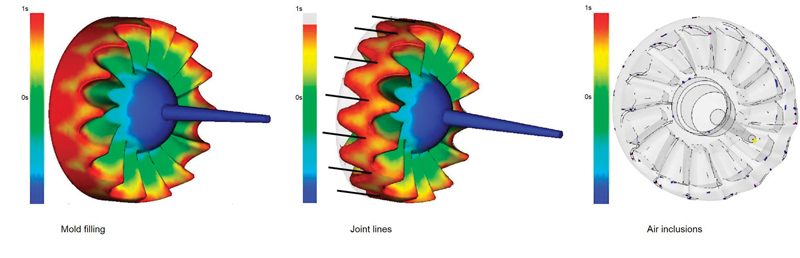
Figure 2: Simulation of mold filling—colors indicate areas filled simultaneously (image courtesy of ISK).
Figure 2: Simulation of mold filling—colors indicate areas filled simultaneously (image courtesy of ISK).
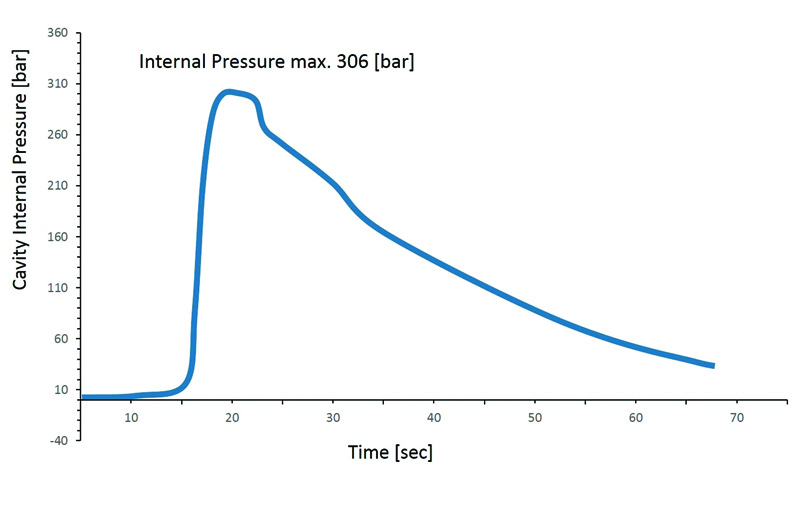
Figure 3: Pressure curve inside the cavity as recorded by pressure sensors built into the mold (image courtesy of ISK).
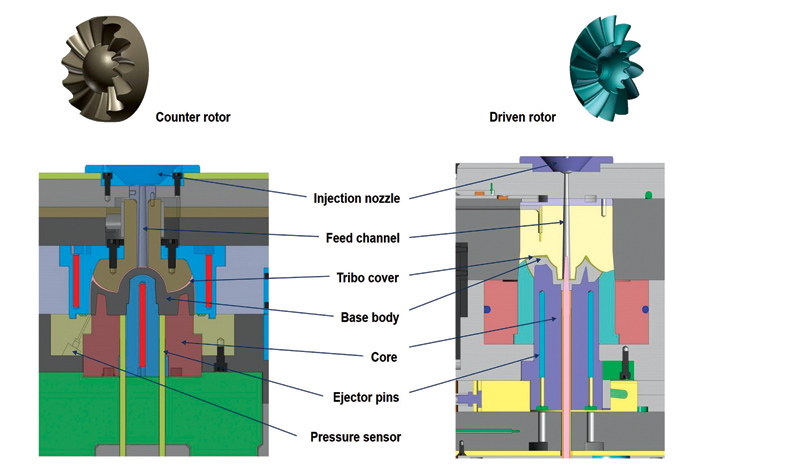
Figure 4: Cross-section of mold (image courtesy of Bosch/Gardner Denver).
Figure 4: Cross-section of mold (image courtesy of Bosch/Gardner Denver).

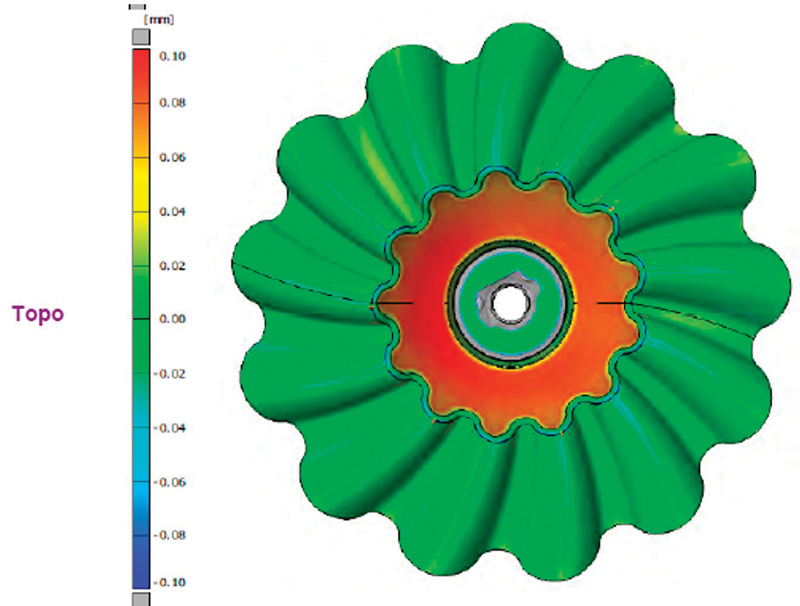
Figure 5: 3-D optical measurement showing degree of mismatch between produced parts and CAD (image courtesy of Bosch/Gardner Denver).
Figure 5: 3-D optical measurement showing degree of mismatch between produced parts and CAD (image courtesy of Bosch/Gardner Denver).

Figure 6: Bubbles on surfaces caused by mismatched geometry and local overheating (image courtesy of Bosch/Gardner Denver).
Figure 6: Bubbles on surfaces caused by mismatched geometry and local overheating (image courtesy of Bosch/Gardner Denver).

To save weight and meet modern fuel efficiency standards, automotive engineers have learned to substitute plastic materials for metal wherever possible. Even beyond weight savings, versatile plastics offer numerous manufacturing efficiencies. Compared with machining or die casting, rapid, cost-saving material processing methods such as short cycle-time injection molding allow high-volume production, often with no secondary steps.
Nonetheless, many automotive parts continue to be made from metal. An application’s temperature and dimensional demands are often the deciding factors for which type of material is chosen. However, new developments in thermosetting resins and tooling techniques have shifted that balance, expanding the range of applications for which plastics may be used.
A New Plastics Application & Manufacturing Mode
One example of an automotive part now amenable to being made of plastic is the COR® compressor developed by Robert Bosch GmbH and Gardner Denver Schopfheim GmbH in Germany. The compressor is designed to regenerate the diesel particulate filters that remove aerosol and soot from vehicular exhaust. Such advanced treatment is required to keep particle emissions under the limits specified by the European and U.S. regulations for non-road diesel engines.
The compressor’s main feature is a wave-form for the mating gear arrangement. When rotated against each other, the gears force gas or fluid through the compressor housing. The two rotors create twelve compression chambers working at the same time. This ingenious design constitutes an extremely efficient compressor with very few moving parts, especially compared to the number of parts a conventional twelve-cylinder piston design would entail (Figure 1). The design specifications for this compressor are:
- rotor diameter: 115 mm
- tolerance of friction surfaces: within +/- 0.02 mm
- intermittent operation with an accumulated runtime: at least 1500 hours
- ambient operating temperatures: between -25°C and 120°C
- dry contact operation: no oil or grease lubrication
- rotational speed: 7000 rpm
- frictional speeds: 6.4 m/s
- surface pressures: 150 N/mm2.
The dimensional stability and wear resistance requirements are very high to withstand the forces on the rotating gears’ toothed surfaces. Aluminum is not feasible as it would be subject to abrasion, and finishing costs to achieve the gears’ high precision and low surface roughness would be prohibitive. Normally, one might not consider a plastic material for such a demanding application, but the dry contact operation and cost demands suggested a solution in plastic that could be manufactured via injection molding, without secondary operations.
Developing the Component through Simulation
Simulation programs were used to optimize the part and tool design.
Part design
A mold filling simulation (Figure 2) demonstrated that flow into the mold’s cavity would occur evenly and symmetrically through a central injection nozzle. Weld lines, which would be detrimental to mechanical properties and dimensional stability, were avoided in the frictional surfaces of the gear teeth. The mold filling simulation also showed that filling ended where it should—at the mold’s parting line and not in the middle of the component. Further, the simulation indicated where provisions for venting would need to be included—in the parting plane of the mold, at air inclusion sites where air would be compressed.
The mold filling simulation also determined that a minimum tribological layer thickness of 1 mm would cover the base body material without causing additional shrinkage.
Tool design
The capacity and position of the tool’s electrical heating circuits were modeled for a homogeneous thermal design. Long heating times were to be avoided, and the temperature inside the cavity was to be evenly regulated by in-cavity temperature sensors.
For successful serial production of parts within specification, it would be necessary to continuously monitor and control the process parameters. Prior practice and simulation suggested that the best control methodology would be to regulate cavity pressure during molding. Therefore, internal sensors were built into the cavities of the production mold to monitor and control the pressure during each step of the molding cycle, as shown in Figure 3.
Figure 4 shows the arrangement of primary mold functions. The cavity is filled with the base body material and tribological cover layer through the injection nozzle and feed channel. The core has a punch function to equalize pressure over the entire cavity. Filling and curing are controlled with electrical heating, temperature, and pressure sensors. The finished part is released with the help of ejector pins.
High Heat Performance, Wear Resistance—and Very Low Tolerances
Thermosetting materials can maintain their flexural strength over this application’s entire temperature operating range. In contrast, mechanical properties of engineering thermoplastics PPA and PPS deteriorate above the glass transition temperature, at which point the amorphous portions change from the glass to the rubbery state.
Clearly, the solution had to be a thermosetting material. But even within engineering thermosets, no single substance could fulfill all the performance requirements. After numerous material trials, a two-part—core and surface—design was decided upon, with the following characteristics:
Base body engineering thermoset:
- high tensile/compressive strength,
- tie coat for cover layer,
- low shrinkage default by tempering, and
- competitive costs.
Tribological layer engineering thermoset:
- best tribology at high sliding speed;
- high off-tool thin-layer precision;
- high adhesion to base body; and
- rotor-seizure resistant.
Once the tool was built and in operation, 3-D optical measurements were used to compare trial parts coming from the mold with the master CAD data (Figure 5).
Molded parts were tested under an operating temperature of 120°C for a runtime of 1500 hours. Numerous promising material combinations proved unsatisfactory, such as that shown in Figure 6.
Key Properties of Final Selected Materials
In the end, the material that worked best for the base body was a phenolic glass fiber-reinforced engineering thermoset with excellent mechanical properties and high dimensional stability that could meet the tolerance requirements. This material behaves isotropically and has a very low coefficient of thermal expansion, 10 to 15×10-6/°C, up to 200°C. Consequently, its dimensional stability is of the same order of magnitude as steel’s (11×10-6/°C) and outperforms aluminum’s (22×10-6/°C). The exemplary thermoset material for these high-performance characteristics would be similar to Bakelite®PF 1110 (10×10-6/°C).
The material selected for the tribological layer was a carbon fiber-reinforced engineering thermoset able to provide the friction properties needed for the gear-toothed surface. An exemplary material for this application, such as the Bakelite Carbomould® engineering thermoset, offers a friction coefficient that is constant over time, showing minimal variation, compared with a standard engineering thermoset grade not designed for tribological applications.
Final Test Results and Lessons Learned
The above combination of phenolic-based engineering thermoset materials fulfilled the highest demands, performing beyond the 1500-hr test requirement. The layers were found to be compatible when a roughening surface treatment was administered to the base body before application of the tribological coating. This combination did not delaminate and met the required tolerance over the operating temperature range of the compressor.
New thermoset materials are available that yield excellent mechanical properties and remain stable over a wide temperature range. Complex, two-component parts can be successfully designed and manufactured utilizing engineering thermosets—adhesion between different materials is possible. By painstaking part and mold design, tolerances in the range of 0.02 mm can be achieved, even for complex molded surfaces.
Simulation tools improve part and mold design and can help anticipate sensitive areas of the production process. In this example, simulation alerted us to production cycle filling pressure as a parameter that warranted careful monitoring.
Overall, through simulation and the selection of new, high-performance engineering thermosets, this design effort resulted in an extremely efficient and cost-effective COR compressor that meets demanding specifications.
References
- “Compressor for Exhaust Treatment of Non-Road Vehicles,” International Conference on Compressors and their Systems 2013, City University London (IMechE).
- “Burner Air Supply Unit for an Active Regeneration of Diesel Particulate Filter (DPF),” International Rotating Equipment Conference 2012, VDMA.
About the authors…
Andreas Kuerten is managing director at ISK GmbH, a service provider offering modeling, mold design, and process optimization to the plastics processing industry. Sigrid ter Heide, Cedric Ball, and Frank Bayerl are in marketing and technical support roles at Hexion, serving the automotive industry.