New Technologies Abound at 16th SPE ACCE
Annual automotive composites conference in Detroit packed with material, process & machinery advances
Previous Article Next Article
By Peggy Malnati
New Technologies Abound at 16th SPE ACCE
Annual automotive composites conference in Detroit packed with material, process & machinery advances
Previous Article Next Article
By Peggy Malnati
New Technologies Abound at 16th SPE ACCE
Annual automotive composites conference in Detroit packed with material, process & machinery advances
Previous Article Next Article
By Peggy Malnati
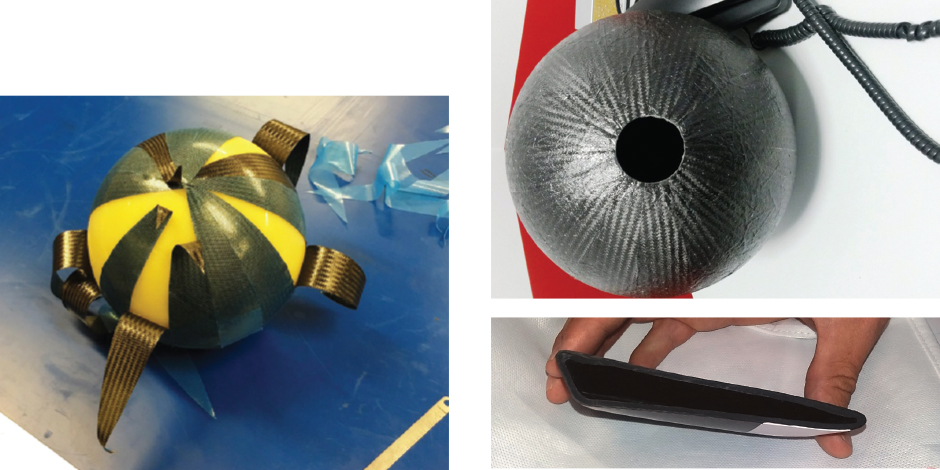
Persico SpA’s new rotomolded thermoplastic core technology can produce symmetrical (left) or asymmetrical (bottom right) shapes that stay in the final part (bottom right) or that can be removed after cure (top right). When EVOH polymer is used to rotomold cores (yellow ball), after composite prepreg is draped over the form and the part is cured (in this case in an autoclave at both 3 and 5 bars pressure), the core can be soaked away in hot water (note yellow core is missing in top right final part). Courtesy of Persico SpA
Persico SpA’s new rotomolded thermoplastic core technology can produce symmetrical (left) or asymmetrical (bottom right) shapes that stay in the final part (bottom right) or that can be removed after cure (top right). When EVOH polymer is used to rotomold cores (yellow ball), after composite prepreg is draped over the form and the part is cured (in this case in an autoclave at both 3 and 5 bars pressure), the core can be soaked away in hot water (note yellow core is missing in top right final part). Courtesy of Persico SpA
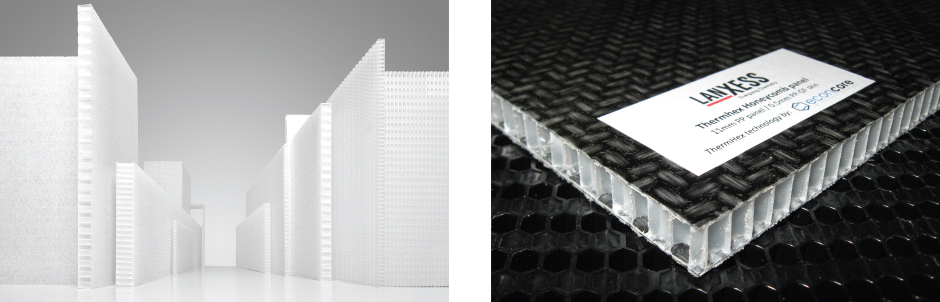
Newly arrived in North America, another interesting thermoplastic core technology from EconCore NV involves continuous production of folded honeycomb from stamped thermoplastic sheet (typically PP although other thermoplastics can be used) to produce tough but lightweight and economical cores (left), which also offer thermal and acoustical insulation. The fully integrated, inline production process is flexible enough to laminate skins to cores (right) via heat fusion without needing adhesive and produce finished honeycomb or even finished sandwich-panels parts, thereby adding greater value and further reducing production costs. Courtesy of EconCore NV
Newly arrived in North America, another interesting thermoplastic core technology from EconCore NV involves continuous production of folded honeycomb from stamped thermoplastic sheet (typically PP although other thermoplastics can be used) to produce tough but lightweight and economical cores (left), which also offer thermal and acoustical insulation. The fully integrated, inline production process is flexible enough to laminate skins to cores (right) via heat fusion without needing adhesive and produce finished honeycomb or even finished sandwich-panels parts, thereby adding greater value and further reducing production costs. Courtesy of EconCore NV

A game-changing process and equipment development now makes it possible to produce continuously curved, pultruded thermoset composites to replace metal rods and bars. Developed by Thomas GmbH + Co. Technik + Innovation KG, the technology moves a mold in small steps across an advancing pultrusion to shape it without risking fiber pullout instead of pulling the molten polymer and fiber through a stationary mold. Because you can rotate the machine axis either horizontally or vertically, the technology is flexible enough to produce continuously curved profiles with constant 2D or 3D radii (top), or profiles that have alternating sections that are curved and straight (middle). It even can be used to produce a coil-spring-like profile (bottom). Courtesy of Thomas GmbH + Co. Technik + Innovation KG

Material and process innovations have finally made it possible to use polyurethane (PUR) resins in sheet-molding compound (SMC). By decoupling reactivity from viscosity build, replacing calcium carbonate with milled glass and glass microspheres, and producing the semi-finished goods in a direct (inline compounding) SMC process (top), researchers at Huntsman Polyurethanes, Johns Manville, and the Fraunhofer Project Centre for Composites Research have produced PUR SMC with improved mechanical performance vs. conventional unsaturated-polyester SMC formulations of similar fiber content and filler loading. The materials do have limited storage life unless frozen, but are said to be ideal for a direct-SMC process where they would be produced and molded in sequence. Courtesy of Fraunhofer Project Centre for Composites Research (top & bottom) and Huntsman Polyurethanes (middle)
For the 16th year, SPE’s Automotive Composites Conference & Exhibition (ACCE), held Sept. 7-9 in the Detroit suburbs, attracted an international crowd from across the transportation-composites supply chain. Participants discussed the latest advances in thermoset and thermoplastic resins, conventional and nano reinforcements, process and equipment improvements, and innovative applications.
This year’s technical program ― tied with 2013’s for largest in the event’s history ― featured 90 presentations in 11 sessions spread across four parallel tracks on the first two days and three tracks on the final day, plus five keynotes and a panel discussion. An expanded show floor with 73 exhibitors as well as support from six other non-exhibiting sponsors gave attendees plenty to see. And that, in a nutshell, was both the challenge and opportunity at this year’s show — there was so much innovative technology being discussed and shown that it no single person could see and hear it all. What follows, therefore, are some of the key aspects this writer found at the event and certainly not all that was there.
Thermoplastic cores for sandwich composites
Plastic machinery maker Persico SpA (www.persico.com) of Nembro, Italy, presented for the first time anywhere a new thermoplastic core technology that it developed only this past March. The company is rotomolding cores, which can be symmetrical or asymmetrical and can have a variety of surface finishes. Depending on core and skin materials and final forming process used, these hollow thermoplastic cores can be attached to or stay detached from skins and can be left permanently in the molded part or can be washed away by soaking for 48 hours in hot water ― the latter when cores are molded in ethylene vinyl alcohol (EVOH). To date, in addition to EVOH, speaker Ottorino Ori, sales manager at Persico’s Industrial business unit, says they have rotomolded cores in polypropylene (PP), polyamide 6 (PA 6), polyvinyl chloride (PVC), liquid and powdered crosslinked polyethylene (XLPE), polyethylene (PE), polyetheretherketone (PEEK), and polycarbonate (PC). The work is preliminary although reportedly it’s already been evaluated on an autoclave-cured carbon composite part for an Italian automaker and the cores survived 5 bars molding pressures. The developmental cores have been produced on Persico’s very-compact, single-station rotomolding unit with a footprint of 3x3 meters, which the company says is ideal for prototyping but also fast enough for production work. For higher production volumes, injection molding can be used. Ori notes that Persico plans to focus its future work on improving the surface finish of rotomolded cores, possibly working with reactively cured polymers, finding faster methods to remove the dissolvable EVOH cores, and to conduct higher pressure testing to understand what the cores can survive.
Another interesting core technology presented at the show by Tomasz Czarnecki, technology manager at EconCore NV (www.econcore.com) of Leuven, Belgium, focused on continuous production of folded honeycomb from stamped thermoplastic sheet. The process produces tough but lightweight and economical cores, while also offering thermal and acoustical insulation. In the case of mono-material structures, the entire sandwich panel composite can be recycled (melt reprocessed) ― a distinct benefit for automakers in the European Union vs. conventional paper honeycomb with glass-reinforced urethane skins. While not new — EconCore’s first licensee in Japan introduced the technology in 2009 — it has been offered in North America only since last year.
EconCore in September announced the region’s first large-scale licensee ― Wabash National Corp. of Lafayette, Ind., a diversified industrial manufacturer and North America’s leading producer of semi-trailer and liquid transportation systems. Tultitlan, Mexico-based Fynotej, a leading maker of carpets and non-woven products for the automotive market, is the second North American licensee to integrate EconCore’s technology, and consequently expects to move up in the supply and value chain. EconCore says the inline process is flexible enough to laminate skins to cores (via heat fusion without needing adhesive) and produce finished honeycomb within the fully integrated production process, which adds value and further reduces production costs. Sandwich-panel parts can subsequently be formed ― in sequence with core and panel production or at another point in time and space ― via thermoforming or compression molding, or can be injection overmolded to add 3D features.
Czarnecki described recent work on a variety of automotive interior components, including sound-deadening panels, trunk trim elements, electric-vehicle loadfloors, seat and door-trim panels, and panels for commercial truck trailers (including sidewalls, roofing and aerodynamic skirting). Typical core materials are PP with skins of the same polymer, possibly
reinforced with glass fibers, although other resins and fibers (e.g., carbon or natural fibers) can be used. The technology has helped reduce sandwich panel weight to 800 grams per square meter. Additionally, the company and one of its licensees reportedly have done work with PP/wood-flour skins for automotive interior parts.
Pultruding curved profiles
Another interesting talk presented a solution to a longstanding problem that the fiber-reinforced plastic (FRP) industry has wrestled with for some time — namely that pultruded composite profiles must always be straight in contrast to extruded metal bars or tubes, which can be formed and reshaped during formation or later simply by applying heat and pressure. Pultruded thermoset composites can be excellent replacements for metal bars and rods, as they are far lighter and resistant to corrosion. However, the fact that they must always be straight limits their use in many industries such as automotive. New work described by Klaus Jansen, CEO of Thomas GmbH + Co. Technik + Innovation KG (www.thomas-technik.de/en) of Bremervörde, Germany, demonstrated that continuous curved pultruded profiles can now be produced in thermoset composites. TTI, as the company is known, says that instead of pulling hot resin and fiber through a stationary mold as is done normally, its game-changing innovation is to move the mold in small “steps” across the advancing pultrusion to shape it without the risk of fiber pullout.
The newest process variation uses an “elastic” mold that moves back and forth along a guide rail shaping the advancing FRP profile, which follows the path of the mold/guide rail in a single direction. The mold itself is a series of segmented pieces much like toy train cars connected in sequence and features an inner liner of silicone rubber or polytetrafluoroethylene (PTFE) that gently shapes the hot material at low pressures. Because you can rotate the machine axis either horizontally or vertically, the technology is flexible enough to produce continuously curved profiles with constant 2D or 3D radii, or profiles that have alternating sections that are curved and straight. It also can produce a full circle or segments of a circle.
What the system can’t do at the moment is produce profiles that are both curved and have a variable cross-section. Currently the machine limits the profile to a minimum radius of 40mm for a coil-spring-like profile. While there is no theoretical maximum limit to radius, the largest TTI has produced to date is 750 cm. Jansen, who holds more than 40 pultrusion patents, says that future work will focus on variable radii and producing curved wave springs. He also may try in situ polymerization. The work is said to be commercial-ready now. To speed technology access, TTI also is producing machine systems for sale. Potential automotive targets for the technology include bumper beams, roof bows, drivetrain and chassis components, coil springs, and antiroll bars.
Polyurethane SMC ― at last
On the materials side, new breakthroughs finally allow polyurethane (PUR) resins to be used in sheet-molding compound (SMC), albeit in a direct (inline-compounding) process. The work has been done by Huntsman Polyurethanes (www.huntsman.com/
polyurethanes) of Auburn Hills, Mich., Johns Manville (www.jm.com) of Denver, and the Fraunhofer Project Centre for Composites Research (www.eng.uwo.ca/fraunhofer), or FPC, of London, Ontario, Canada, and was presented at the ACCE by Daniel Park, FPC research engineer. Theoretically, PUR would be an ideal resin for SMC because of its high mechanical properties coupled with ductility, broad chemical resistance, good moldability, and good adhesion to a variety of reinforcements and fillers. The one challenge is that it tends to cure too quickly to be practical for use in a conventional SMC compounding process.
However, Huntsman’s work to decouple PUR reactivity from fast viscosity build, and FPC’s work — along with its co-owner, Fraunhofer Institute for Chemical Research, or F-ICT (www.ict.fraunhofer.de), of Pfinztal, Germany — in developing the direct-SMC process, have paid off with four formulations (from an initial sampling of 15) being produced, tested and shown to offer superior performance vs. conventional SMC resins in unsaturated polyester. Owing to PUR’s reactivity, several changes had to be made to the usual SMC recipe of resin, additives, mineral fillers and glass microspheres, and chopped glass reinforcements.
Since PUR is incompatible with calcium carbonate, the mineral filler was replaced with milled glass and glass microspheres. Also, specific grades of glass and glass microspheres were selected as certain sizings can be an issue with urethane. Park reported that initial testing of fire-retardant PUR formulations showed tensile strength increased 23%, tensile strain at break increased 25%, and energy at impact increased vs. a baseline unsaturated polyester SMC formulation of similar fiber content and filler loading. Class A grades are said to be encouraging but still need work to improve surface finish. The materials do have limited storage life unless frozen, but are said to be ideal for a direct-SMC process where they would be produced and molded in sequence. Park adds that future work will focus on evaluating other filler systems, as well as unfilled structural systems with higher reinforcement levels than in the initial studies.
Read more about these technologies and view 16 years of ACCE conference proceedings free at http://speautomotive.com/aca.