PC/ABS Recovered from Shredded Waste Electrical & Electronic Equipment
Previous Article Next Article
By Arthur Schwesig and Brian Riise
MBA Polymers Austria Kunstoffverarbeitung GmbH, Kematen and der Ybbs, Austria
PC/ABS Recovered from Shredded Waste Electrical & Electronic Equipment
Previous Article Next Article
By Arthur Schwesig and Brian Riise
MBA Polymers Austria Kunstoffverarbeitung GmbH, Kematen and der Ybbs, Austria
PC/ABS Recovered from Shredded Waste Electrical & Electronic Equipment
Previous Article Next Article
By Arthur Schwesig and Brian Riise
MBA Polymers Austria Kunstoffverarbeitung GmbH, Kematen and der Ybbs, Austria

Figure 1: Example of European ESR.
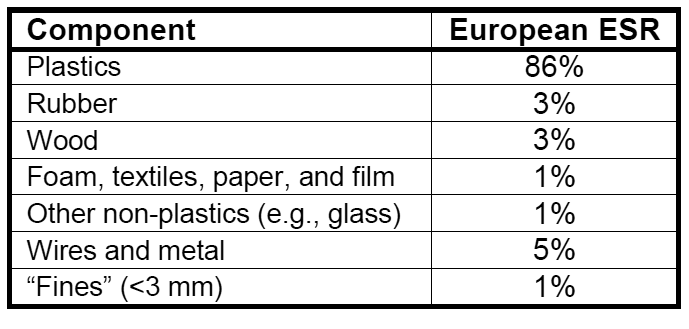
Table 1: Example Composition of ESR from Europe
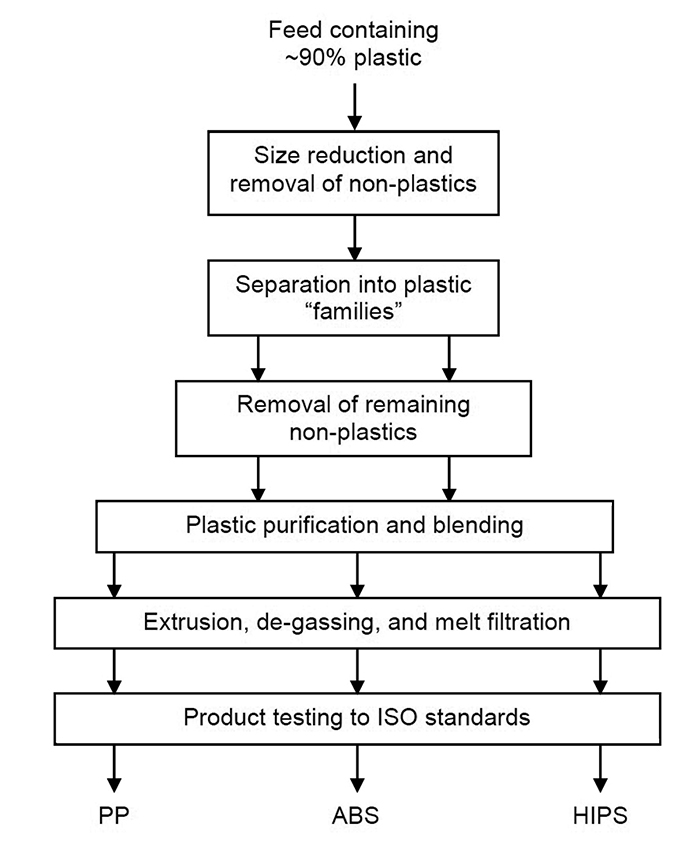
Figure 2: MBA Polymers’ separation process for ESR.


Figure 3: PC/ABS flake mixture recovered from ESR.
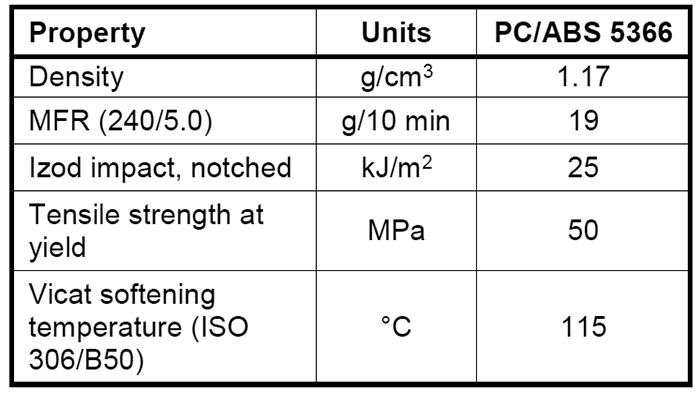
Table 2: Typical Properties of PC/ABS Recovered from ESR by MBA Polymers

Figure 4: PC/ABS pellets (in deep black color) after underwater pelletization.

Figure 5: Injection molded part from standard gray PC/ABS recovered from ESR.
Note: This is an updated version of the authors’ ANTEC® Indianapolis 2016 paper.
Each year, between 40 and 60 million metric tons of waste electrical and electronic equipment (WEEE) reach the end of their lives worldwide.1,2 Based on the amount of plastics in WEEE being approximately 30%,3,4 we can estimate that approximately 15 million metric tons of plastics were available, worldwide, in 2014.
At the end of life, the majority of WEEE is shredded, and the metals are recovered by metal recyclers. (In the EU, WEEE consists of small household appliances, information technology and telecommunications equipment, and others.4) After the metal is recovered, the remaining material, containing plastics and other non-metals, is known as electronics shredder residue (ESR).
Plastics from ESR include acrylonitrile-butadiene-styrene (ABS), high-impact polystyrene (HIPS), polypropylene (PP), polyamides (PA), polycarbonate (PC), blends of PC with ABS (PC/ABS), flame-retardant grades of ABS and HIPS (ABS-FR and HIPS-FR), mineral- and glass-filled grades of PP, polyvinyl chloride (PVC), polyoxymethylene (POM), and many others.5
ESR is sometimes used for energy recovery, due to the high energy content of the plastic and other materials in the ESR.6 A recent life cycle assessment (LCA) study has shown, however, that there can be environmental benefits to recovering the plastics from ESR, compared with its use as a fuel.7 The same LCA study has also shown that the production of plastic recovered from ESR has significant environmental benefits, compared with the production of virgin plastics.
In a previous paper,8 we described how ABS, HIPS, and PP are successfully recovered from ESR and sold into a number of high-value applications from our factories in China and Austria. Recovery of only ABS, HIPS, and PP means that nearly half of the plastics in ESR are not recovered for use in high value applications, so it would be desirable (for both economic and environmental reasons) to recover some of the additional plastics from ESR.
After ABS and HIPS, PC and PC/ABS are the next most prevalent plastic in ESR, together accounting for approximately 6% of a typical ESR mixture.5,8 While we expect technical challenges to recovering these materials, in terms of both separation methods and polymer properties of the PC/ABS mixtures recovered, previous work in these areas demonstrates that recycling these materials should be technically possible.
Researchers at IBM studied the effects of multiple processing steps on the properties of commercial PC/ABS grades.9 This work demonstrated that the mechanical properties are reasonably well maintained even after eight melt-processing steps.
PC/ABS grades sorted by hand from post-consumer sources have also been studied.10,11 Balart and coworkers have studied the effects of degradation and miscibility on the properties of blends of post-consumer ABS and PC hand-sorted from WEEE.12
Wang has developed PC/ABS blends with post-consumer content of 20-30%,13 but the post-consumer content is derived from mono-streams such as contact discs or large water bottles. The ABS in the alloy is a virgin ABS grade suitable for such blends.
The recovery of PC/ABS from complex streams such as ESR is less well reported, however. In this paper, we describe the challenges of recovering additional plastics such as PC/ABS from ESR. We then discuss the properties and potential applications for PC/ABS we have successfully recovered from the mixture. Finally, we describe some limitations of plastics recovered from ESR and design considerations for successfully using such post-consumer recycled plastics.
Electronics Shredder Residue (ESR)
When electrical and electronics equipment reaches the end of life, it can go through a number of processes, including sorting/dismantling, shredding, and metal removal.6
The sorting/dismantling step can include the cutting of electric cords and the removal of hazardous components such as cathode-ray tubes and batteries. After the sorting/dismantling step, WEEE is shredded into pieces smaller than about 50 mm. The shredded material is then processed using magnets, eddy current separators, and inductive metal detection equipment to recover most of the metals. Screening and air separators are also often used to improve the recovery of the metals by these processes. The remaining material after these metal-recovery processes is known as ESR. Figure 1 is a photograph of such a mixture and Table 1 gives an example composition of ESR from Europe.
There are a number of challenges associated with recovering plastics from ESR with a composition such as that shown in Table 1. Some of these challenges include:
- significant amounts of non-plastic in ESR;
- a wide variety of plastic types and high purity requirements for plastics;
- paints and coatings;
- presence of “legacy” substances of concern, such as heavy metals and flame retardants; and
- demanding property requirements for end products when replacing virgin plastics.
While the above challenges are true for all plastics found in ESR, the challenges can be more extreme for some of the engineering plastics such as PC/ABS, PC, PA (e.g., PA6 and PA66) and POM. Some additional considerations and challenges include:
- The amounts of these plastics are small relative to the entire ESR feed, and the ratios of the different plastics can be variable (i.e., processing is less consistent than for ABS and HIPS).
- Many of these plastics have similar densities, so it is not so easy to isolate them into “families” with a small number of plastic types.
- These plastics are extremely sensitive to moisture, acids, and bases, which can catalyze their degradation in the compounding step.
- Other plastics in the mixtures (or additives in the other plastics) can catalyze the degradation of these plastics or otherwise harm their properties.
- Virgin grades of these plastics are highly engineered for use in specific applications, so end users will require recycled plastics to have similar properties.
A number of technologies are available to overcome these challenges. Such technologies can include air classification systems to remove very light (e.g., foam) or very heavy (e.g., metal) materials; water-based density sorting systems to remove dense materials, such as metals, and to separate plastics into families similar in density; electrostatic separations or froth flotation to separate plastics of similar density; melt filtration to remove non-melts from the products during compounding; and additives to adjust the properties of the finished product.
Several of these technologies have been employed by MBA Polymers to recover plastics such as ABS, HIPS, and PP from ESR for over a decade. In the following sections, we discuss how they are now being used for the recovery of a PC/ABS product suitable for a number of injection molding applications.
The MBA Polymers Process
MBA Polymers has considerable experience and technical know-how for processing streams of plastics from durable goods such as ESR or shredded end-of-life vehicles. Some of the technologies employed to create high value products from these streams are covered in more detail in our patents.14
The MBA Polymers process to recover products from ESR is summarized in Figure 2. Initial steps of the process include size reduction and processes to removal non-plastics such as metal (mostly from wires), wood, rubber, and foam. The ESR stream, which is now even more enriched in plastic, is then separated into streams of plastic “families.” These plastics families each contain significant amounts of one or more major plastic types, as well as minor amounts of other plastics, rubber, and wood.
The next steps include the removal of the vast majority of the remaining non-plastics and purification of the plastics by type. The purified flakes are then blended separately in 50-m3 blending silos, prior to compounding. Figure 3 is a photograph of a mixture of PC/ABS flakes recovered from ESR using the MBA Polymers separation processes.
The compounding step is performed using twin-screw extrusion lines. This step includes the addition of additives (usually in small amounts) as well as vacuum de-gassing and melt filtration. Pellets are produced using either strand or underwater pelletizers.
The final products are tested using ISO standards to ensure product quality. These tests include measurements of density, melt flow rate (ISO 1133), tensile strength (ISO 527), and notched Izod impact strength (ISO 180).
Because of the mix of pigments in the ESR plastics (as shown in Figure 3), the “natural” product color is dark gray. For an added cost, though, the colors can be adjusted lighter or darker using color sorting and/or by adding appropriately pigmented masterbatches.
Standard products from the MBA Polymers process include multiple grades of ABS, HIPS, PP, and PC/ABS. The ABS, HIPS, and PP products have been described elsewhere.8
PC/ABS Recovered from ESR
The purified PC/ABS flake mixture (shown in Figure 3) recovered from ESR is a mixture that includes various grades of PC/ABS and PC from electrical equipment (e.g., small domestic appliances). Trace amounts of other plastics, including ABS, glass fiber-filled PC, ABS-FR, and others, are also present in the PC/ABS product.
PC/ABS pellets are produced after compounding the purified PC/ABS flakes. The PC/ABS product can contain up to 100% post-consumer content, but may contain small amounts of modifiers or colorants to meet customer requirements. Figure 4 shows PC/ABS pellets in a deep black color. Other colors include standard gray (“natural” color of the compound) and standard black. Table 2 summarizes the typical properties of the PC/ABS product most commonly produced from ESR by MBA Polymers (PC/ABS 5366).
PC/ABS recovered from ESR can be used in a number of injection molding applications in the construction, electronics, and automotive industries. Figure 5 is an example of an injection molded part from PC/ABS in the standard gray color.
Limitations of Plastic Products from ESR
Plastic products recovered from ESR suffer from a number of limitations that make their use in some applications more challenging. The limitations include mechanical property limitations, color limitations, and contamination from “non-melt” particles.
The mechanical properties of plastics recovered from ESR are sometimes slightly inferior to comparable virgin plastics. The impact strength of ABS and HIPS products can be below those of most virgin grades of these materials, for example. While these lower mechanical properties are not an issue for many applications, it can be problematic in some more demanding applications. In such cases, we are usually able to modify the properties using appropriate additives.
The color of plastic products from ESR is limited by the existing carbon black, TiO2, and other pigments present in the plastics found in ESR (see Figure 3). Commercially available color sorting equipment can be used to separate the flake mixture into lighter and darker colored mixtures, but this results in added costs and diminished available volumes of any given product. Adding carbon black or TiO2 pigments in the compounding step also allows for some adjustment of the color, though it is very difficult to achieve deep black colors when TiO2 is present even in small amounts. Achieving very light gray is difficult even with color sorting, and it is not possible to achieve meaningful volumes of white product from ESR.
Although there are a number of process steps to remove non-melts (e.g., wood and rubber) from both flakes and the melt, plastic products from ESR contain traces of particulate contamination. These particulates are mostly smaller than about 100 microns in size, but they have a slight effect on the mechanical properties of the plastic products and are large enough to be visible, when molded or extruded parts are examined closely. We continue to investigate methods to remove these remaining non-melt particles through improved separation processes and melt filtration.
All of our products, including PC/ABS, contain trace amounts of “legacy” substances of concern such as heavy metals and flame retardants, because many of the end-of-life durable goods in the ESR were manufactured prior to restrictions on these substances. Because of these legacy substances of concern, we do not sell our products for toys, for medical applications, or for applications that involve food contact or human oral contact. We do note, however, that our products are RoHS- and REACH-compliant,15,16 and substances of concern are below limits established in the candidate list of substances of very high concern (SVHC) published by the European Chemicals Agency (ECHA).17
Product Design Considerations for Using Recycled Plastics
In order to successfully use recycled plastics from ESR, a number of factors should be considered. As already discussed, designing parts using black or dark gray is best for recycled plastics from ESR due to the mix of pigments already in the plastic. Products in deep black can be more expensive due to additional processing (i.e., color sorting) and high pigment loadings.
Recycled plastics from ESR also contain residual contaminants that cannot be completely removed by the separation or melt filtration processes. To minimize the effects of such contaminants, it is useful to design with textured or matte surfaces (since very glossy surfaces cannot hide defects). Painting can hide small imperfections, though it may cause problems with future recycling of the material. Co-injection molding or co-extrusion with recycled plastics as an interior layer can also hide small imperfections.
The properties of the recycled plastics should be considered when designing molds and selecting molding equipment. Recycled plastics have additional heat histories, so they may not be able to tolerate extreme temperatures as well as some virgin grades.
Recycled plastics are not always able to meet the mechanical properties of comparable virgin plastics; therefore, the designer should consider designing parts with slightly thicker walls (especially ribs or fasteners) to enable the use of recycled plastics.
In order to fully use plastics recovered from ESR, manufacturers of durable goods should consider future recyclability when selecting plastic materials for an application. Not only should the plastic itself be recyclable, but it is important to consider potential interactions of the plastic with other plastics, additives, barrier layers, paints, coatings, and contamination in the broad range of materials likely to be found in ESR.
Conclusion
MBA Polymers is able to produce high-quality plastic products from ESR that end up in demanding end applications. The range of products including ABS, HIPS, and PP has now been extended to include PC/ABS. Though some limitations in properties remain, we continue to improve our products to expand the range of end products in which they can be used.
References
1. www.marketsandmarkets.com/Market-Reports/
electronic-waste-management-market-373.html accessed Oct. 23, 2014.
2. ecowatch.com/2013/12/23/worldwide-electronic-
waste-to-reach-65-million-tons/ accessed Oct. 23, 2014.
3. Wäger, P., et al., “Recycling of Plastics from Waste Electrical and Electronic equipment (WEEE) – Tentative Results of a Swiss Study.” www.academia.edu accessed May 6, 2016.
4. Haig, S., et al., “Electrical Product Material Composition.” WRAP Study, Axion Consulting, Oct. 2012, www.moew.government.bg /files/file/Waste/EEO/Electrical_product_material_composition_overview.pdf accessed May 6, 2016.
5. Riise, B. “Closing the Loop: Turning the supply chain into a supply cycle by mining plastics from end of life durable goods.” End of Life Plastics 2013, Cologne, Germany, June 5, 2013.
6. Mark, F., et al., “Large Scale Demonstration of the Treatment of Electrical and Electronic Shredder Residue by Co-incineration in the Würzburg Municipal Waste Incinerator.” Plastics Europe, Jan. 2006.
7. Wäger, P., and Hischier, R. “Life Cycle Assessment of Post-Consumer Plastics Production from Waste Electrical and Electronic Equipment (WEEE) Treatment Residues in a Central European Plastics Recycling Plant.” Science of the Total Environment 529, pp. 158-167, 2015.
8. Riise, B., and Rau, R. “Plastics Recovered from Shredded Waste Electrical and Electronic Equipment.” ANTEC® 2015, Orlando, Florida, USA. Society of Plastics Engineers, 2015.
9. Kuczynski, J., Snyder, R.W., and Podolak, P.P. “Physical Property Retention of PC/ABS Blends.” Polymer Degradation and Stability 43, pp. 285-291, 1994.
10. Liu, X., and Bertilsson, H. “Recycling of ABS and ABS/PC Blends.” Journal of Applied Polymer Science 74 (3), pp. 510-515, Oct. 17, 1999.
11. Jung, W.-H., Tortorella, N., Beatty, C.L., and McCarthy, S.P. “Preparation of Recycled Polycarbonate/Acrylonitrile-Butadiene-Styrene Composites.” MRS Proceedings, pp. 895, 2005.
12. Balart, R., López, J., García, D., and Salvador, M.D. “Recycling of ABS and PC from Electrical and Electronic Waste: Effect of miscibility and previous degradation on final performance of industrial blends.” European Polymer Journal 41, pp. 2150-2160, 2005.
13. Wang, H. “Post-Consumer Recycle (PCR) Solution for PC/ABS Blends,” ANTEC® 2014, Las Vegas, Nevada, USA. Society of Plastics Engineers, 2014.
14. U.S. 7,802,685 and U.S. 7,884,140 provide overviews of the separation process and the resulting products.
15. Restriction of Hazardous Substances Directive 2002/95/EC.
16. Registration, Evaluation, Authorisation and Restriction of Chemicals Directive 1907/2006/EC.
17. echa.europa.eu/candidate-list-table accessed May 6, 2016.