Thermoplastic Composites: Doing More Than Driving Down Mass
Reinforced plastics help automakers increase performance, eliminate finishing steps, improve safety, avoid launch problems, and lower the center of gravity of passenger vehicles
Previous Article Next Article
By Peggy Malnati
Thermoplastic Composites: Doing More Than Driving Down Mass
Reinforced plastics help automakers increase performance, eliminate finishing steps, improve safety, avoid launch problems, and lower the center of gravity of passenger vehicles
Previous Article Next Article
By Peggy Malnati
Thermoplastic Composites: Doing More Than Driving Down Mass
Reinforced plastics help automakers increase performance, eliminate finishing steps, improve safety, avoid launch problems, and lower the center of gravity of passenger vehicles
Previous Article Next Article
By Peggy Malnati

In the 50th-anniversary Ford Mustang, this second-row seat back successfully meets extremely challenging EU luggage-retention load case requirements through the use of a unidirectional glass-reinforced GMT composite rather than steel, saving 4.3 kg per car and providing other benefits. (Part photo courtesy of SPE Automotive Division; vehicle photo courtesy of Ford Motor Co.)
In the 50th-anniversary Ford Mustang, this second-row seat back successfully meets extremely challenging EU luggage-retention load case requirements through the use of a unidirectional glass-reinforced GMT composite rather than steel, saving 4.3 kg per car and providing other benefits. (Part photo courtesy of SPE Automotive Division; vehicle photo courtesy of Ford Motor Co.)
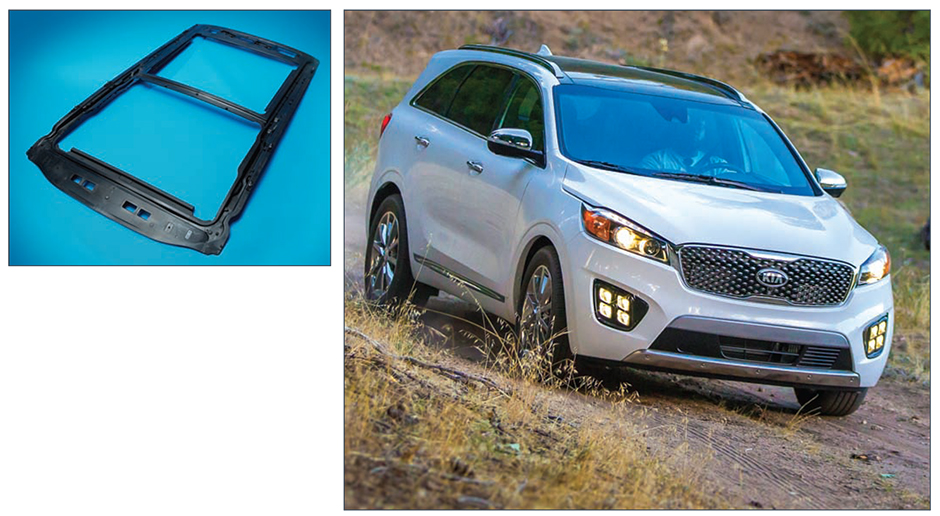
On the Kia Sorento CUV, a panoramic sunroof frame offers a combination of large size, high performance, and low weight thanks to a carbon fiber-reinforced PA-6 produced via the novel “twist pultrusion” compounding technique. The lighter plastic design reduced the vehicle’s center of gravity by 10 mm, improving handling and stability. (Part photo courtesy of SPE Automotive Division; vehicle photo courtesy of Hyundai Motor Group.)
On the Kia Sorento CUV, a panoramic sunroof frame offers a combination of large size, high performance, and low weight thanks to a carbon fiber-reinforced PA-6 produced via the novel “twist pultrusion” compounding technique. The lighter plastic design reduced the vehicle’s center of gravity by 10 mm, improving handling and stability. (Part photo courtesy of SPE Automotive Division; vehicle photo courtesy of Hyundai Motor Group.)

To improve mechanical properties in select locations on this door-trim panel for the Ford Courier Transit, unidirectional glass-PP tapes were added as part reinforcements late in the program, preventing launch delays. The tapes are inserted into the molding tool prior to overmolding and held in place with adhesive tape. (Part photo courtesy of SPE Automotive Division; vehicle photo courtesy of Ford Motor Company.)
To improve mechanical properties in select locations on this door-trim panel for the Ford Courier Transit, unidirectional glass-PP tapes were added as part reinforcements late in the program, preventing launch delays. The tapes are inserted into the molding tool prior to overmolding and held in place with adhesive tape. (Part photo courtesy of SPE Automotive Division; vehicle photo courtesy of Ford Motor Company.)

Fuel prices go up and down. OEMs’ interest in weight savings ebbs and flows according to how closely mandates on fuel efficiency and tailpipe emissions are pending. However, one thing automakers always want is to save money.
Even small savings of pennies on a dollar for a single part multiplied across the production quantities typical of medium- and high-volume vehicles represents a huge direct cost savings―particularly on long-running platforms and when parts can be translated to other programs or platforms with little additional investment. Further indirect savings can accrue when:
- parts consolidation eliminates post-mold assembly steps, or
- a faster process means fewer tools are needed to meet production targets, or
- a more reliable part lowers warranty costs, or
- mass-decompounding effects from a lighter assembly allows downsizing of hardware that is both lighter and less expensive.
While automotive composites are strongly associated with mass reduction, because they often make significant contributions in this area, they also bring automakers other important benefits, which the following examples from the 2014 SPE Automotive Innovation Awards Competition highlighted.
Improving Occupant Safety
Automakers selling into the European Union (EU) have to pass the tough ECE 17 luggage-retention regulation for second-row seat backs to prevent heavy luggage from coming through the trunk area and collapsing the backs of rear seats during high-speed rear collisions. The test involves accelerating a 300-mm, 18-kg cube against a seat back at a peak pulse of 28 g. The part can’t deflect past a vertical plane of 100 mm forward of the seating reference plane.
Because the test is so hard to pass, typical seat backs are multi-component stamped and welded steel constructions that not only are heavy, but prone to rust (if not painted). Further, such assemblies often have sharp edges that can cut assembly-line workers or consumers.
When the engineering team at Ford Motor Co. began homologation (approval process) work for its 50th-anniversary Ford Mustangsports car so it could be sold in the EU, they knew ECE 17 would be an important and challenging requirement to pass. In addition to meeting relevant global safety standards, the team set ambitious goals to reduce mass, consolidate parts, eliminate painting and welding (plus its inspection requirements), lower environmental impact, reduce tooling costs, remove sharp edges, and, if possible, make the seat back thinner.
After evaluating different material/process options to replace the benchmark steel assembly, the team selected a compression-molded, unidirectional glass-mat thermoplastic (GMT) composite with a polypropylene (PP) matrix. Despite the stiffness and toughness of the PP/glass composite charge, it took more than 100 iterations of static and dynamic finite-element analysis (FEA) to achieve the overall design and charge-orientation pattern that passed the test. GMT with chopped-glass reinforcement wasn’t strong enough, so two plies of 45% unidirectional-glass GMT laid up at 0º and 90º directions were used, along with two additional patches at key locations (the latch and inboard channel) that required higher mechanical properties.
By converting five stamped-steel parts into a single GMT part, 4.3 kg of weight per vehicle was saved. And the seat backs were 8-mm thinner, making the parts easier to install (for better worker ergonomics) and providing more space for cushioning (for increased occupant comfort). Additionally, the move to composites saved $400,000 in costs, and eliminated welding, painting, and inspections. The material is also fully recyclable and lowers transportation costs within the supply chain.
The parts are molded in a two-cavity tool, with left- and right-side versions, in a 56-second molding cycle and 98-second complete cycle. The compression-molding line is fully automated, including precision charge placement via laser locators and charge-pattern orientation control. Since this is an important safety component, an automated in-process strength test is conducted on one part per shift to ensure strength requirements are met.
Continental Structural Plastics Inc. (Auburn Hills, Michigan, USA) is both the systems supplier and material processor, Hanwha Advanced Materials America (Opelika, Alabama, USA) supplies the Azdel GMT material, and Century Tool & Gage (Fenton, Michigan) produced the tooling.
Lowering the Center of Gravity
Sunroof frames take a beating. Positioned at the top of vehicles, they are subject to sun, wind, ice, and rain, and they join the vehicle’s metal frame to glass or polymer windows―materials with very different coefficients of thermal expansion. Additionally, frames must maintain tight dimensions without distorting, or else windows won’t open/close properly or could leak. And they require robust mechanical performance to hold motors and a variety of moving parts without deflecting, juddering, or creating excessive noise.
Traditional sunroof frames are stamped steel, which more recently has begun to be replaced by injection-molded short-glass-reinforced styrene maleic anhydride (SMA) and polybutylene terephthalate/acrylonitrile styrene acrylic (PBT/ASA) on smaller vehicles. However, the current trend is for larger sunroofs to be used on bigger vehicles, which means thermal and mechanical loads are increasing, as is mass of the whole system. Real benefits accrue when taking weight out of the top of a vehicle because the center of gravity is lowered, which in turn improves handling and stability―all bonuses for tall (relative to wheelbase width) sport-utility and cross-over utility vehicles (SUVs and CUVs).
A good example is the new panoramic sunroof frame on the Kia Sorento CUV from Hyundai Motor Group. The frame reportedly offers a new combination of large size, high performance, and low weight. From the start, the company’s goals were to develop a lightweight, strong, dimensionally stable panoramic sunroof frame without increased cost, versus benchmarked stamped steel.
Much study led to the development of a new long-fiber thermoplastic (LFT) solution featuring carbon fiber-reinforced polyamide 6 (PA-6), which was optimized for density, mechanical performance, and cost. By replacing glass fiber with carbon fiber, the team achieved both lower mass and higher stiffness.
Further developments by Kobe Steel, Ltd. (Kobe, Japan) led to a new patented “twist pultrusion” compounding technique during LFT pelletizing. Twist pultrusion not only provides good impregnation without voids, but also packs longer fibers into standard-size pellets, boosting a part’s mechanical performance. Localized steel reinforcements inserted during injection molding enabled the team to further increase mechanicals at key locations on the frame while optimizing part geometry and thickness.
The end result is a four-piece, 6.7-kg hybrid-composite sunroof frame replacing 33 stamped, welded, and painted steel parts weighing 13.8 kg. Not only did Hyundai eliminate post-mold finishing and add a larger sunroof, but the vehicle’s center of gravity was lowered 10 mm (improving handling and stability).
The injection-molded assembly uses Hiprene ALC12B resin produced by GS Caltex (Seoul, South Korea) via twist pultrusion under license from Kobe Steel, and is molded by system supplier Inalfa Roof Systems Korea (Hwaseong-si Gyeonggi-do, South Korea). Hyundai has filed an issued design patent and a pending material-composition patent for the sunroof frame.
Preventing Launch Delays
Sometimes composites aren‘t used to lower mass or reduce costs, but rather to prevent parts that aren’t performing as required from holding up start of production (SOP). That was the case when inner door panels on the Ford Transit Couriercommercial van produced by Ford in Europe cracked during side-impact testing three months before vehicle launch. At that point, Ford engineering didn’t want to change materials (mineral-reinforced PP) or send the costly injection tool out for modification, as either option could delay launch. The team needed a way to reinforce panels that would work with existing tooling.
As luck would have it, several months earlier, representatives from Celanese Corp. (Irving, Texas, USA) visited Ford Europe to introduce engineers to the company’s thermoplastic composite tapes, which have been used in industrial and oil & gas applications for some time and now are starting to be used in automotive. A Ford engineer on the Transit team who’d attended that presentation and remembered the materials contacted the supplier to see what could be done. Through quick manufacturing trials using the 70 wt% continuousunidirectional-glass-reinforced PP composite tapes (Celstran CFR-TP PP-GF70) as localized reinforcement, impact performance was improved to meet test requirements.
The next challenge was to determine how to hold the tapes in the tool prior to injection fill so that they stayed in position and didn’t move when hit by the advancing resin flow front. Ideally, when tapes are designed into a part from the start, it’s easy to add retractable pins or clamps or even magnetic strips in a small recess in the tool to hold the lightweight tapes during overmolding. However, in this case, it was too late to modify the tool if the vehicle was to launch on time. So the team added adhesive tape to the tool-facing side of each die-cut composite strip, which keeps the reinforcement from moving but allows for easy demolding.
Although contributing less than 1% to part mass, the tapes improved impact and tensile strength and stiffness by a factor of five, allowing the part to pass safety testing and the vehicle to launch on time without material or tool changes. The composite tapes have also been used for late changes on glovebox and passenger-side airbag doors, sunroof systems, and front-end modules.
On this program, Fompak (Istanbul, Turkey) was the system supplier/material processor and Zimmermann (Gladenbach, Germany) supplied the tooling.
Learn about 2015’s latest advances in automotive composites and plastics at the 45th-annual SPE Automotive Innovation Awards Competition & Gala, the automotive plastics industry’s oldest and largest recognition event, on November 11, 2015, at the Burton Manor in the Detroit suburb of Livonia, Michigan (see details on the web at speautomotive.com/inno). Previous winners, finalists, and nominees for the Innovation Awards can be seen at speautomotive.com/awa.htm.