Customer-Driven Development of an Ultra Low-Density Class A SMC Resin System
New sheet molding compounds meet density, surface quality, and mechanical property goals for lightweight, next-generation automotive body panels and closures
Previous Article Next Article
By Michael J. Sumner
Ashland Performance Materials, Dublin, Ohio, USA
Customer-Driven Development of an Ultra Low-Density Class A SMC Resin System
New sheet molding compounds meet density, surface quality, and mechanical property goals for lightweight, next-generation automotive body panels and closures
Previous Article Next Article
By Michael J. Sumner
Ashland Performance Materials, Dublin, Ohio, USA
Customer-Driven Development of an Ultra Low-Density Class A SMC Resin System
New sheet molding compounds meet density, surface quality, and mechanical property goals for lightweight, next-generation automotive body panels and closures
Previous Article Next Article
By Michael J. Sumner
Ashland Performance Materials, Dublin, Ohio, USA

Figure 1: Lower-density SMCs for parts like this fender for a Class 8 heavy truck hood assembly will help vehicle manufacturers meet fuel-economy goals (photo courtesy of Ashland).
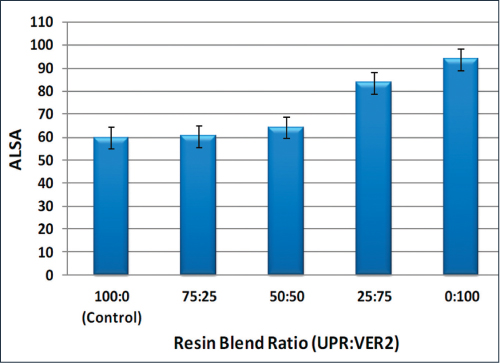
Figure 2: Impact of VER2 concentration on surface quality (ALSA).
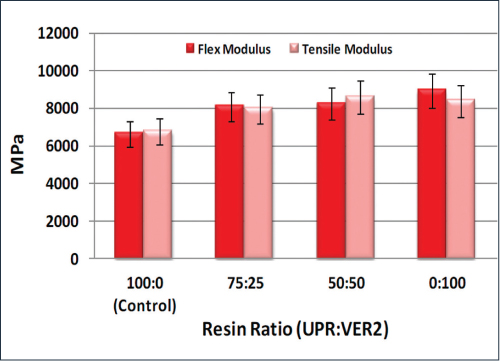
Figure 3: Tensile and flex modulus as a function of VER2 concentration.
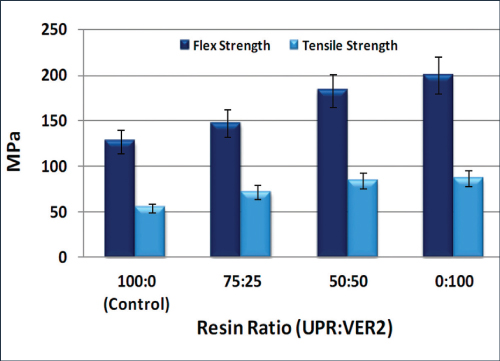
Figure 4: Tensile and flex strength as a function of VER2 concentration.
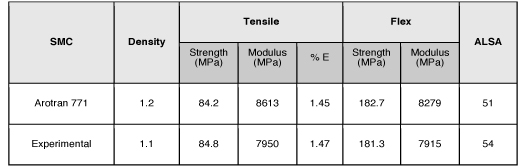
Table 1: Mechanical Property and Surface Quality Comparison of 1.2 Density Arotran 771 Series to an Experimental 1.1 Density System.

The automotive industry is under pressure to meet the National Highway Traffic Safety Administration’s recently augmented Corporate Average Fuel Economy (CAFE) requirements. The goal of CAFE is to continue to reduce energy consumption by increasing the fuel economy of cars and light trucks. However, the most recent standard rapidly increases the fuel efficiency requirements in a short span of time.
One approach automotive producers are taking to meet CAFE standards is to design and produce lighter vehicles. According to the U.S. Department of Energy’s Vehicle Technologies Office, a 10% reduction in vehicle weight can result in a 6 to 8% fuel-economy improvement. Composite sheet molding compound (SMC) has provided a lightweight, Class A option for OEMs over the past years (for parts such as in Figure 1). However, as SMC density (and therefore, part weight) has dropped, there has been a corresponding drop in strength and toughness. Traditional routes to toughen the material have resulted in less-than-optimal finishes.
Given the pressing need for lightweight materials, Ashland decided that a customer-driven approach to developing the products to fill this gap was the best way to ensure success. Before going into the lab, Ashland spent countless hours interviewing Tier 1 molders, OEMs, and research groups, to truly understand their perspectives regarding the current state of lightweight materials in the automotive industry, existing issues and opportunities, and their visions of an ideal material. Only after this extensive market research was completed did Ashland begin working to find a solution that would substantially improve the physical properties, or “toughness,” of Class A low-density SMC, while maintaining surface quality and retaining ease of processing.
Developing a “Tougher” SMC
Through the interviewing process, it was determined that the term “toughness” was an umbrella term for all physical properties. In other words, our customers’ interest centered upon improving physical properties of the existing Class A technology in all categories: tensile, flex, elongation, and crack resistance. It was estimated that an approximate 20% or greater improvement in all mechanical properties would be necessary. Also, any new formulation would need to be 1.2 or less in density and be capable of surviving E-coat processing conditions. Given Ashland’s expertise in vinyl ester technology, this appeared to be an excellent opportunity to identify a vinyl ester resin that would enable us to meet the unmet need of the market.
The technical approach focused upon modifying our existing 1.2–density unsaturated polyester-based technology, Arotran 720/722, with a specific vinyl ester oligomer that would provide the necessary elevation in mechanical properties. Considering that Class A surface quality was also a necessary performance requirement, the Ashland Laser Surface Analyzer (ALSA) was used as a quick screening tool for different formulations to assess surface quality. (Historically, an ALSA value of 70 or less is considered to be a Class A surface appearance.)
The initial experiments involved simply replacing the unsaturated polyester (UPR) in the Arotran 720/722 system with a series of six different vinyl ester resins. These resins were a mixture of commercial and experimental vinyl esters. From this initial screening, none of the experimental formulas produced a Class A surface; however, two formulas were close enough in range such that an improvement in shrink control in those systems may yield a Class A surface. The two candidate formulas each contained a different vinyl ester generically labeled as VER1 and VER2. The formulation containing VER2 was selected for additional experimentation due to its superior mechanical properties.
The next step was to screen a large series of shrink control additives, also known as low profile additives (LPAs), to determine if the surface quality of the candidate formulation could be enhanced to Class A. The primary shrink control additive in the formulation was replaced with seven different LPAs that were a mixture of both commercial and experimental materials. Unfortunately, all of the alternate LPAs did not improve the surface quality. In fact, all of them degraded the surface quality substantially. It was determined the best approach would be to pursue an optimum blend of UPR and vinyl ester that would provide the necessary level of surface quality and mechanical property performance.
Evaluating the Formulations
Initially, a simple ladder study was completed whereby the UPR of the Arotran 720/722 system was blended with different concentrations of VER2. Surface quality and mechanical properties were assessed to determine the influence of the vinyl ester on the system. It was determined that a Class A surface was maintained while blending up to 50 wt% of VER2 into the system (Figure 2).
The tolerance of the system’s surface quality to the concentration of VER2 was encouraging; however, questions remained regarding mechanical properties. In Figures 3 and 4, it is clear that VER2 substantially improves mechanical properties.
At a concentration of 25 wt%, VER2 improves both tensile and flex modulus by approximately 20%. A similar observation was made for the 50 wt% VER2 concentration. Incorporation of VER2 improved strength properties as well. A concentration of 25 wt% VER2 improved flex strength by 15% and tensile strength by 30%. The tensile was improved by 40% when the concentration of VER2 was further increased to 50 wt%.
Interestingly, the percent elongation increased by 20% at the lowest concentration of VER2 used in the study. Increasing the concentration beyond 25 wt% did not increase percent elongation further. In general, higher degrees of elongation are typically associated with higher crack resistance, but not necessarily impact resistance. Our interest has specifically centered on impact resistance.
Historically, the impact resistance of SMC has been measured using unnotched Izod testing, which focuses on driving the sample to complete failure. Unfortunately, this test does not have a high degree of resolution for cracking. Therefore, a different method, dart impact, was used to assess crack resistance. This test methodology has a higher degree of resolution for cracking because, once impacted, the first sign of a crack is considered a failure. The dart impact testing illustrated that at 25 wt% VER2, only a marginal improvement in impact failure energy was measured. However, increasing the VER2 concentration to 50% did improve the impact failure energy by approximately 20%.
Further Refinement
At this point in the development stage, the 50:50 UPR:VER2 blend (Arotran 771) was selected for further refinement due to its combination of mechanical properties and surface quality. The additional effort focused on improving impact resistance further through the use of toughening agents.
We have considerable experience in toughening composites and selected a series of toughening agents to screen for improving impact resistance. It was determined that a particular toughening agent at 5 wt% in the experimental formula increased impact resistance by an estimated 15%. This resulted in an experimental Arotran 771 system with a 40% improvement in impact resistance relative to the existing Arotran 720/722 system. However, the toughened Arotran 771 system did demonstrate a reduction in surface quality.
Based upon prior experience, a study was initiated aimed at achieving Class A surface quality through catalyst selection and modifying the mold temperature. After a number of experiments, it was determined that the combination of a lower mold temperature and switching catalyst combinations did substantially improve surface quality. Reducing the mold temperature from 150°C to 121°C and switching catalyst combinations from TBPB/PDO to TBPB/Trigonox 141 reduced the ALSA value from 89 to 67. Upon reducing the mold
temperature, some concern was expressed regarding mechanical properties due to a possible reduction in cure. Subsequent mechanical property measurements indicated no change in performance as a result of the lower-temperature cure.
In addition to lighter weights, E-coat capability was expressed by customers as being necessary for SMC in current and future automotive applications. In order to assess the E-coat performance of our newest technology, section 3.2.11 of the Ford WSS-M3D188-A engineering material specification was used. This testing procedure is considered to be a harsh test, as a result of having to heat the surface of the panel to 200°C in approximately 16 minutes after exposing the panel to 100% humidity for ten days at 38°C. The samples are then inspected for blisters, and passing requires no blistering. The Arotran 771 series with and without the toughening agent absorbed approximately 2.25 wt% water; however neither blistered. This indicates the newer technology is potentially capable of surviving E-coat processing.
Even Lower Density
Using the Arotran 770 series as a platform, some considerable interest of late has been applied to reducing density from 1.2 to 1.1. A reduction of 0.1 in density may seem fairly trivial to those not familiar with SMC; however it is not. Before design work on a 1.1 density system began, three formulating options were considered:
- increase the microsphere concentration;
- improve resin adhesion to fibers; and
- replace a portion of the glass fiber with carbon fiber.
Based upon all considerations, option 1 was selected as the most viable approach from cost and performance perspectives. After some initial experimentation, increasing the microsphere concentration did result in viscosities too high for processing, as expected. However, through manipulation of styrene content and appropriate processing additive selection, a low enough A-paste viscosity was achieved that allowed for adequate processing.
Initial evaluations of surface quality and mechanical properties indicate the experimental 1.1 density is approximately equivalent to the Arotran 771 series both in terms of mechanical properties and surface quality (Table 1).
The experimental 1.1 density SMC was also exposed to the Ford E-coat test and, similar to the Arotran 771 series, showed no signs of blistering. This indicates the 1.1 density system may be capable of surviving an E-coat process as well.
Next Steps
Future work will focus on further reducing the A-paste viscosity of the experimental 1.1 density system to improve processing in a manufacturing environment. Also, the prototyping of a 1.0 density Class A system will begin in an effort to continue to push the limits of weight reduction.
At 1.1 density, this new technology can offer over a 40% weight savings, compared to steel, for use in body panels and closures. We believe this technology offers OEMs another option to achieve CAFE standards by offering a lightweight, tough SMC.
About the author… Dr. Michael J. Sumner is a group leader for SMC, Gelcoat, and Marine Resin in the Composite Polymers–Global Technology Organization of Ashland Performance Materials, a Division of Ashland, Inc. Sumner has been with Ashland since 2003; his work experience includes management of scientists and technicians, and he has considerable experience in designing gelcoat and SMC.
Note: This article was based on the author’s presentation at SPE’s 2015 Automotive Composites Conference & Exhibition.