ACCE 2015 Highlighted Interesting Shifts in the Composites Industry: Part I
This first part of a two-part article presents a couple of applications from the 2015 ACCE event that reveal the efficiency, cost improvements, and more demanding uses of automotive composites
Previous Article Next Article
By Peggy Malnati
ACCE 2015 Highlighted Interesting Shifts in the Composites Industry: Part I
This first part of a two-part article presents a couple of applications from the 2015 ACCE event that reveal the efficiency, cost improvements, and more demanding uses of automotive composites
Previous Article Next Article
By Peggy Malnati
ACCE 2015 Highlighted Interesting Shifts in the Composites Industry: Part I
This first part of a two-part article presents a couple of applications from the 2015 ACCE event that reveal the efficiency, cost improvements, and more demanding uses of automotive composites
Previous Article Next Article
By Peggy Malnati
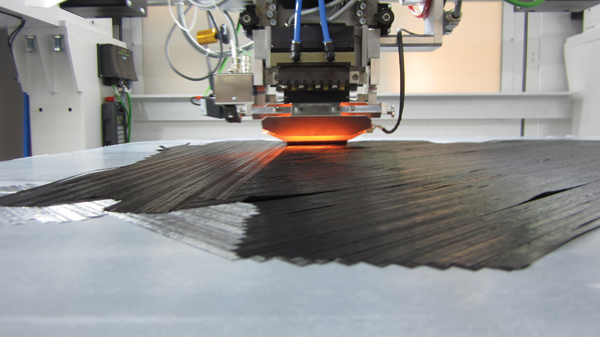
A new way to make laminate composite prepreg inline involves use of an automated tape layup machine modified to work with specially formulated towpregs. By replacing the slow, costly hand layup of prepreg with the fully automated layup of towpreg, a number of benefits are gained, including reduced scrap, lower labor costs, and less post-mold trimming. (Photo courtesy of Mitsubishi Rayon Carbon Fiber & Composites.)

Because towpreg moves differently and more independently than prepreg, it can stretch and shear during preforming to better fill complex contours. Researchers have already molded it into a complex liftgate inner panel on a production automotive tool. (Photo courtesy of Mitsubishi Rayon Carbon Fiber & Composites.)


On 2015 Audi A6 Avant 2.0-L TDI Ultra sedans, the first composite coil springs replaced steel in the shock modules with fiberglass-reinforced epoxy produced in a modified filament-winding process. In addition to a 40% weight savings, the composite part offers a smoother, more consistent ride with faster, more responsive handling and control. (Photo courtesy of Hexion.)
There’s a lot going on right now in the composites industry. This summer was filled with lots of merger and acquisition announcements, some surprising, some not. And both resin and equipment suppliers continue to be engaged in a long-running competition to push molding cycles down, particularly for thermoset matrices, in order to make composites more cost-effective vs. lightweight metals and fast enough to support medium- and high-volume automotive production.
All these trends were in evidence at the 15th-annual SPE Automotive Composites Conference & Exhibition (ACCE) in the Detroit suburbs in September. What follows below and in “Part II” (which will run in an upcoming issue of Plastics Engineering) are some of the most interesting things this writer saw at the show.
(Almost) Inline-Compounded Laminate Composites
Laminate composites (typically epoxy resin-reinforced with unidirectional (UD) carbon fiber rovings) are well known for producing parts with high mechanical performance, low voids, and good drapeability. However, such materials also are known for geometry limitations (complex contours are challenging to fill), relatively high hand labor and scrap rates, slow production speeds, and high costs—particularly when curing is done via energy-intensive autoclaves instead of newer and faster out-of-autoclave (OOA) processes.
Much work has been done developing and commercializing OOA processes in recent years, with many companies claiming they can produce parts with comparable mechanical properties at production speeds 1-2 orders of magnitude faster than autoclaves using a fraction of the energy. Most also say their process produces parts with better as-molded surfaces, which reduces finishing time and costs prior to painting, thereby easing a major production bottleneck for Class A automotive parts.
With parallel efforts by resin suppliers to reduce cure times, molding cycles have dropped considerably. This has been accomplished with only small sacrifices to aerospace mechanical specs—the industry for which these materials were originally developed (parts still pass automotive industry requirements)—albeit at higher material costs. The latter are said to be offset by lower systems costs owing to faster production rates and lower energy usage.
Given the progress that’s been made with resin and process developments, the next logical target is the cost of the prepreg itself, which two presenters at the ACCE addressed (one of which will be covered below). If either approach proves commercially viable, it could help do for laminate composites what inline compounding (ILC) did for pelletized long-fiber thermoplastics (LFT) 15 years ago with the development of the direct-LFT process.
The approach that’s closest to commercial was described by Max Thouin, technical sales manager, Composites Materials Div., Mitsubishi Rayon Carbon Fiber & Composites, Inc. (Irvine, California, USA). Thouin discussed the use of towpreg with prepreg compression molding (PCM). PCM is the company’s OOA process that couples preheating and low-pressure preforming stations with conventional compression presses widely available in the auto industry (equipped with steel or aluminum tools with shear edges and stops). Already commercial on decklid inner and outer panels on the Nissan GT-R supercar, PCM enables automotive molders to make carbon-composite parts rapidly without investing in autoclaves or OOA presses.
PCM is designed to work with Mitsubishi’s own laminates featuring specially formulated rapid-cure epoxy that is suitable for preforming—e.g., it’s hard and dry at room temperature, easily tackifies under heat, and stays viscous at molding temperatures to reduce flow and eliminate dry spots. With a single tool, the current laminate/process combo using the 3-minute cure grade can produce 84,000 parts/year or 50,000 parts/year with the 5-minute cure grade. This work already represents a significant hurdle in lowering costs and cycle times for laminate-composite parts, but researchers have continued refining the technology and now offer a new option to save another 20-30% on material costs.
Key to the savings is a new-generation automated tape layup (ATL) machine (STAXX1500 ATL system from BA Systems GmbH, Grenzach-Wyhlen, Germany) that has been modified to work with towpregs (pre-impregnated carbon fiber tow) instead of the usual slit thermoset or thermoplastic tapes produced from prepregs. The machine is said to be more compact and less costly and runs faster than earlier systems.
Spooled towpreg is less costly than semi-finished tapes and easier to handle than wet-(inline-impregnated)-resin systems, so machines run faster with less waste. The dry fiber used in towpreg is available in low-cost 24K or 50K tow and uses a similar grade of solvent-free epoxy as prepreg formulated for the PCM process, although this grade cures slightly slower (5 min. at 150°C instead of 3 min.). Mitsubishi offers towpreg in 6.3 and 12.6 mm widths (±0.3 mm). It is stable at room temperature for several weeks, although longer storage requires refrigeration.
By replacing slow and costly hand layup of prepreg with fully automated layup of towpreg, a number of benefits are gained. Once the layup path is developed and programmed into the machine, the ATL system provides rapid, repeatable, scalable, and fully automated layup of a 2-D laminate stack. Since machines can easily leave holes for cutouts and more accurately fill complex contours, prepreg waste, as well as the time and cost of post-preforming and post-mold trimming, are reduced, further lowering costs, depending on part complexity.
An unexpected benefit is that towpreg moves differently than prepreg so it can better fill complex contours. Whereas prepreg tends to fold or wrinkle around such geometry, uncured towpreg moves more independently, so it can “shear” and stretch during preforming. Gaps that open during preforming between adjacent towpregs are larger than those between plies of prepreg, but during molding they fill with resin and fiber from inner layers, so they don’t leave dry spots.
Interestingly, researchers successfully molded an automotive part in towpreg that couldn’t be molded in traditional UD prepreg because the geometry was too complex. They did find that pre-aging the towpreg-based preform for 30 minutes at 80°C before molding reduced resin flow. One grade is already commercial, and reportedly work is ongoing to tweak the resin chemistry to eliminate the pre-aging step and further reduce flow and cure time.
Winning Parts: Increased Sophistication
Both applications that won the 2015 ACCE’s Best Part Competition represent how far composites technology has come in recent years. The winner of both the “Process Innovation” and “People’s Choice”categories was the first composite coil spring on 2015Audi A6 Avant2.0-L TDI Ultra sedans. The fiberglass-reinforced epoxy part, which is produced in a modified filament-winding process, was nominated by resin supplier, Hexion Inc. (Columbus, Ohio, USA); high-performance glass fiber was supplied by Owens Corning (Toledo, Ohio); and the spring was molded by the S.ARA Composites SAS (Saint Soupplets, France) division of Sogefi Group (Milan, Italy).
While some automakers have used composite leaf springs on select models for a while, composite coil springs have proven a harder nut to crack owing to a significantly more complex geometry (hence production methods), different loading (torsion instead of flexure), and creep and fatigue performance. Hexion notes this application was ten years in the making as significant know-how went into compatibilizing the resin chemistry and resin/fiber interface to ensure efficient load transfer and long-term mechanical performance. Finding an efficient, cost-effective production method that was fast enough for production volumes was another important consideration.
Coil springs are part of the vehicle’s suspension system, so they mount inside the strut modules—one per side on both front wheels—and in this case were designed as drop-in replacements for conventional steel springs. Although its diameter is twice as thick as a comparable steel spring, owing to its much lower density, the composite spring weighs 40% less so contributes to lower fuel consumption and CO2 emissions (0.5 g/km of driving) during vehicle usage. While currently more costly than steel, the application offers a smoother, more consistent ride with faster, more responsive handling and control (a safety benefit), since approximately half the weight savings is unsprung weight. Further, the composite is more durable, won’t corrode (eliminating paint/coatings), and its failsafe design prevents sudden breakage as seen with metal fatigue (it will sag first, warning the shock needs replacement).
A modified filament-winding process is used to produce the spring. Glass rovings are pulled through a resin bath and laid up in a long “rope.” When sufficient thickness is achieved, the twisted rope is wrapped one time around a mandrel formed from eutectic aluminum. The mandrel features a deep groove to hold the composite under tension and prevent it from moving during cure, which occurs in an oven at 160°C for an undisclosed time. A unique feature of the mandrel is that it melts during the resin-cure cycle, essentially demolding the part in a lost-core technique.
Next, springs are removed and trimmed, and the eutectic aluminum is collected, remolded, and put back into production. This is said to make composite spring production lower in energy and more environmentally friendly than that used for steel springs. Finally, the assembly steps at the OEM are reduced from 13 to 7, lowering assembly time and energy usage further.
“Part II” of this article (scheduled for the February 2016 issue) will cover two more innovative technologies—another inline prepreg system and a novel sandwich-composite chassis—that were featured at this year’s ACCE. Meanwhile, 15 years of ACCE conference proceedings are available free at speautomotive.com/aca.