Root Cause Analysis: Success in Failure
Failure analysis-backed RCA thwarts the tendency to “theorize before one has data” when failures arise
Previous Article Next Article
By Jeffrey Jansen
The Madison Group, Madison, Wisconsin, USA
Root Cause Analysis: Success in Failure
Failure analysis-backed RCA thwarts the tendency to “theorize before one has data” when failures arise
Previous Article Next Article
By Jeffrey Jansen
The Madison Group, Madison, Wisconsin, USA
Root Cause Analysis: Success in Failure
Failure analysis-backed RCA thwarts the tendency to “theorize before one has data” when failures arise
Previous Article Next Article
By Jeffrey Jansen
The Madison Group, Madison, Wisconsin, USA
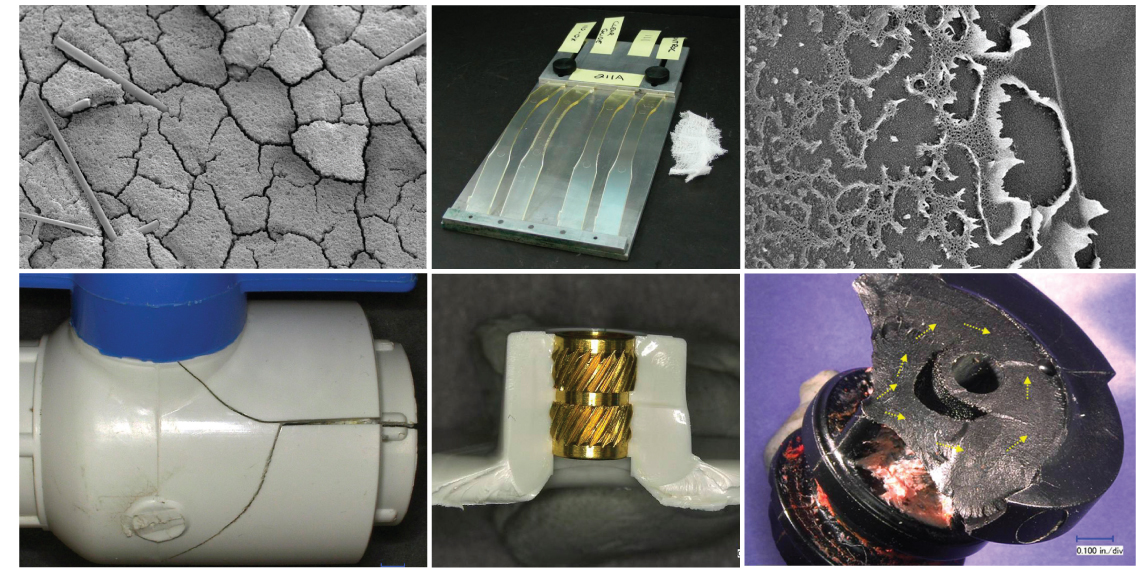
Multiple plastic failure modes (and analysis tools) complicate (and assist) the finding of root causes of failure (images provided by the author).
Multiple plastic failure modes (and analysis tools) complicate (and assist) the finding of root causes of failure (images provided by the author).
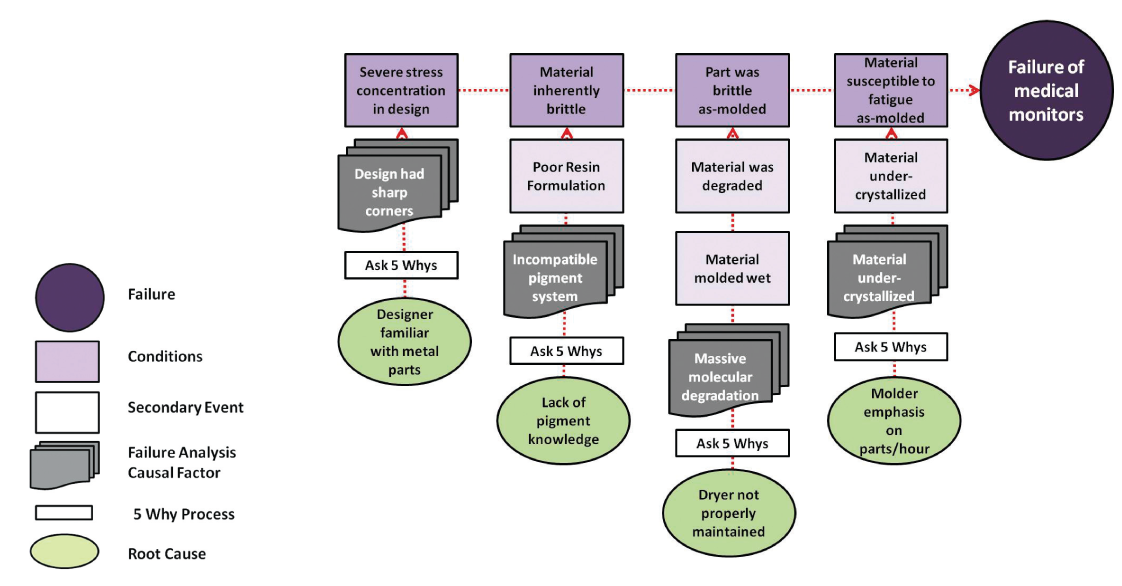
Graphic showing the root cause evaluation of failures of a personal medical monitor: The results of the failure analysis were used as inputs in the RCA to determine the root causes.
Graphic showing the root cause evaluation of failures of a personal medical monitor: The results of the failure analysis were used as inputs in the RCA to determine the root causes.
“Another benefit of conducting a failure analysis is that it can provide valuable information to identify ways to improve products…”
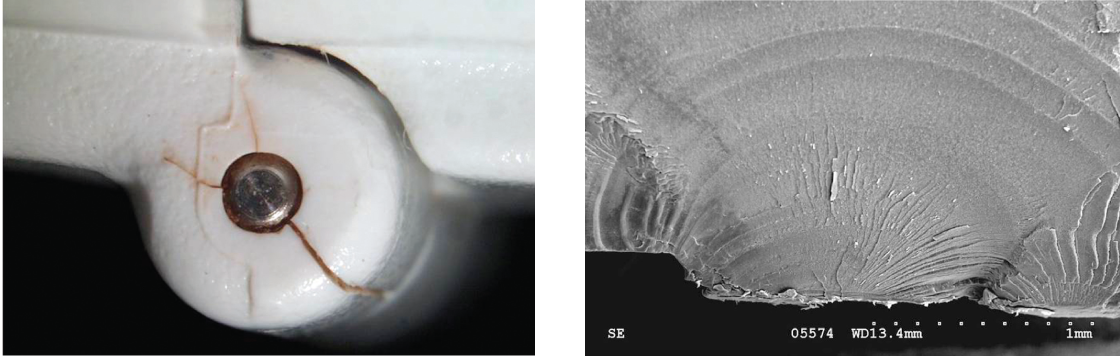
Cracking was present within the housing of a personal medical monitor (left). The features were characteristic of brittle fracture, with no discernible ductility. The scanning electron microscope image (right) shows a typical fracture surface on the medical monitor, with characteristics of brittle fracture through low cycle fatigue.
Cracking was present within the housing of a personal medical monitor (left). The features were characteristic of brittle fracture, with no discernible ductility. The scanning electron microscope image (right) shows a typical fracture surface on the medical monitor, with characteristics of brittle fracture through low cycle fatigue.
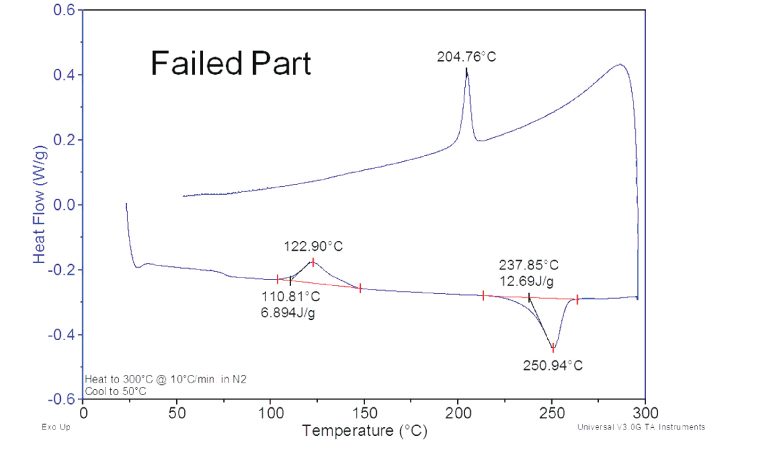
Differential scanning calorimeter thermogram obtained for the failed part material shows under-crystallization of the material, as indicated by the exothermic transition associated with low-temperature crystallization.
Differential scanning calorimeter thermogram obtained for the failed part material shows under-crystallization of the material, as indicated by the exothermic transition associated with low-temperature crystallization.

[Note: The author will be presenting an SPE webinar series on failure analysis in September; see more details at the end of the article.—Ed.]
When a plastic part fails, there are a number of responses that can arise. At times some people will deny the existence of the problem, often questioning the motives of those identifying the problem. Others will decide that the problem will go away—that it is a temporary situation that warrants no further action. Experience, however, shows that plastic failures rarely resolve themselves. Such problems may subside temporarily, only to resurface and often escalate.
Commonly a part failure leads to a team meeting in which multiple theories regarding the cause of the failure are espoused. Theories may arise from random opinions or as part of an organized root cause analysis (RCA). In either case, the theories are typically based upon conjecture, without scientific data.
Finally, the failure can be studied using a methodology to allow science to direct the investigation. As Wernher von Braun, the NASA rocket scientist, once said, “One test result is worth one thousand expert opinions.” A failure analysis provides the sound scientific data needed to evaluate the problem.
This article presents a typical process for identifying a root cause, with failure analysis as a key step in providing valuable input and direction. The determination of root cause is an interdisciplinary task. In addition to the failure analyst, the team often includes representatives from quality, design, manufacturing, and the end-user. Each instance of failure is certainly different, and the process outlined here will be adjusted on a case-by-case basis as merited by the circumstances. (Note: The focus of this treatment is on industrial failures where problem-solving is the primary focus, different than legal cases which include many other aspects not covered in this article.)
Defining Failure
Plastic failure can be defined broadly as a component or assembly that does not perform as it was intended. Using this definition, failure of plastic can occur in a number ways, not just as catastrophic fracture. These include deformation or distortion, aesthetic or cosmetic alteration, degradation, wear, and fracture.
Failures can occur throughout the product lifecycle, from shortly after production of an initial component/product launch through field failures of a mature product. Regardless, it is important that failures be addressed quickly to identify the nature of the failure and implement an expedient solution. Products that fail during engineering evaluations are routinely analyzed as a means to improve the component. Failures occurring in service are commonly investigated to assess whether aspects of the product or the service environment were responsible.
Regardless of the form or timing of the failure, a focused approach is needed to rectify the problem, and this should begin with a failure analysis. Using the failure analysis as an input for RCA allows the team to arrive at the true cause of the failure and implement an effective and expedient solution.
A failure analysis is a logical and systematic evaluation of a component through analytical observation and testing guided by sound engineering practices. The failure analysis process is analogous to piecing together a jigsaw puzzle. In both cases, the end result is an assemblage of many individual bits, which by themselves are often meaningless, but together create a complete picture and tell a story. The goal of a failure analysis is to determine the mechanism and the cause of the failure—essentially how and why the product failed—in order to solve the current problem with efficient use of time and resources.
Another benefit of conducting a failure analysis is that it can provide valuable information to identify ways to improve products or avoid failure in current and future parts through the identification of systemic defects or flaws in the material selection, part design, the manufacturing process, or installation technique. Further, the obtained data can be used to increase the knowledge related to materials, design, production methods, installation techniques, and testing methods to prevent failure.
Many Tools for FA
Failure analysts have many tools available to them. Depending on the failure, an investigator may conduct the failure analysis using collected background information, macroscopic inspection, microscopic examination, compositional material testing, molecular structure assessment, and physical testing. Both non-destructive and destructive testing may be performed, depending on the situation.
In order to thoroughly understand how and why a component has failed, the failure analyst may employ two complementary approaches: examination techniques and analytical testing. Much of the information regarding the failure mechanism can be gleaned by interpreting the features found on the failed part, including the fracture surface.
In the case of cracking, the fractographic examination is essentially the interpretation of the morphology and topography of a fracture surface in order to gain an understanding of the nature of the crack; it’s essentially a roadmap to understanding the failure. A fractographic examination begins with a thorough macroscopic inspection of all of the failed parts. This is typically followed by examination at increasing magnifications using a stereomicroscope, a digital microscope, and when necessary, a scanning electron microscope (SEM).
Cracking produces two mating fracture surfaces. The features on the fracture surface are created based upon a number of parameters:
- type of material and formulation constituents;
- type of applied forces (tensile, compression, shear);
- magnitude of forces;
- rate of force application;
- frequency of forces (continuous, intermittent); and
- environmental effects (temperature, presence of chemicals).
The key to interpreting the fracture surface is the ability to recognize and interpret the features left from crack initiation and propagation.
The first generality to be made regarding a fracture surface is the nature of the cracking: ductile or brittle. Ductile failure takes place with substantial deformation associated with yielding. Macroscopically, ductile failure is often characterized by stress whitening and stretching. Microscopically, ductile fracture surfaces generally exhibit the formation of stretched fibrils.
In contrast, brittle fracture takes place without yielding, and is characterized by minimal deformation or elongation. On a macro level, the mating fracture surfaces of a brittle fracture will exhibit little separation with little distortion within the surrounding material. Microscopically the fracture surface is generally characterized by a smooth morphology or the presence of sharp angular features.
A key piece of information found on the fracture surface is the crack origin. The fracture origin is the location of crack initiation and usually corresponds to the area of maximum stress and/or the location with minimal strength. A fracture may have a single origin or multiple origins depending on the type of stress, the environmental conditions, and the part configuration. The fracture origin holds important information regarding the magnitude and orientation of the stress, as well as the physical environment at the time of the failure.
Beyond the origin and the overriding morphology of the fracture surface, there are many features that provide information to the failure investigator regarding how and why the part failed. These features include:
- rib markings,
- crack bifurcations,
- secondary cracking,
- river markings,
- crack unions,
- craze remnants, and
- defects, such as voids and inclusions.
The challenging aspect of fractography is that some features will have divergent meanings in different materials and under disparate stress conditions. As such, it is important to understand and take into consideration the type of plastic being examined. A thorough understanding of the material properties and experience with the tell-tale features are essential for the proper interpretation of the fracture surface.
The Mechanisms of Failure
Determining the mechanism of the failure is often not as difficult as resolving the cause. Ascertaining how the part failed oftentimes requires the findings from the fractographic evaluation, together with information obtained through analytical testing. Analytical testing in cases of plastic failure typically involves evaluating three basic characteristics: composition, molecular structure, and physical properties.
Evaluation of the plastic composition includes characterizing the base polymer as well as the additives. It’s essential to understand whether the failed part was produced from the proper material. For example, it’s important to understand whether the material contains the specified level of glass fiber reinforcement, or the correct type and requisite amount of antioxidant. Furthermore, understanding the composition allows the analyst to derive the maximum amount of information from the fractographic examination and the other test data.
The unique aspect of polymeric materials is their molecular structure. Characterizing the molecular weight, molecular weight distribution, and crystalline/amorphous structure can often provide key information for determining why the part failed. Because of polymers’ viscoelastic nature, molecular weight plays an important role in the properties and performance of plastic materials. Understanding the molecular weight of the material can indicate whether the resin may have been out of compliance with the specification or had undergone molecular alteration as a result of processing or service conditions.
Characterizing physical properties of plastic components is often a challenge, as obtaining suitable specimens from failed parts may be difficult. However, the information often provides valuable insights into deficiencies within the material. A comparison between the properties of the failed component and exemplar parts is a useful means of assessment.
There are many analytical techniques available to the plastic failure analyst, and these are well documented. The approach in selecting the proper tests to be conducted is to balance thoroughness of the investigation with practicality, to avoid excessive data generation and cost. Generating too much data is almost as bad as not having enough.
The key is in selecting which tests will provide the needed information. Often, this is best achieved through a sequential evaluation strategy. A reasonable approach is to conduct a visual and microscopic examination, followed by a rudimentary analysis of the material composition. Based upon these results, further testing that appears applicable and germane to the failure can be selected.
Data Interpretation
After all of the testing has been completed, the failure analyst should interpret the obtained data, focusing on determining the essential aspects of the failure, particularly the failure mechanism (how the part failed) and the cause(s) (why the part failed).
Within plastic component failures it is very common to find that multiple independent factors are significant in causing the failure to occur. There are a wide variety of plastic failure mechanisms, including overload, high strain rate, impact, creep rupture, fatigue, environmental stress cracking, and molecular degradation. Likewise, the causal factors can be associated with multiple parameters: material, design, processing, installation, and service conditions. Piecing together the mechanism and cause can be a significant challenge. After this has been completed, the information generated as part of the failure analysis makes an excellent input to RCA.
In spite of the obvious benefits of performing a formal failure analysis, this process is frequently overlooked in favor of pursuing pet theories. Often, this is justified based on both the time required to conduct the evaluation and the cost of such an investigation. A study, however, has shown that problem-solving guided by analytical testing can save several times the actual cost of the investigation and reduce the overall time required to solve the problem by weeks.1 The primary risk in acting without the guidance that is provided by the test results is addressing the wrong issue. Pursuing false solutions consumes significant resources and wastes valuable time, while not contributing to a solution to the true problem.
The outcome of the failure analysis identifies the mechanism of the failure and the causal factors. After completing the failure analysis, most of the puzzle pieces are in place; however, the root cause of the failure may not be clearly evident. The information obtained through the failure analysis can be used as the basis for further root cause identification, like as input for an RCA technique known as Event and Causal Factor Charting.
Event and Causal Factor Charting is a flexible tool for analyzing the chronological events and causal factors of a failure. A timeline, including related conditions, secondary events, and presumptions, is created. The goal is to identify the key equipment failures, process failures, environmental factors, or human errors that lead to failure, especially recognizing that those key factors, if eliminated, would prevent failure occurrence.
This process can be continued by using another RCA method, the Five Why’s technique, to lead the user to deeper levels of causal understanding. The idea is to ask “Why?” after each cause has been identified, ultimately leading to the root cause. Coupling these three separate techniques, failure analysis, Event and Causal Factor Charting, and Five Why’s, the root cause of the failure can be identified.
Example of FA-RCA in Action
An example of this systematic approach is illustrated by the failure of a relatively high number of personal medical monitors in service. Through the failure analysis, the following aspects were determined:
- Indicators/symptoms: Battery covers fell off of mobile medical monitors
- Consequences: Potential for loss of patient monitoring
- Mechanism: Low cycle fatigue
- Causes: Massive molecular degradation from processing design with sharp corner (stress concentrator); material under-crystallized during molding; and improper pigment system in resin
Putting all of the information together, a timeline was created, including the failure analysis inputs leading to the conditions and the associated secondary events, and the root causes. Through this process, the root causes were determined to be the unfamiliarity of the unique design requirements of plastics to the design engineers; the lack of knowledge regarding the incompatibility of the plastic used in the application with certain pigment systems; improper maintenance of the equipment used to dry the resin prior to molding; and the focus of the molder on producing a high number of parts per hour rather than producing high-integrity parts (see figure on p. 21).
By using a systematic approach and conducting a thorough failure analysis followed by root cause analysis, the underlying causes of plastic component failure can be identified. This is well illustrated here. Having identified these individual root causes, concerted effort can now be made to eliminate these deficiencies. In addition to addressing the current failure situation, the outlined systematic and thorough approach will also helpfully prevent future failures by increasing knowledge and improving the manufacturing process.
It is unlikely that one, let alone all four, of the underlying causal factors would have been identified without input from failure analysis. RCA can be a powerful technique; however, without the benefit of the scientific data from a failure analysis, the results on the RCA are laden with speculation. As the literary character Sherlock Holmes stated, “It is a capital mistake to theorize before one has data. Insensibly one begins to twist facts to suit theories, instead of theories to suit facts.” The combination of failure analysis and RCA methodology provides an effective, timely, and cost-effective way to solve plastic component failure.
Reference
- Michael Sepe, “The Price of Testing and Not Testing,” Injection Molding Magazine, November, 2001.
About the author:
Jeffrey A. Jansen is a senior managing engineer and partner at The Madison Group, an independent plastics engineering and consulting firm. He specializes in failure analysis, material identification and selection, and aging studies for thermoplastic materials, and has been solving polymer-related problems for 23 years during which he has performed over 1,525 failure investigations. Jansen is a regular presenter for SPE’s webinar series, covering a wide range of topics related to plastics failure, material performance, testing, and polymer technology.
Note:
The author will be presenting “Failure Analysis of Plastics – A 3-Part Series,” as part of the SPE e-Live® Webinar Series, on Thursday, Sept. 11; Wednesday, Sept. 17; and Thursday, Sept. 25, 2014, at 11 a.m. Eastern (N. America) Time.
This webinar series will cover a considerable range of topics important for understanding and diagnosing plastic component failure. The series will introduce attendees to information they need to gain this understanding, including:
- essential knowledge of why plastic components fail;
- the five factors affecting plastic part performance;
- the process of conducting a failure investigation, and methods for understanding how and why a product has failed;
- the importance of ductile-to-brittle transitions and their role in plastic component failure;
- the major plastic failure mechanisms; and
- failure analysis case studies.
For more information, contact SPE’s Scott Marko at 203-740-5442 or smarko@4spe.org.