Power Drive
Weight-reduction goals accelerate the development and use of high-performance thermoplastics for underhood applications
Previous Article Next Article
By Pat Toensmeier

Ford used materials substitution to trim 800 lbs off this Focus, in a project co-funded by the U.S. Department of Energy. Photo credit: Ford
Materials substitution is gaining traction in an increasing number of critical automotive areas, as OEMs take advantage of evolving thermoplastic technologies to achieve ever-higher levels of component performance.
Many advances are focused on groundbreaking applications in engines and powertrains. OEMs are tapping the properties of a new generation of high-performance engineering resins to replace metal and some polymers in engines, transmissions and other powertrain components with thermoplastics that withstand harsh end-use conditions, notably heat.
An important factor influencing this is ongoing efforts to reduce vehicle weight. Regulatory initiatives such as the CAFE (Corporate Average Fuel Economy) program in the U.S. and the Euro 6 exhaust gas standard in the European Union are pushing OEMs to design vehicles for greater fuel efficiency, with the ultimate aim of reducing carbon emissions. As a result, automakers in North America, Europe and Asia are refining designs to comply with these and other mandates by reducing component weight, sometimes only by a few grams or ounces.
CAFE standards call for 54.5-mpg fuel ratings in cars and light-duty trucks by model year 2025. This figure is an average for a carmaker’s fleet rather than a goal for each model, and is based on mileage tests under ideal conditions. The actual figure most vehicles achieve, analysts say, will be around 36 mpg.
Predictably, weight reduction creates tradeoffs in performance, especially under the hood. Small engines, for example, are fuel efficient, but have less power, and consumers do not want underpowered cars. OEMs, notably in Europe, get around this by turbocharging small engines to boost horsepower. This increases engine compartment heat, along with noise and vibration. As a result, for passenger comfort resin suppliers are formulating thermoplastics to resist high underhood heat, as well as control NVH (noise, vibration and harshness) acoustics generated by turbocharging.
The ability of thermoplastics to meet such multiple requirements is especially important as automakers add universal engines and powertrains that are designed for use around the world, rather than particular countries or regions.
Regulatory initiatives and global sales also narrow differences in automotive development and, in a manner of speaking, level the playing field when it comes to material requirements.
“Traditionally, European automakers have held a lead in innovation due to the regulations they deal with, but U.S. automakers are catching up,” says Scott Schlicker, powertrain market segment manager at BASF. The result is that most high-performance automotive thermoplastics, no matter where they are developed, have broad global applicability for auto OEMs whose needs are increasingly the same.
In addition to the properties of lightweighting, heat resistance, and acoustic and vibration management, OEMs are specifying new-generation thermoplastics with other properties in mind. These include:
- Part consolidation. While a traditional benefit of plastics, in underhood and powertrain applications it potentially eliminates bolt-on components—usually of metal—that add weight to a vehicle, as well as costly secondary finishing and installation steps during fabrication.
- Rapid process cycles. Since many thermoplastics are injection or blow molded, parts can be made faster, more precisely and, importantly, more economically than if cast in metal and finished to spec.
- Sustainability. Most thermoplastics, even those with glass or carbon fiber reinforcements, are recyclable and can be reused in lower-performing parts, whether in automotive or other industries.
- Standardization. Major resin producers with global operations maintain they can supply materials anywhere in the world with consistent specifications and costs for universal engines, powertrains and other components.
The ongoing developments in high-performance thermoplastics—many of which will be on display in October at K 2016 in Germany—are giving automakers the tools they need to rethink ways in which engine and powertrain components can be designed for diverse needs.
Resurgent Polymer Engine
Resin supplier DuPont has said that eliminating 110 lbs of vehicle weight would reduce CO2 emissions 5 grams/km (0.6 mi.) and raise fuel efficiency by up to 2%.
In the U.S., this would generate major benefits in lower carbon emissions and fuel consumption, based on car and light-duty truck sales. Figures developed by the Automotive News Data Center show the tally for vehicle sales in 2015 at just under 17.5 million, up 5.7% from 2014, and a 15-year high.
So imagine the environmental impact if another 90 lbs was extracted from the engine alone.
This is one goal of an ongoing project to develop a commercially feasibly polymer-rich automotive engine. Called Polimotor, the concept has been around since the early 1980s. The brainchild of Matti Holtzberg, president of Composite Castings LLC of West Palm Beach, Fla., Polimotor 2, as the current design is called, seeks to develop a polymer-rich, 2,000cc (122-cu.-in.) engine that weighs 138 to 148 lbs, or some 90 lbs less than a standard metal production engine of the same size.

Polimotor 2, developed by Matti Holtzberg, is a plastics-rich engine that weighs 90 lbs less than comparable metal engines. Photo credit: Solvay
The fuel-injected Polimotor 2 is a four-cylinder, 16-valve, double-overhead-cam engine. Holtzberg says it will generate 280 hp in a racing version and 180 hp in a street model. He plans to install the racing engine later this year in a Stohr WF1 Sports Racer, which is manufactured by Dauntless Racing Cars of Vacaville, Calif., and test performance in races sanctioned by the Sports Car Club of America.
Holtzberg selected the Stohr WF1 because it is lightweight and configured for four-cylinder engines. Making extensive use of carbon fiber in its construction, the car weighs just 780 lbs and has a 97-in. wheelbase.
The Polimotor engine, despite some reports, is not entirely made of plastics. Metal parts include the crankcase, camshaft, pistons, cylinder sleeves and cylinder bores.
However, the engine block, cam block and oil pan are fabricated with an undisclosed thermoset resin in a special process Holtzberg developed. He declines to provide details but likens it to compression molding without heat and pressure. The thermoset components are reinforced with an undisclosed loading of S-glass fiber, which he says works better in the application than carbon fiber.

The Polimotor 2 engine will be installed and tested in a Stohr WF1 racecar. Photo credit: Dauntless Racing Cars
As many as 10 parts are made mostly with thermoplastics and other materials supplied by Solvay Advanced Polymers, including a fuel runner and plenum fabricated with 3-D printing.
“We are involved with the Polimotor 2 engine to introduce polymers and processing techniques that have become available in the last five years,” says Brian Baleno, Solvay’s global automotive business development manager.
Solvay in effect inherited the Polimotor project from Amoco, whose engineering polymers business it acquired in late 2000. Amoco had worked on earlier Polimotor versions, supplying such material as Torlon polyamide-imide (PAI) resin.
Baleno says that the experience Solvay gains in supplying materials for Polimotor 2 parts will encourage “outside-the-box thinking” in the auto industry when it comes to applying high-performance thermoplastics and similar materials to weight-reduction goals in engine applications.
The project is generating interest. Holtzberg is building an engine for an undisclosed German OEM and fielding interest from automakers elsewhere, including North America.
The Solvay materials and components include:
- AvaSpire AV-651 CF30 (30% carbon-fiber reinforcement) polyaryletherketone (PAEK) for three injection molded sections of the external dry-sump modular oil pump housing. Each section weighs 0.2 lbs They replace an aluminum housing that weighs 0.42 lbs PAEK provides strength, stiffness and fatigue resistance, and withstands oil temperature of 284° F and internal pressure cycling of 2.8 to 5.5 bars.
- KetaSpire KT-820 CF30 (30% carbon fiber) polyetheretherketone (PEEK) for an 18-in. oil scavenger line on the dry-sump modular oil pump. The part is extruded from a stock shape then machined to spec. PEEK’s dimensional stability holds tolerance during machining, while its high modulus and fatigue resistance withstand continuous use at 464°F. The material also resists automotive fluids.
- Torlon 7130 (30% carbon fiber) PAI for three cam sprockets, two of which are 4 in. dia. and one 2 in. dia. The sprockets assure precise timing control, and resist high torque, extreme temperatures and vibration, fluids, dirt and road salt. They weigh 75% less than stainless steel sprockets, and are molded in net shape and machined.
- Amodel A-8930 (30% glass fiber) HS polyphthalamide (PPA) and Tecnoflon PL855 fluoroelastomer for, respectively, a water inlet/outlet fixture in the cooling system and a chemical- and heat-resistant seal for the device. The fixture retains tensile strength and seal integrity after exposure to ethylene glycol at 275°F. Functional temperature range is -40 to 392°F.
- Ryton XK-2340 (40% glass fiber) polyphenylene sulfide (PPS) to mold an 18-in. fuel rail and Tecnoflon VPL 85540 fluoroelastomer for its seven O-rings. The PPS offers a balance of high-temperature chemical resistance and dimensional stability, while the O-rings have low cold-temperature flexibility and fuel compatibility. The fuel rail weighs 25 to 30% less than a welded steel assembly.
The 3-D-printed parts are a fuel intake runner fabricated from KetaSpire KT-820 (10% carbon fiber) PEEK, and a plenum chamber made by selective laser sintering (a form of 3-D printing) using Sinterline Technyl polyamide 6 powder with a 40% loading of glass beads for dimensional stability.
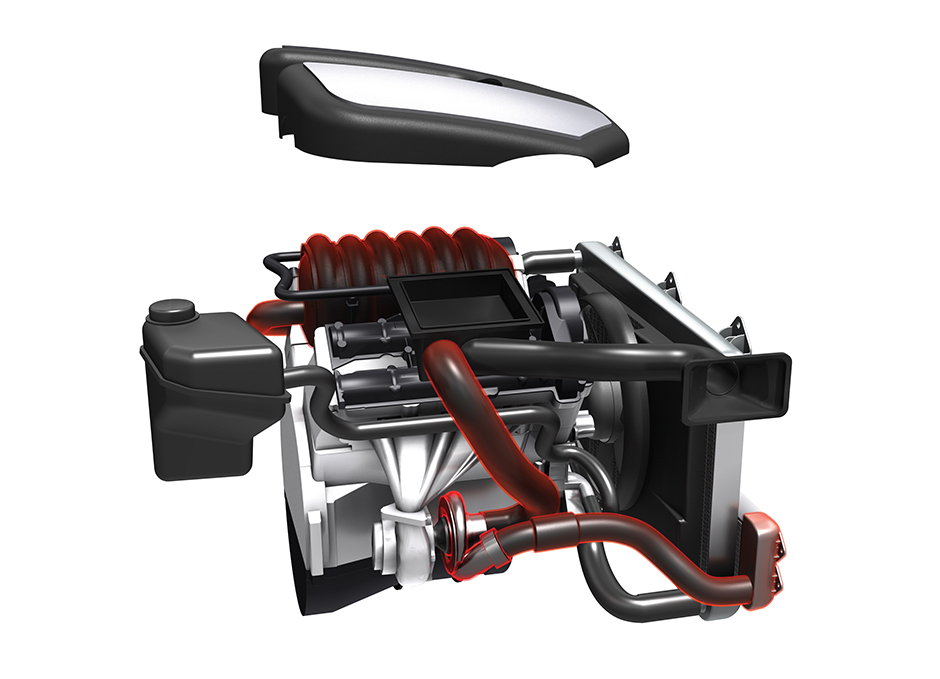
Red areas are prime targets of turbocharged engine parts molded of high-heat thermoplastics from BASF. Photo credit: BASF
The PEEK fuel intake runner withstands high underhood temperatures generated by turbocharging the engine. It reportedly outperforms molded polyamide (PA) resin in this application, and weighs 50% less than the aluminum runner used on previous Polimotor versions.
The sintered PA6 plenum chamber can be used with turbocharged metal engines and resists 250°F, though the Polimotor 2 engine will generate heat in the 150 to 200°F range.
Solvay is also looking to apply its expertise in high-heat plastics to electric vehicles. “High-temperature materials will allow electric cars to operate at higher temperatures, which means they can get greater power density in batteries and extend their range,” Baleno says.
New Materials Save Weight
Several years ago the U.S. Department of Energy (DOE) launched and co-funded the Multi-Material Lightweight Vehicle (MMLV) project with Ford and engineering and prototype specialist Vehma International. The goal was to develop a vehicle that achieves significant weight reduction by materials substitution.
The result was a Ford Fusion modified with substitute materials including thermoplastics that trimmed more than 800 lbs from the car’s original curb weight of almost 3,500 lbs.
The latest MMLV initiative involves DOE working with BASF and molder Montaplast of North America Inc. to develop advanced composite powertrain components.
BASF, says Schlicker, formulated a long-carbon-fiber (LCF) PA66 composite called Ultramid XA-3370 to replace a cast aluminum front cover and structural oil pan on Ford’s 1.0L GTDI Ecoboost engine. The LCF components save 4 lbs per engine, he reports, and provide a per-component mass savings of 23% for the front cover and 33% for the oil pan.
The value of the composite parts can be enhanced by component integration during molding and reduced manufacturing steps compared with aluminum.
Among grades BASF has developed for high-heat automotive applications is Ultramid Advanced N polyphthalamide, a line of reinforced (short- or long-glass fibers) and unreinforced compounds including flame-retardant grades.
During a pre-K conference in June in Germany, BASF officials said the Advanced N line of PPA exceeds the properties of conventional PPA—glass-transition temperature is 125°C, double that of standard grades, and constant mechanical properties are maintained up to 100°C. The grades are reportedly easier to mold, with short cycle times and wide processing windows.
The heat-resistant properties of the PPAs meet the needs of such turbocharged engine parts as integrated charge air coolers, air intake manifolds and turbo ducts, where air input and output temperatures range from 170 to 210°F.
BASF noted at the conference that Ultramid Advanced N resins could be used “to design lighter, smaller and stronger components for challenging environments where other materials reach their limits.” These include “structural parts near [an] engine and gearbox in contact with hot, aggressive media and different fuels.”
Schlicker says that BASF has developed injection moldable PA6, PA66 and PA66/6 grades for the high pressure and temperature that turbocharger components must withstand. Depending on the base polymer and stabilization system, grades resist heat aging to 220°C and have high burst pressure and weld strength. Ultramid Endure PA, for example, withstands constant-use temperature of 220°C and peaks to 240°C.
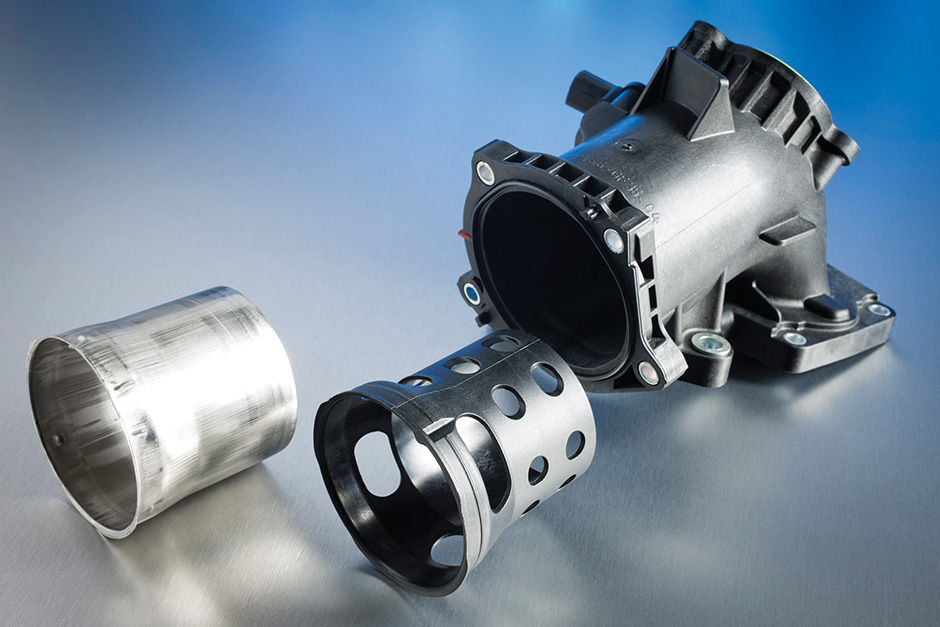
BASF’s Endure PA66 is used in an air-intake spacer to replace aluminum (left). The spacer has molded-in holes that create turbulence for better mixing and temperature control. Photo credit: BASF
In one application an OEM used a grade of Endure PA66 to redesign an air-intake spacer on a turbocharger. The new part, which replaces aluminum, has molded-in holes that create air turbulence for better mixing and temperature control.
BASF also supplies Endure PA blow molding grades. Notable among these, Schlicker says, is D5G3BM, a heat-stabilized, 15% glass fiber-reinforced PA66 with continuous- use temperature of 220°C and peak to 240°C. Intended for engine pipes and ducts, benefits include high melt stability, which maintains parison length and wall thickness during blow molding, and acoustic properties.

A charged air cooler inlet uses heat-stabilized Vydyne PA66 from Ascend to withstand high operating temperature and pressure. Photo credit: Ascend Performance Materials
The first use of grade D5G3BM, Schlicker notes, is on an engine with a heat-resistance requirement of 200°C. He declines to identify the part or OEM but says the application will be at the K show.
Tailoring PA Properties
Polyamides, of course, are dominant in underhood applications. Phil Jeszke, automotive segment leader at Ascend Performance Materials, a global nylon supplier, says 1.3 billion lbs of PA66 is used worldwide in 80% of underhood, engine-cooling and powertrain components. Since 2009, he adds, demand has more than doubled.
These applications are, consequently, major R&D areas for Ascend, especially as they pertain to turbocharged engines. “As we map this space and identify performance requirements, we develop different property retention characteristics,” Jeszke says.
Recent developments include glass fiber-reinforced Vydyne PA66 grades heat stabilized for such parts as radiator end tanks that withstand 1,000 hours of aging exposure at 125 to 130°C, or resist 2,000 or 3,000 hours at 115 to 125°C.
Other critical materials include H series Vydyne resins for air ducts on charge air coolers, a turbocharger component that reintroduces cooled exhaust gas to an engine. Jeszke says these grades, R530, R535 and R550 (the last two numbers indicate glass-fiber loading), resist 190 to 210°C exposure on the inlet side of a charge air cooler and 170 to 190°C on the outlet side.
In development is a PA66 grade that withstands 3,000 hours of aging exposure at 210°C. A patent search is under way, Jeszke says, and the material is “on the horizon for us.”
Ascend’s expertise in polyamide formulations extends to related requirements for underhood parts. Vydyne R533H is a PA66 grade tailored to resist calcium chloride, a road salt used in some countries including northern parts of the U.S. and Canada in place of sodium chloride. Calcium chloride can cause premature cracking in PA parts under load or pressure.
The company also supplies a highly filled grade of PA66 called R550H to replace metal in engine mounts. Jeszke says this has a 40 to 65% loading of barium sulfate, dense filler that prevents underhood noise from being transmitted to a passenger compartment. It can also be used in transmissions to dampen the noise of shifting gears, and even in power seats to silence the inflation of a lumbar support. The material isn’t less heavy than metal, he remarks, but is quieter, and so appeals to high-end car manufacturers.
DSM Engineering Plastics, meanwhile, commercialized Arnitel HT copolyester elastomer for flexible blow molded charge air ducts. The material allows cost-efficient, one-step production of parts with a single resin, rather than the material combinations common to many such parts. DSM says the grade reduces production cost by 50% and weight by up to 40% compared with conventional ducts.

A new grade of Arnitel HT copolyester elastomer from DSM allows one-piece blow molding of charge air ducts, with improved parison control. Photo credit: DSM Engineering Plastics
Arnitel HT withstands continuous operating temperatures of 180°C and peaks to 190°C. It combines elasticity and mechanical strength, and provides high chemical resistance, the company said in announcing the resin in June. Ducts can be 3-D suction blow molded in one piece with an almost 50% reduction in wall thickness versus standard ducts.
The first commercial use of the resin is for an undisclosed duct produced by Cikautxo of Spain.
Noise Abatement
Turbocharged engines and smaller engine compartments mean effective management of NVH acoustics plays a growing role in design.
Dow Automotive Plastics is addressing this with a polyurethane foam hood liner material that combines low density—15 grams/liter—and low weight with sound-dampening properties. Called Specflex, the system is designed for a range of acoustic needs, says Esther Quintanilla, European marketing manager for interior and underhood.
Specflex foam can be applied to the underside of a hood, typically as a part of a multilayer thermoformed structure, on top of an engine, on the back wall of the engine compartment, applied to a transmission tunnel as an insulator, or used in carpet and dashboard systems.
The material replaces melamine and polyolefin foams and other options. In addition to acoustic properties, the PUR foam has reduced amine content and thus lower emissions than most conventional foams, as well as good flow and fast cure.
Specflex is a three-component, water-blown system consisting of Dow’s Voranol 4701 polyether polyol, isocyanate and catalyst. The polyol is tailored for semi-flexible molded foam and consistent properties.
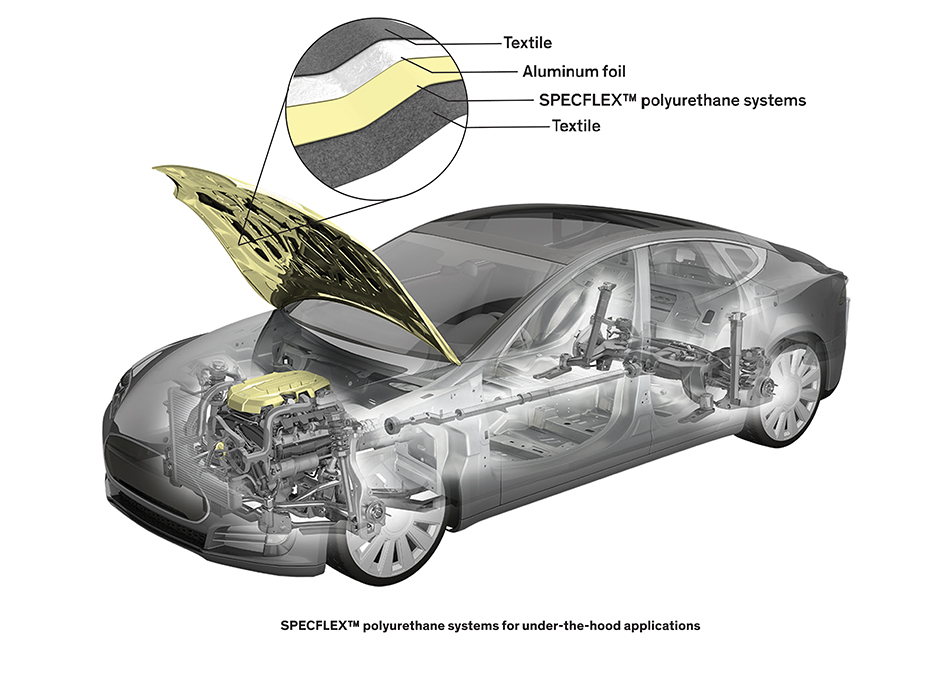
Specflex PUR foam from Dow is designed for NVH acoustic management in hood liners and engine parts. Photo credit: Dow Automotive Plastics
Specflex, which can be foamed into 1-meter-sq. (3.3-ft.-sq.) blocks, offers consistent properties no matter where sections are cut—from the top, middle, bottom or sides of a block. “Since every cut can constitute a different part of a hood liner, it’s important that performance be the same throughout,” Quintanilla says.
Foam formulations are customizable to end-use specifications.
Dow is working with OEMs to qualify Specflex foam for global use.
Power Drive
Weight-reduction goals accelerate the development and use of high-performance thermoplastics for underhood applications
Previous Article Next Article
By Pat Toensmeier
Ford used materials substitution to trim 800 lbs off this Focus, in a project co-funded by the U.S. Department of Energy. Photo credit: Ford
Materials substitution is gaining traction in an increasing number of critical automotive areas, as OEMs take advantage of evolving thermoplastic technologies to achieve ever-higher levels of component performance.
Many advances are focused on groundbreaking applications in engines and powertrains. OEMs are tapping the properties of a new generation of high-performance engineering resins to replace metal and some polymers in engines, transmissions and other powertrain components with thermoplastics that withstand harsh end-use conditions, notably heat.
An important factor influencing this is ongoing efforts to reduce vehicle weight. Regulatory initiatives such as the CAFE (Corporate Average Fuel Economy) program in the U.S. and the Euro 6 exhaust gas standard in the European Union are pushing OEMs to design vehicles for greater fuel efficiency, with the ultimate aim of reducing carbon emissions. As a result, automakers in North America, Europe and Asia are refining designs to comply with these and other mandates by reducing component weight, sometimes only by a few grams or ounces.
CAFE standards call for 54.5-mpg fuel ratings in cars and light-duty trucks by model year 2025. This figure is an average for a carmaker’s fleet rather than a goal for each model, and is based on mileage tests under ideal conditions. The actual figure most vehicles achieve, analysts say, will be around 36 mpg.
Predictably, weight reduction creates tradeoffs in performance, especially under the hood. Small engines, for example, are fuel efficient, but have less power, and consumers do not want underpowered cars. OEMs, notably in Europe, get around this by turbocharging small engines to boost horsepower. This increases engine compartment heat, along with noise and vibration. As a result, for passenger comfort resin suppliers are formulating thermoplastics to resist high underhood heat, as well as control NVH (noise, vibration and harshness) acoustics generated by turbocharging.
The ability of thermoplastics to meet such multiple requirements is especially important as automakers add universal engines and powertrains that are designed for use around the world, rather than particular countries or regions.
Regulatory initiatives and global sales also narrow differences in automotive development and, in a manner of speaking, level the playing field when it comes to material requirements.
“Traditionally, European automakers have held a lead in innovation due to the regulations they deal with, but U.S. automakers are catching up,” says Scott Schlicker, powertrain market segment manager at BASF. The result is that most high-performance automotive thermoplastics, no matter where they are developed, have broad global applicability for auto OEMs whose needs are increasingly the same.
In addition to the properties of lightweighting, heat resistance, and acoustic and vibration management, OEMs are specifying new-generation thermoplastics with other properties in mind. These include:
- Part consolidation. While a traditional benefit of plastics, in underhood and powertrain applications it potentially eliminates bolt-on components—usually of metal—that add weight to a vehicle, as well as costly secondary finishing and installation steps during fabrication.
- Rapid process cycles. Since many thermoplastics are injection or blow molded, parts can be made faster, more precisely and, importantly, more economically than if cast in metal and finished to spec.
- Sustainability. Most thermoplastics, even those with glass or carbon fiber reinforcements, are recyclable and can be reused in lower-performing parts, whether in automotive or other industries.
- Standardization. Major resin producers with global operations maintain they can supply materials anywhere in the world with consistent specifications and costs for universal engines, powertrains and other components.
The ongoing developments in high-performance thermoplastics—many of which will be on display in October at K 2016 in Germany—are giving automakers the tools they need to rethink ways in which engine and powertrain components can be designed for diverse needs.
Resurgent Polymer Engine
Resin supplier DuPont has said that eliminating 110 lbs of vehicle weight would reduce CO2 emissions 5 grams/km (0.6 mi.) and raise fuel efficiency by up to 2%.
In the U.S., this would generate major benefits in lower carbon emissions and fuel consumption, based on car and light-duty truck sales. Figures developed by the Automotive News Data Center show the tally for vehicle sales in 2015 at just under 17.5 million, up 5.7% from 2014, and a 15-year high.
So imagine the environmental impact if another 90 lbs was extracted from the engine alone.
This is one goal of an ongoing project to develop a commercially feasibly polymer-rich automotive engine. Called Polimotor, the concept has been around since the early 1980s. The brainchild of Matti Holtzberg, president of Composite Castings LLC of West Palm Beach, Fla., Polimotor 2, as the current design is called, seeks to develop a polymer-rich, 2,000cc (122-cu.-in.) engine that weighs 138 to 148 lbs, or some 90 lbs less than a standard metal production engine of the same size.
Polimotor 2, developed by Matti Holtzberg, is a plastics-rich engine that weighs 90 lbs less than comparable metal engines. Photo credit: Solvay
The fuel-injected Polimotor 2 is a four-cylinder, 16-valve, double-overhead-cam engine. Holtzberg says it will generate 280 hp in a racing version and 180 hp in a street model. He plans to install the racing engine later this year in a Stohr WF1 Sports Racer, which is manufactured by Dauntless Racing Cars of Vacaville, Calif., and test performance in races sanctioned by the Sports Car Club of America.
Holtzberg selected the Stohr WF1 because it is lightweight and configured for four-cylinder engines. Making extensive use of carbon fiber in its construction, the car weighs just 780 lbs and has a 97-in. wheelbase.
The Polimotor engine, despite some reports, is not entirely made of plastics. Metal parts include the crankcase, camshaft, pistons, cylinder sleeves and cylinder bores.
However, the engine block, cam block and oil pan are fabricated with an undisclosed thermoset resin in a special process Holtzberg developed. He declines to provide details but likens it to compression molding without heat and pressure. The thermoset components are reinforced with an undisclosed loading of S-glass fiber, which he says works better in the application than carbon fiber.
The Polimotor 2 engine will be installed and tested in a Stohr WF1 racecar. Photo credit: Dauntless Racing Cars
As many as 10 parts are made mostly with thermoplastics and other materials supplied by Solvay Advanced Polymers, including a fuel runner and plenum fabricated with 3-D printing.
“We are involved with the Polimotor 2 engine to introduce polymers and processing techniques that have become available in the last five years,” says Brian Baleno, Solvay’s global automotive business development manager.
Solvay in effect inherited the Polimotor project from Amoco, whose engineering polymers business it acquired in late 2000. Amoco had worked on earlier Polimotor versions, supplying such material as Torlon polyamide-imide (PAI) resin.
Baleno says that the experience Solvay gains in supplying materials for Polimotor 2 parts will encourage “outside-the-box thinking” in the auto industry when it comes to applying high-performance thermoplastics and similar materials to weight-reduction goals in engine applications.
The project is generating interest. Holtzberg is building an engine for an undisclosed German OEM and fielding interest from automakers elsewhere, including North America.
The Solvay materials and components include:
- AvaSpire AV-651 CF30 (30% carbon-fiber reinforcement) polyaryletherketone (PAEK) for three injection molded sections of the external dry-sump modular oil pump housing. Each section weighs 0.2 lbs They replace an aluminum housing that weighs 0.42 lbs PAEK provides strength, stiffness and fatigue resistance, and withstands oil temperature of 284° F and internal pressure cycling of 2.8 to 5.5 bars.
- KetaSpire KT-820 CF30 (30% carbon fiber) polyetheretherketone (PEEK) for an 18-in. oil scavenger line on the dry-sump modular oil pump. The part is extruded from a stock shape then machined to spec. PEEK’s dimensional stability holds tolerance during machining, while its high modulus and fatigue resistance withstand continuous use at 464°F. The material also resists automotive fluids.
- Torlon 7130 (30% carbon fiber) PAI for three cam sprockets, two of which are 4 in. dia. and one 2 in. dia. The sprockets assure precise timing control, and resist high torque, extreme temperatures and vibration, fluids, dirt and road salt. They weigh 75% less than stainless steel sprockets, and are molded in net shape and machined.
- Amodel A-8930 (30% glass fiber) HS polyphthalamide (PPA) and Tecnoflon PL855 fluoroelastomer for, respectively, a water inlet/outlet fixture in the cooling system and a chemical- and heat-resistant seal for the device. The fixture retains tensile strength and seal integrity after exposure to ethylene glycol at 275°F. Functional temperature range is -40 to 392°F.
- Ryton XK-2340 (40% glass fiber) polyphenylene sulfide (PPS) to mold an 18-in. fuel rail and Tecnoflon VPL 85540 fluoroelastomer for its seven O-rings. The PPS offers a balance of high-temperature chemical resistance and dimensional stability, while the O-rings have low cold-temperature flexibility and fuel compatibility. The fuel rail weighs 25 to 30% less than a welded steel assembly.
The 3-D-printed parts are a fuel intake runner fabricated from KetaSpire KT-820 (10% carbon fiber) PEEK, and a plenum chamber made by selective laser sintering (a form of 3-D printing) using Sinterline Technyl polyamide 6 powder with a 40% loading of glass beads for dimensional stability.
Red areas are prime targets of turbocharged engine parts molded of high-heat thermoplastics from BASF. Photo credit: BASF
The PEEK fuel intake runner withstands high underhood temperatures generated by turbocharging the engine. It reportedly outperforms molded polyamide (PA) resin in this application, and weighs 50% less than the aluminum runner used on previous Polimotor versions.
The sintered PA6 plenum chamber can be used with turbocharged metal engines and resists 250°F, though the Polimotor 2 engine will generate heat in the 150 to 200°F range.
Solvay is also looking to apply its expertise in high-heat plastics to electric vehicles. “High-temperature materials will allow electric cars to operate at higher temperatures, which means they can get greater power density in batteries and extend their range,” Baleno says.
New Materials Save Weight
Several years ago the U.S. Department of Energy (DOE) launched and co-funded the Multi-Material Lightweight Vehicle (MMLV) project with Ford and engineering and prototype specialist Vehma International. The goal was to develop a vehicle that achieves significant weight reduction by materials substitution.
The result was a Ford Fusion modified with substitute materials including thermoplastics that trimmed more than 800 lbs from the car’s original curb weight of almost 3,500 lbs.
The latest MMLV initiative involves DOE working with BASF and molder Montaplast of North America Inc. to develop advanced composite powertrain components.
BASF, says Schlicker, formulated a long-carbon-fiber (LCF) PA66 composite called Ultramid XA-3370 to replace a cast aluminum front cover and structural oil pan on Ford’s 1.0L GTDI Ecoboost engine. The LCF components save 4 lbs per engine, he reports, and provide a per-component mass savings of 23% for the front cover and 33% for the oil pan.
The value of the composite parts can be enhanced by component integration during molding and reduced manufacturing steps compared with aluminum.
Among grades BASF has developed for high-heat automotive applications is Ultramid Advanced N polyphthalamide, a line of reinforced (short- or long-glass fibers) and unreinforced compounds including flame-retardant grades.
During a pre-K conference in June in Germany, BASF officials said the Advanced N line of PPA exceeds the properties of conventional PPA—glass-transition temperature is 125°C, double that of standard grades, and constant mechanical properties are maintained up to 100°C. The grades are reportedly easier to mold, with short cycle times and wide processing windows.
The heat-resistant properties of the PPAs meet the needs of such turbocharged engine parts as integrated charge air coolers, air intake manifolds and turbo ducts, where air input and output temperatures range from 170 to 210°F.
BASF noted at the conference that Ultramid Advanced N resins could be used “to design lighter, smaller and stronger components for challenging environments where other materials reach their limits.” These include “structural parts near [an] engine and gearbox in contact with hot, aggressive media and different fuels.”
Schlicker says that BASF has developed injection moldable PA6, PA66 and PA66/6 grades for the high pressure and temperature that turbocharger components must withstand. Depending on the base polymer and stabilization system, grades resist heat aging to 220°C and have high burst pressure and weld strength. Ultramid Endure PA, for example, withstands constant-use temperature of 220°C and peaks to 240°C.
BASF’s Endure PA66 is used in an air-intake spacer to replace aluminum (left). The spacer has molded-in holes that create turbulence for better mixing and temperature control. Photo credit: BASF
In one application an OEM used a grade of Endure PA66 to redesign an air-intake spacer on a turbocharger. The new part, which replaces aluminum, has molded-in holes that create air turbulence for better mixing and temperature control.
BASF also supplies Endure PA blow molding grades. Notable among these, Schlicker says, is D5G3BM, a heat-stabilized, 15% glass fiber-reinforced PA66 with continuous- use temperature of 220°C and peak to 240°C. Intended for engine pipes and ducts, benefits include high melt stability, which maintains parison length and wall thickness during blow molding, and acoustic properties.
A charged air cooler inlet uses heat-stabilized Vydyne PA66 from Ascend to withstand high operating temperature and pressure. Photo credit: Ascend Performance Materials
The first use of grade D5G3BM, Schlicker notes, is on an engine with a heat-resistance requirement of 200°C. He declines to identify the part or OEM but says the application will be at the K show.
Tailoring PA Properties
Polyamides, of course, are dominant in underhood applications. Phil Jeszke, automotive segment leader at Ascend Performance Materials, a global nylon supplier, says 1.3 billion lbs of PA66 is used worldwide in 80% of underhood, engine-cooling and powertrain components. Since 2009, he adds, demand has more than doubled.
These applications are, consequently, major R&D areas for Ascend, especially as they pertain to turbocharged engines. “As we map this space and identify performance requirements, we develop different property retention characteristics,” Jeszke says.
Recent developments include glass fiber-reinforced Vydyne PA66 grades heat stabilized for such parts as radiator end tanks that withstand 1,000 hours of aging exposure at 125 to 130°C, or resist 2,000 or 3,000 hours at 115 to 125°C.
Other critical materials include H series Vydyne resins for air ducts on charge air coolers, a turbocharger component that reintroduces cooled exhaust gas to an engine. Jeszke says these grades, R530, R535 and R550 (the last two numbers indicate glass-fiber loading), resist 190 to 210°C exposure on the inlet side of a charge air cooler and 170 to 190°C on the outlet side.
In development is a PA66 grade that withstands 3,000 hours of aging exposure at 210°C. A patent search is under way, Jeszke says, and the material is “on the horizon for us.”
Ascend’s expertise in polyamide formulations extends to related requirements for underhood parts. Vydyne R533H is a PA66 grade tailored to resist calcium chloride, a road salt used in some countries including northern parts of the U.S. and Canada in place of sodium chloride. Calcium chloride can cause premature cracking in PA parts under load or pressure.
The company also supplies a highly filled grade of PA66 called R550H to replace metal in engine mounts. Jeszke says this has a 40 to 65% loading of barium sulfate, dense filler that prevents underhood noise from being transmitted to a passenger compartment. It can also be used in transmissions to dampen the noise of shifting gears, and even in power seats to silence the inflation of a lumbar support. The material isn’t less heavy than metal, he remarks, but is quieter, and so appeals to high-end car manufacturers.
DSM Engineering Plastics, meanwhile, commercialized Arnitel HT copolyester elastomer for flexible blow molded charge air ducts. The material allows cost-efficient, one-step production of parts with a single resin, rather than the material combinations common to many such parts. DSM says the grade reduces production cost by 50% and weight by up to 40% compared with conventional ducts.
A new grade of Arnitel HT copolyester elastomer from DSM allows one-piece blow molding of charge air ducts, with improved parison control. Photo credit: DSM Engineering Plastics
Arnitel HT withstands continuous operating temperatures of 180°C and peaks to 190°C. It combines elasticity and mechanical strength, and provides high chemical resistance, the company said in announcing the resin in June. Ducts can be 3-D suction blow molded in one piece with an almost 50% reduction in wall thickness versus standard ducts.
The first commercial use of the resin is for an undisclosed duct produced by Cikautxo of Spain.
Noise Abatement
Turbocharged engines and smaller engine compartments mean effective management of NVH acoustics plays a growing role in design.
Dow Automotive Plastics is addressing this with a polyurethane foam hood liner material that combines low density—15 grams/liter—and low weight with sound-dampening properties. Called Specflex, the system is designed for a range of acoustic needs, says Esther Quintanilla, European marketing manager for interior and underhood.
Specflex foam can be applied to the underside of a hood, typically as a part of a multilayer thermoformed structure, on top of an engine, on the back wall of the engine compartment, applied to a transmission tunnel as an insulator, or used in carpet and dashboard systems.
The material replaces melamine and polyolefin foams and other options. In addition to acoustic properties, the PUR foam has reduced amine content and thus lower emissions than most conventional foams, as well as good flow and fast cure.
Specflex is a three-component, water-blown system consisting of Dow’s Voranol 4701 polyether polyol, isocyanate and catalyst. The polyol is tailored for semi-flexible molded foam and consistent properties.
Specflex PUR foam from Dow is designed for NVH acoustic management in hood liners and engine parts. Photo credit: Dow Automotive Plastics
Specflex, which can be foamed into 1-meter-sq. (3.3-ft.-sq.) blocks, offers consistent properties no matter where sections are cut—from the top, middle, bottom or sides of a block. “Since every cut can constitute a different part of a hood liner, it’s important that performance be the same throughout,” Quintanilla says.
Foam formulations are customizable to end-use specifications.
Dow is working with OEMs to qualify Specflex foam for global use.
Power Drive
Weight-reduction goals accelerate the development and use of high-performance thermoplastics for underhood applications
Previous Article Next Article
By Pat Toensmeier
Ford used materials substitution to trim 800 lbs off this Focus, in a project co-funded by the U.S. Department of Energy. Photo credit: Ford
Materials substitution is gaining traction in an increasing number of critical automotive areas, as OEMs take advantage of evolving thermoplastic technologies to achieve ever-higher levels of component performance.
Many advances are focused on groundbreaking applications in engines and powertrains. OEMs are tapping the properties of a new generation of high-performance engineering resins to replace metal and some polymers in engines, transmissions and other powertrain components with thermoplastics that withstand harsh end-use conditions, notably heat.
An important factor influencing this is ongoing efforts to reduce vehicle weight. Regulatory initiatives such as the CAFE (Corporate Average Fuel Economy) program in the U.S. and the Euro 6 exhaust gas standard in the European Union are pushing OEMs to design vehicles for greater fuel efficiency, with the ultimate aim of reducing carbon emissions. As a result, automakers in North America, Europe and Asia are refining designs to comply with these and other mandates by reducing component weight, sometimes only by a few grams or ounces.
CAFE standards call for 54.5-mpg fuel ratings in cars and light-duty trucks by model year 2025. This figure is an average for a carmaker’s fleet rather than a goal for each model, and is based on mileage tests under ideal conditions. The actual figure most vehicles achieve, analysts say, will be around 36 mpg.
Predictably, weight reduction creates tradeoffs in performance, especially under the hood. Small engines, for example, are fuel efficient, but have less power, and consumers do not want underpowered cars. OEMs, notably in Europe, get around this by turbocharging small engines to boost horsepower. This increases engine compartment heat, along with noise and vibration. As a result, for passenger comfort resin suppliers are formulating thermoplastics to resist high underhood heat, as well as control NVH (noise, vibration and harshness) acoustics generated by turbocharging.
The ability of thermoplastics to meet such multiple requirements is especially important as automakers add universal engines and powertrains that are designed for use around the world, rather than particular countries or regions.
Regulatory initiatives and global sales also narrow differences in automotive development and, in a manner of speaking, level the playing field when it comes to material requirements.
“Traditionally, European automakers have held a lead in innovation due to the regulations they deal with, but U.S. automakers are catching up,” says Scott Schlicker, powertrain market segment manager at BASF. The result is that most high-performance automotive thermoplastics, no matter where they are developed, have broad global applicability for auto OEMs whose needs are increasingly the same.
In addition to the properties of lightweighting, heat resistance, and acoustic and vibration management, OEMs are specifying new-generation thermoplastics with other properties in mind. These include:
- Part consolidation. While a traditional benefit of plastics, in underhood and powertrain applications it potentially eliminates bolt-on components—usually of metal—that add weight to a vehicle, as well as costly secondary finishing and installation steps during fabrication.
- Rapid process cycles. Since many thermoplastics are injection or blow molded, parts can be made faster, more precisely and, importantly, more economically than if cast in metal and finished to spec.
- Sustainability. Most thermoplastics, even those with glass or carbon fiber reinforcements, are recyclable and can be reused in lower-performing parts, whether in automotive or other industries.
- Standardization. Major resin producers with global operations maintain they can supply materials anywhere in the world with consistent specifications and costs for universal engines, powertrains and other components.
The ongoing developments in high-performance thermoplastics—many of which will be on display in October at K 2016 in Germany—are giving automakers the tools they need to rethink ways in which engine and powertrain components can be designed for diverse needs.
Resurgent Polymer Engine
Resin supplier DuPont has said that eliminating 110 lbs of vehicle weight would reduce CO2 emissions 5 grams/km (0.6 mi.) and raise fuel efficiency by up to 2%.
In the U.S., this would generate major benefits in lower carbon emissions and fuel consumption, based on car and light-duty truck sales. Figures developed by the Automotive News Data Center show the tally for vehicle sales in 2015 at just under 17.5 million, up 5.7% from 2014, and a 15-year high.
So imagine the environmental impact if another 90 lbs was extracted from the engine alone.
This is one goal of an ongoing project to develop a commercially feasibly polymer-rich automotive engine. Called Polimotor, the concept has been around since the early 1980s. The brainchild of Matti Holtzberg, president of Composite Castings LLC of West Palm Beach, Fla., Polimotor 2, as the current design is called, seeks to develop a polymer-rich, 2,000cc (122-cu.-in.) engine that weighs 138 to 148 lbs, or some 90 lbs less than a standard metal production engine of the same size.
Polimotor 2, developed by Matti Holtzberg, is a plastics-rich engine that weighs 90 lbs less than comparable metal engines. Photo credit: Solvay
The fuel-injected Polimotor 2 is a four-cylinder, 16-valve, double-overhead-cam engine. Holtzberg says it will generate 280 hp in a racing version and 180 hp in a street model. He plans to install the racing engine later this year in a Stohr WF1 Sports Racer, which is manufactured by Dauntless Racing Cars of Vacaville, Calif., and test performance in races sanctioned by the Sports Car Club of America.
Holtzberg selected the Stohr WF1 because it is lightweight and configured for four-cylinder engines. Making extensive use of carbon fiber in its construction, the car weighs just 780 lbs and has a 97-in. wheelbase.
The Polimotor engine, despite some reports, is not entirely made of plastics. Metal parts include the crankcase, camshaft, pistons, cylinder sleeves and cylinder bores.
However, the engine block, cam block and oil pan are fabricated with an undisclosed thermoset resin in a special process Holtzberg developed. He declines to provide details but likens it to compression molding without heat and pressure. The thermoset components are reinforced with an undisclosed loading of S-glass fiber, which he says works better in the application than carbon fiber.
The Polimotor 2 engine will be installed and tested in a Stohr WF1 racecar. Photo credit: Dauntless Racing Cars
As many as 10 parts are made mostly with thermoplastics and other materials supplied by Solvay Advanced Polymers, including a fuel runner and plenum fabricated with 3-D printing.
“We are involved with the Polimotor 2 engine to introduce polymers and processing techniques that have become available in the last five years,” says Brian Baleno, Solvay’s global automotive business development manager.
Solvay in effect inherited the Polimotor project from Amoco, whose engineering polymers business it acquired in late 2000. Amoco had worked on earlier Polimotor versions, supplying such material as Torlon polyamide-imide (PAI) resin.
Baleno says that the experience Solvay gains in supplying materials for Polimotor 2 parts will encourage “outside-the-box thinking” in the auto industry when it comes to applying high-performance thermoplastics and similar materials to weight-reduction goals in engine applications.
The project is generating interest. Holtzberg is building an engine for an undisclosed German OEM and fielding interest from automakers elsewhere, including North America.
The Solvay materials and components include:
- AvaSpire AV-651 CF30 (30% carbon-fiber reinforcement) polyaryletherketone (PAEK) for three injection molded sections of the external dry-sump modular oil pump housing. Each section weighs 0.2 lbs They replace an aluminum housing that weighs 0.42 lbs PAEK provides strength, stiffness and fatigue resistance, and withstands oil temperature of 284° F and internal pressure cycling of 2.8 to 5.5 bars.
- KetaSpire KT-820 CF30 (30% carbon fiber) polyetheretherketone (PEEK) for an 18-in. oil scavenger line on the dry-sump modular oil pump. The part is extruded from a stock shape then machined to spec. PEEK’s dimensional stability holds tolerance during machining, while its high modulus and fatigue resistance withstand continuous use at 464°F. The material also resists automotive fluids.
- Torlon 7130 (30% carbon fiber) PAI for three cam sprockets, two of which are 4 in. dia. and one 2 in. dia. The sprockets assure precise timing control, and resist high torque, extreme temperatures and vibration, fluids, dirt and road salt. They weigh 75% less than stainless steel sprockets, and are molded in net shape and machined.
- Amodel A-8930 (30% glass fiber) HS polyphthalamide (PPA) and Tecnoflon PL855 fluoroelastomer for, respectively, a water inlet/outlet fixture in the cooling system and a chemical- and heat-resistant seal for the device. The fixture retains tensile strength and seal integrity after exposure to ethylene glycol at 275°F. Functional temperature range is -40 to 392°F.
- Ryton XK-2340 (40% glass fiber) polyphenylene sulfide (PPS) to mold an 18-in. fuel rail and Tecnoflon VPL 85540 fluoroelastomer for its seven O-rings. The PPS offers a balance of high-temperature chemical resistance and dimensional stability, while the O-rings have low cold-temperature flexibility and fuel compatibility. The fuel rail weighs 25 to 30% less than a welded steel assembly.
The 3-D-printed parts are a fuel intake runner fabricated from KetaSpire KT-820 (10% carbon fiber) PEEK, and a plenum chamber made by selective laser sintering (a form of 3-D printing) using Sinterline Technyl polyamide 6 powder with a 40% loading of glass beads for dimensional stability.
Red areas are prime targets of turbocharged engine parts molded of high-heat thermoplastics from BASF. Photo credit: BASF
The PEEK fuel intake runner withstands high underhood temperatures generated by turbocharging the engine. It reportedly outperforms molded polyamide (PA) resin in this application, and weighs 50% less than the aluminum runner used on previous Polimotor versions.
The sintered PA6 plenum chamber can be used with turbocharged metal engines and resists 250°F, though the Polimotor 2 engine will generate heat in the 150 to 200°F range.
Solvay is also looking to apply its expertise in high-heat plastics to electric vehicles. “High-temperature materials will allow electric cars to operate at higher temperatures, which means they can get greater power density in batteries and extend their range,” Baleno says.
New Materials Save Weight
Several years ago the U.S. Department of Energy (DOE) launched and co-funded the Multi-Material Lightweight Vehicle (MMLV) project with Ford and engineering and prototype specialist Vehma International. The goal was to develop a vehicle that achieves significant weight reduction by materials substitution.
The result was a Ford Fusion modified with substitute materials including thermoplastics that trimmed more than 800 lbs from the car’s original curb weight of almost 3,500 lbs.
The latest MMLV initiative involves DOE working with BASF and molder Montaplast of North America Inc. to develop advanced composite powertrain components.
BASF, says Schlicker, formulated a long-carbon-fiber (LCF) PA66 composite called Ultramid XA-3370 to replace a cast aluminum front cover and structural oil pan on Ford’s 1.0L GTDI Ecoboost engine. The LCF components save 4 lbs per engine, he reports, and provide a per-component mass savings of 23% for the front cover and 33% for the oil pan.
The value of the composite parts can be enhanced by component integration during molding and reduced manufacturing steps compared with aluminum.
Among grades BASF has developed for high-heat automotive applications is Ultramid Advanced N polyphthalamide, a line of reinforced (short- or long-glass fibers) and unreinforced compounds including flame-retardant grades.
During a pre-K conference in June in Germany, BASF officials said the Advanced N line of PPA exceeds the properties of conventional PPA—glass-transition temperature is 125°C, double that of standard grades, and constant mechanical properties are maintained up to 100°C. The grades are reportedly easier to mold, with short cycle times and wide processing windows.
The heat-resistant properties of the PPAs meet the needs of such turbocharged engine parts as integrated charge air coolers, air intake manifolds and turbo ducts, where air input and output temperatures range from 170 to 210°F.
BASF noted at the conference that Ultramid Advanced N resins could be used “to design lighter, smaller and stronger components for challenging environments where other materials reach their limits.” These include “structural parts near [an] engine and gearbox in contact with hot, aggressive media and different fuels.”
Schlicker says that BASF has developed injection moldable PA6, PA66 and PA66/6 grades for the high pressure and temperature that turbocharger components must withstand. Depending on the base polymer and stabilization system, grades resist heat aging to 220°C and have high burst pressure and weld strength. Ultramid Endure PA, for example, withstands constant-use temperature of 220°C and peaks to 240°C.
BASF’s Endure PA66 is used in an air-intake spacer to replace aluminum (left). The spacer has molded-in holes that create turbulence for better mixing and temperature control. Photo credit: BASF
In one application an OEM used a grade of Endure PA66 to redesign an air-intake spacer on a turbocharger. The new part, which replaces aluminum, has molded-in holes that create air turbulence for better mixing and temperature control.
BASF also supplies Endure PA blow molding grades. Notable among these, Schlicker says, is D5G3BM, a heat-stabilized, 15% glass fiber-reinforced PA66 with continuous- use temperature of 220°C and peak to 240°C. Intended for engine pipes and ducts, benefits include high melt stability, which maintains parison length and wall thickness during blow molding, and acoustic properties.
A charged air cooler inlet uses heat-stabilized Vydyne PA66 from Ascend to withstand high operating temperature and pressure. Photo credit: Ascend Performance Materials
The first use of grade D5G3BM, Schlicker notes, is on an engine with a heat-resistance requirement of 200°C. He declines to identify the part or OEM but says the application will be at the K show.
Tailoring PA Properties
Polyamides, of course, are dominant in underhood applications. Phil Jeszke, automotive segment leader at Ascend Performance Materials, a global nylon supplier, says 1.3 billion lbs of PA66 is used worldwide in 80% of underhood, engine-cooling and powertrain components. Since 2009, he adds, demand has more than doubled.
These applications are, consequently, major R&D areas for Ascend, especially as they pertain to turbocharged engines. “As we map this space and identify performance requirements, we develop different property retention characteristics,” Jeszke says.
Recent developments include glass fiber-reinforced Vydyne PA66 grades heat stabilized for such parts as radiator end tanks that withstand 1,000 hours of aging exposure at 125 to 130°C, or resist 2,000 or 3,000 hours at 115 to 125°C.
Other critical materials include H series Vydyne resins for air ducts on charge air coolers, a turbocharger component that reintroduces cooled exhaust gas to an engine. Jeszke says these grades, R530, R535 and R550 (the last two numbers indicate glass-fiber loading), resist 190 to 210°C exposure on the inlet side of a charge air cooler and 170 to 190°C on the outlet side.
In development is a PA66 grade that withstands 3,000 hours of aging exposure at 210°C. A patent search is under way, Jeszke says, and the material is “on the horizon for us.”
Ascend’s expertise in polyamide formulations extends to related requirements for underhood parts. Vydyne R533H is a PA66 grade tailored to resist calcium chloride, a road salt used in some countries including northern parts of the U.S. and Canada in place of sodium chloride. Calcium chloride can cause premature cracking in PA parts under load or pressure.
The company also supplies a highly filled grade of PA66 called R550H to replace metal in engine mounts. Jeszke says this has a 40 to 65% loading of barium sulfate, dense filler that prevents underhood noise from being transmitted to a passenger compartment. It can also be used in transmissions to dampen the noise of shifting gears, and even in power seats to silence the inflation of a lumbar support. The material isn’t less heavy than metal, he remarks, but is quieter, and so appeals to high-end car manufacturers.
DSM Engineering Plastics, meanwhile, commercialized Arnitel HT copolyester elastomer for flexible blow molded charge air ducts. The material allows cost-efficient, one-step production of parts with a single resin, rather than the material combinations common to many such parts. DSM says the grade reduces production cost by 50% and weight by up to 40% compared with conventional ducts.
A new grade of Arnitel HT copolyester elastomer from DSM allows one-piece blow molding of charge air ducts, with improved parison control. Photo credit: DSM Engineering Plastics
Arnitel HT withstands continuous operating temperatures of 180°C and peaks to 190°C. It combines elasticity and mechanical strength, and provides high chemical resistance, the company said in announcing the resin in June. Ducts can be 3-D suction blow molded in one piece with an almost 50% reduction in wall thickness versus standard ducts.
The first commercial use of the resin is for an undisclosed duct produced by Cikautxo of Spain.
Noise Abatement
Turbocharged engines and smaller engine compartments mean effective management of NVH acoustics plays a growing role in design.
Dow Automotive Plastics is addressing this with a polyurethane foam hood liner material that combines low density—15 grams/liter—and low weight with sound-dampening properties. Called Specflex, the system is designed for a range of acoustic needs, says Esther Quintanilla, European marketing manager for interior and underhood.
Specflex foam can be applied to the underside of a hood, typically as a part of a multilayer thermoformed structure, on top of an engine, on the back wall of the engine compartment, applied to a transmission tunnel as an insulator, or used in carpet and dashboard systems.
The material replaces melamine and polyolefin foams and other options. In addition to acoustic properties, the PUR foam has reduced amine content and thus lower emissions than most conventional foams, as well as good flow and fast cure.
Specflex is a three-component, water-blown system consisting of Dow’s Voranol 4701 polyether polyol, isocyanate and catalyst. The polyol is tailored for semi-flexible molded foam and consistent properties.
Specflex PUR foam from Dow is designed for NVH acoustic management in hood liners and engine parts. Photo credit: Dow Automotive Plastics
Specflex, which can be foamed into 1-meter-sq. (3.3-ft.-sq.) blocks, offers consistent properties no matter where sections are cut—from the top, middle, bottom or sides of a block. “Since every cut can constitute a different part of a hood liner, it’s important that performance be the same throughout,” Quintanilla says.
Foam formulations are customizable to end-use specifications.
Dow is working with OEMs to qualify Specflex foam for global use.