Photo courtesy of Nordson
Photo courtesy of Nordson

Photo courtesy of Adchem
• The Society of Plastics Engineers (SPE) Rotational Molding Division has announced the professional and student winners in its Product Design Competition. The winners will be honored and receive cash awards at the SPE Rotational Molding TopCon conference, held June 1-4, 2014, at the Holiday Inn Conference Center in Independence, Ohio, USA.
The professional winners are as follows:
- 1st place: Jamie Wirkler, product manager, The Kitchen Community, a nonprofit organization that fosters the creation of “learning gardens” in schools and communities. The winning design is for garden beds that can withstand the same use as playground equipment while serving as attractive containers for food production (see photo).
- 2nd place: Tom Fish, Sr., director of product development, Little Tikes, the international producer and merchandiser of children’s toys. The product design is for a “pirate bed.”
- Honorable mentions: Three separate entrants: Ahuha Yuvraj Singh, Frontier Polymers Pvt. Ltd.; Tom Fish, Sr., Little Tikes; and Larry Moody, Wavemaster Docks.
And the student winners include:
- 1st place: Kyle Anderson, Milwaukee Institute of Art and Design. The winning design, called iCoustics, is for sound amplifiers for iPhones.
- 2nd place:Jacqueline Edwards, Milwaukee Institute of Art and Design. The product design is for a children’s hospital bed.
- Honorable mentions: Ten separate entrants, all of them students at the Milwaukee Institute of Art and Design.
More information about the winning designs is posted at www.spe-rotomolding.org, along with details about the upcoming SPE Rotational Molding TopCon.

Photo courtesy of SPE
• The Society of Plastics Engineers (SPE) Rotational Molding Division has announced the professional and student winners in its Product Design Competition. The winners will be honored and receive cash awards at the SPE Rotational Molding TopCon conference, held June 1-4, 2014, at the Holiday Inn Conference Center in Independence, Ohio, USA.
The professional winners are as follows:
- 1st place: Jamie Wirkler, product manager, The Kitchen Community, a nonprofit organization that fosters the creation of “learning gardens” in schools and communities. The winning design is for garden beds that can withstand the same use as playground equipment while serving as attractive containers for food production (see photo).
- 2nd place: Tom Fish, Sr., director of product development, Little Tikes, the international producer and merchandiser of children’s toys. The product design is for a “pirate bed.”
- Honorable mentions: Three separate entrants: Ahuha Yuvraj Singh, Frontier Polymers Pvt. Ltd.; Tom Fish, Sr., Little Tikes; and Larry Moody, Wavemaster Docks.
And the student winners include:
- 1st place: Kyle Anderson, Milwaukee Institute of Art and Design. The winning design, called iCoustics, is for sound amplifiers for iPhones.
- 2nd place:Jacqueline Edwards, Milwaukee Institute of Art and Design. The product design is for a children’s hospital bed.
- Honorable mentions: Ten separate entrants, all of them students at the Milwaukee Institute of Art and Design.
More information about the winning designs is posted at www.spe-rotomolding.org, along with details about the upcoming SPE Rotational Molding TopCon.
Photo courtesy of SPE

Photo courtesy of Larson Electronics
Photo courtesy of Larson Electronics

Photo courtesy of Instron

Joseph Dillon photo courtesy of Emerson Industrial Automation
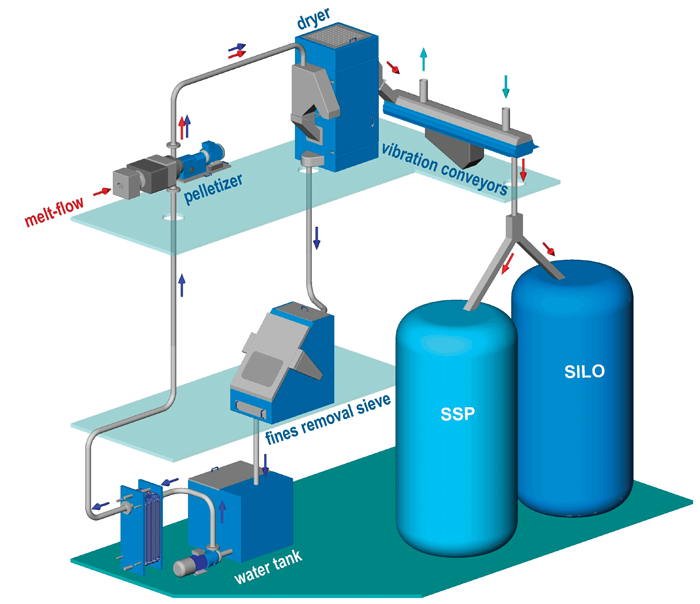
• With its integrated system that uses the thermal energy of the molten polymer in PET pelletizing for subsequent crystallization, Nordson BKG™ says it can eliminate problems caused by the agglomeration of amorphous material—and substantially reduce energy costs for compounding or recycling.
Called CrystallCut®, the patented process avoids the need to cool PET after pelletizing and then reheat it for crystallization. As an integrated network that incorporates underwater pelletizing, drying, and crystallizing, the system is designed for precise control of material temperatures throughout the process, preventing production and quality problems caused by insufficient crystallization and excess levels of amorphous material.
The energy efficiency of the system can save more than €3,000,000 in annual energy costs for a typical PET resin plant and nearly €200,000 for an extrusion line recycling PET bottle flakes, according to examples cited by Nordson BKG based on actual commercial installations.
In the CrystallCut system, the hot PET granulate produced by the face cutter of the underwater pelletizer is transported rapidly to the pellet dryer in hot water (up to 95°C) through closed conveying pipes, where pellet cooling and solidifying takes place. This conveying medium and the short distance between die head and dryer are keys to conserving the heat from melt processing. The pellets are at a temperature of 150 to 160°C when they exit the dryer onto a vibrating conveyor. This keeps the pellets in constant motion, generates a uniform distribution of thermal energy, and prevents pellets from sticking together.
At the completion of the process, the pellets have a temperature of approximately 180°C, have achieved up to 40% crystallinity, and may be transferred directly to solid state polycondensation. In addition to saving energy costs and preventing amorphous PET clumping, the CrystallCut system yields an almost dust-free product and increases bulk density by 8% in comparison with a conventional process, the company adds.
• Quantum Polymers announced the availability of QuantaPEEK-GF30/CF30 extruded stock shape plastic rod products up to 8 inches (20 cm) in diameter, made with 30% carbon fiber and glass fiber-filled PEEK resin compounds. These products work well for applications requiring a balance of chemical resistance and mechanical strength in high-temperature environments like those frequently found in the oil and gas, chemical processing, and semiconductor industries.
“We are proud to be a pioneer in introducing the largest-size stock shapes in the industry,” says Kathleen Cerchio, director of sales at Quantum Polymers. “This first-time availability of 8-inch diameter rods in glass and carbon fiber filled PEEK demonstrates our culture of constant innovation and continuous improvement.”
Extruded stock shapes from the company are offered when close-tolerance machined parts are required. Quantum’s excellent quality is reportedly due to manufacturing equipment that has been optimized for the complexities of high-performance polymer extrusion. Extruded rods, tubes, and plates manufactured in its Newark, Delaware, USA, plant are porosity-free, which is especially critical for uniformity for thick cross sections and flawless machining. Quantum’s proprietary annealing techniques result in machined parts with no residual stress, the company adds.
Quantum stocks a broad inventory of rod and plate, offers small minimum-order processing, and has short lead times for items not in stock at time of purchase (usually 2-3 weeks).
• Adchem Corp., a major supplier of pressure-sensitive adhesive (PSA) tapes for the automotive, transportation, and industrial markets, issued a bonding study of adhesive tape systems for six Rogers Corp. Poron® urethane foam products tested against twelve Adchem tape systems. The study included Poron urethane 4790 and 4701 materials used in communications, automotive, electronics, and industrial device gasketing, sealing, and cushioning applications.
Adchem’s Poron study was conducted both with and without heat during the lamination process as well as at room temperature and at elevated temperatures, after aging. The study provides bond strengths for each foam matched to a broad range of PSA transfer tapes and double-sided tape constructions, including new Low
Surface Energy (LSE) adhesive formulations. The study demonstrates the importance of matching the correct pressure-sensitive product to specific grades of similar materials. (The website, www.adchem.com, provides detailed studies and in-depth comparative analysis for each of the adhesive systems tested.)
All of Adchem’s double-sided, single-coated, and unsupported adhesive tape systems are REACH compliant. The company adds that its products are supported by advanced engineering capabilities, guiding engineers to more than 200 different product constructions in over 50 different adhesive systems while meeting the most demanding industrial and consumer applications.
• Serving the utilities, industrial, and commercial business communities for over 40 years, leading manufacturer and distributor of high grade light equipment Larson Electronics has released a solar-powered, explosion-proof LED light fixture with an optional strobe or steady-burn configuration. This LED light and solar panel combination includes a day/night sensor, manual on/off switch, and a motion sensor to maximize battery life.
The HAL-LED-SOL12 light fixture is Class I Division II-approved and is said to be an ideal lighting solution for remote areas and stand-alone applications where connection to external power is either impractical or unavailable. This fixture is also compliant with NEMA 4X standards and marine-rated for use in saltwater environments, the company reports.
This 10-watt, 1050-lumen-output LED lamp fixture is a powerful yet compact hazardous-location lighting system that will improve overall illumination levels and light quality while reducing operating costs. The illumination produced by the 10 watt LED fixture is 55 in. long by 55 in. wide (140×140 cm) when mounted 12 feet (3.7 m) from the ground. This LED light is powered by two 10aH sealed lead acid batteries that are recharged by a 60-watt solar panel. The fixture operates on 24V DC for use with the solar panel and includes 30 feet (9 m) of SEOOW cable.
Mounting options include ceiling, wall and pendant for the lamp fixture and flat surface or round/square pole mounting such as on utility poles or structure supports for the solar panel.
The light fixture is equipped with a day/night sensor as well as a motion sensor to maximize the battery life. The motion sensor switches the light on when it detects movement and will keep the fixture illuminated for up to 20 minutes. The light may also be configured to work on the day/night sensor. When ambient light levels drop below 30 lux, typically at sunset, the fixture will automatically turn on. The fixture will operate for 15 hours when the battery is fully charged.
Charging time for the battery bank is five hours when the panel is exposed to direct sunlight. As with all solar equipment, charging time is affected by the amount of available ambient light. So when the ambient light levels drop below a certain level, the unit will not recharge as quickly.
• Borealis and Borouge, leading providers of innovative, value-creating plastics solutions, have launched an advanced grade of their BorPure high-density polyethylene (HDPE) family to support the global beverage industry’s lightweighting trend for caps and closures.
BorPure MB5568 brings a lightweight innovation to caps and closures for carbonated soft drinks, juices, teas and bottled water. The grade was launched in Europe by Borealis in early 2014 and officially launched in Asia by Borouge at Chinaplas® in April. Based on Borealis’ proprietary Borstar® polyethylene (PE) technology, BorPure MB5568 is designed particularly to complement the industry’s widening adoption of lightweight, standard short-neck closures (PCO 1881) that bring savings for the total packaging.
The unique Borstar platform is said to allow the tailoring of PE mechanical and processing properties to match specific application needs without performance compromises, using less material. This advantage is further enhanced by the improved stiffness and environmental stress cracking resistance exhibited by BorPure MB5568, which potentially enables additional cap and closure downgauging with consequent material and production cost savings, as well as contributing to carbon footprint reduction and, therefore, sustainability.
“Cost reduction in bottle production is a key factor in competitiveness for the beverage industry and lowering the volume of material used in caps is a focus element of that initiative,” comments Russell Tew, Borealis marketing manager, Advanced Packaging and Fibre. “BorPure MB5568 has been developed jointly by Borealis and Borouge to positively aid that objective by allowing converters and brand owners globally to further reduce the amount of plastic, which is contributing further to the cost-reduction initiatives taking place in the beverage industry.”
• Dynisco has been selected to receive yet another prestigious award for development of the Vertex® mercury-free pressure sensor. The Environmental Division of the Society of Plastics Engineers presented Dynisco with a 2014 Environmental Stewardship Award on March 14 at the Division’s annual Global Plastics Environmental Conference.
The SPE Environmental Division awards acknowledge “corporations or institutions that clearly demonstrate their commitment to our environment and leadership in sustainability and recycling.” For their environmentally conscious mercury-free sensor, Dynisco is being recognized in “Design for Sustainability” award category.
Winning this award, Dynisco is in impressive company. Other award winners this year include Ford Motor Company, Dow Chemical, Coca-Cola, Arkema, and Wellman Engineering Resins.
A mercury-free approach to pressure sensing has been the plastics industry’s “Holy Grail” for decades. Several companies, including Dynisco, tried alternative approaches but none caught on because of the challenging extrusion application, which can involve caustic and abrasive materials and temperatures as high as 750°F (400°C). Even though mercury is a known environmental hazard, the industry steadfastly resisted attempts to eliminate it.
All that changed, however, with the breakthrough development in 2012 of the Vertex sensor, which contains no mercury, no NaK, no oil, no Gallium—in fact, no fill material of any kind. There is nothing to leak and no disposal concerns. It is also fully compliant with the European RoHS directive.
Vertex registers melt pressure directly through a single, more robust diaphragm, eliminating errors that can arise in sensors with complicated internal structures, transmission fluids and moving push rods. The diaphragm is much thicker than the diaphragms in other sensors. It is made of tough Inconel 718 alloy, which provides a higher level of corrosion resistance than stainless steel and is coated for added protection against abrasion. The sensor wall structure has also been fortified to handle side stresses.
The thickness of the diaphragm and materials of construction make for a highly robust device that can be expected to outperform and outlast other sensors. Dynisco is so confident in the durability of the Vertex sensor that it covers the sensor with an unprecedented four-year warranty. This is significantly longer than any other sensor warranty on the market today, the company adds.
• Instron, a leading provider of testing equipment designed to evaluate mechanical properties of materials and components, conducted in-house studies to show how to overcome factors that influence melt flow test results or cause reduced repeatability.
Melt flow rate (MFR) and melt volume-flow rate (MVR) can normally be obtained with easy and quick test procedures. However, fulfilling all standard specifications can be challenging with some polymers and compounds, resulting in poor repeatability that leads to negatively affected test results. When testing under low-load conditions (less than 2.16 kg / 4.76 lbs), it is not uncommon that during the pre-heating period the sample swells and pushes the piston upwards. As a solution, Instron recommends applying a compacting force that is higher than the test weight. Additionally, a more precise positioning of the weight-lifting device during testing allows the starting position and timing measurements to be set in a way that allows for greater repeatability.
The CEAST MF30 Melt Flow Tester provides the user with increased convenience for easy and accurate measurement of the flow properties of plastics according to ASTM D1238 and ISO 1133. Conforming to strict tolerances with regards to temperature accuracy and stability, specimen quantity, and pretreatment, the system complies with the stringent requirements of the new testing standard ISO 1133-2 for materials sensitive to time-temperature history and/or moisture.
• Emerson Industrial Automation, a business of Emerson, recently announced the appointment of Mr. Joseph Dillon as president of Branson Ultrasonics Corp. In his new role, Dillon has responsibility for overseeing the worldwide operations of Branson, a global leader in customer-focused solutions for plastic joining, ultrasonic metal joining, and precision processing (Branson has more than 1,800 employees and 70 sales and service centers throughout the world). Joe Dillon is succeeding Ed Boone, who has been appointed as vice president, Supply Chain, for Emerson Asia Pacific, Hong Kong.
Dillon joined Emerson in 2000 as a corporate strategic planner of Emerson Electric Company. He has held various managerial positions, most recently, vice president and general manager of Emerson Process Management–Tescom in the Minneapolis-St. Paul, Minnesota, USA, area.
• Novomer Inc., a sustainable materials company pioneering a family of high-performance polymers and other chemicals from renewable feedstocks such as carbon dioxide, has announced several key personnel appointments as part of its focused development and commercialization of a family of high-performance and sustainable polycarbonate polyols for polyurethane applications.
In North America, Novomer has named Michael Nagridge to the position of application development manager and Wayne Willkomm as market development manager. In Europe, Simon Waddington has been appointed market development manager.
Based in Ithaca, New York, USA, Nagridge will be responsible for the direction and management of Novomer’s application development team. He has nearly 25 years of experience in the chemical industry and most recently worked at Israel Chemicals Ltd., Industrial Products, as global support manager for polyurethanes, responsible for technical service and market support for ICL’s flame retardants business. Previously, Nagridge served in Recticel’s urethane performance polymers business and with BASF in their polystyrene and polyurethane systems businesses.
Prior to joining Novomer, Willkomm was a consultant to the polyurethane industry, president of Kryptane Systems, and Tool and Molding Division president of Intrex Corp., and he held various research and marketing positions at Dow Chemical. He has 30 years of experience in the polyurethane industry, including rigid and flexible foams, elastomers, adhesives, and polyurethane dispersions. Willkomm holds a B.S. in Chemical Engineering and Chemistry from Carnegie Mellon University, and a Ph.D. in Chemical Engineering from the University of Minnesota.
Waddington began his career as a chemist in the polyurethane coatings industry and then moved to Switzerland in 1989 to join Dow Europe (Polyurethanes) as a technical service and development engineer for flexible foams. This was followed by various technical roles within Dow for the CASE market before he transitioned to a commercial function responsible for the marketing of Dow’s polyurethane raw materials and systems for CASE applications. He spent two years as marketing manager for the slabstock foam market before returning to the CASE market as a business development manager. He graduated from London’s Brunel University in 1986 with a BSc. (Hons.) in Material Science and Polymer Chemistry.