Injection Molding’s Wild Side: Multi-Process Parts
Multi-shot molding is morphing into hybrid, multiple-process molding
Scroll down to read more
Previous Article Next Article
By Jan H. Schut
The past three to six years have seen an astonishing burst of creativity in new multi-process (or hybrid) injection molding of multi-material durable parts. Ignore the fact that some of these machines aren’t even half injection molding anymore. Big global automotive and electronics companies have jumped onto the new ideas, buying into them even as half-baked R&D prototypes and pushing them forward. The reason is big cycle time and material savings.
Multi-component, or multi-shot, molding is morphing into multiple-process molding. Automotive and durable applications in particular are driving multi-process injection, combining thermoplastic injection molding with a seemingly unlimited number of other processes and materials in one machine—and sometimes even in one mold. The result is completely finished cosmetic parts that are lighter in weight and a lot less expensive.
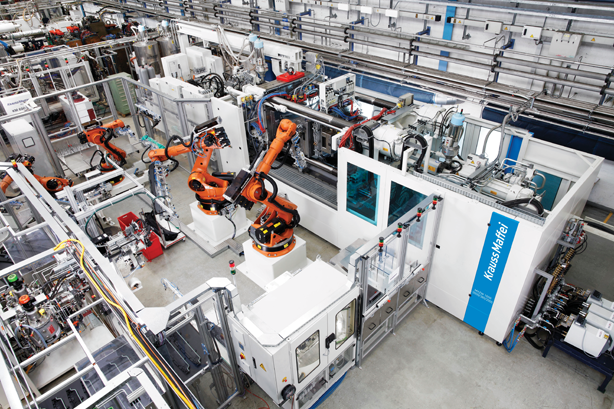
KraussMaffei developed fully automated, three-press SpinForm molding of a complete washing machine door, which inspired even larger multi-shot molding and assembly of flat screen TVs, and cowl panels, shown here.
“Multi-” History
Multi-process molding started with multi-component molding, which has been done for decades to inject different polymers and colors through different nozzles into one cavity, often with a rotating mold or platen. The quintessential multi-shot part is the toothbrush, molded in up to seven shots of different colors and polymers, including rigid polymers and soft-touch elastomers, with highly automated rotating cube molds.
Common multi-shot automotive parts include tail lights, molded for over 20 years on rotating molds with three and four shots of different colored PMMA, and fixed automotive windows, molded for at least ten years with two and three shots of clear and colored PC and integral channels. These parts are a lot bigger than toothbrushes, but the idea is the same. They’re all thermoplastic injection molding.

Molder Georg Kaufmann’s Varysoft instrument panel for Hyundai-Kia may have revolutionized automotive molding by combining injection with vacuum forming and RTM in one Engel machine.
Not so with the latest “multi-process” injection molding technologies, demonstrated at last year’s K Show in Germany and now being commercialized. These parts are really composites more than thermoplastics. They include thermosets, fibers, and foam. More important, they are made by combinations of injection molding with a wide range of other processes including compression, microfoaming, reaction injection molding (RIM), resin transfer molding (RTM), compounding, continuous fiber reinforcement, vacuum forming, PU foam, molded foam beads, and even in situ thermoplastic polymerization.
Individually these technologies aren’t new. They’re often serially combined for low-volume parts. But putting them all together into one automated, high-volume machine is new.
How does any machine builder simulate such complex machine processes and parts? The short answer is they can’t. These machines are often put together by several parties, each an expert in one of the processes, based on know-how. But customers want the processes anyway. Because however dauntingly complex multi-process machines are, they cut cost, cycle time, labor, weight, and variability dramatically.
Early Hybrid Molding
Probably the first multi-process injection molding was direct long-fiber injection molding of automotive front end carriers, developed in-house by French automotive molder Faurecia, headquartered in Nanterre, France, in the late 1990s. The machines were then built commercially for Faurecia by KraussMaffei Technologies GmbH in Munich, Germany, which showed a prototype at K 2001. It replaced forming of GMT glass-filled sheet, which was both expensive and labor-intensive.
KraussMaffei also began combining thermoplastic injection molding with RIM, showing an injection-molded PA6 car seat belt cover with RIM PU coating at K 2004. More recently KraussMaffei combined thermoplastic and thermoset for a two-component cowl for the Peugeot 308 hatchback (European Car of the Year for 2014), molded by Weidmann Plastics Technology AG in Rueti, Switzerland. That multi-process machine included a 550-ton KraussMaffei injection molding machine with three injection units, rotary mold, four robots, and a RimStar mixing and metering machine.

RocTool’s rapid induction heated molds enable multi-shot production of parts with matt and high gloss surfaces, even over woven carbon fiber, without needing subsequent coating (photos courtesy of RocTool).
Multi-process thinking got a big creative boost around 2007, when KraussMaffei presented a complete Miele washing machine door, made automatically. The components were molded in three multi-process injection molding machines and assembled robotically. One press molded the PC front panel on a SpinForm rotating mold, then over-molded it with gray ABS for scratch resistance. Sprues were removed automatically and edges smoothed with hot air and a protective film added. A second press molded structural glass-filled PP around the window glass and fasteners with hinges added automatically. A third press molded interior high-gloss ABS panels. Then the three parts were assembled and glued robotically.
Samsung Electronics Co. saw the part and thought of flat screen TVs. So, Samsung bought large machines from KraussMaffei and Engel Austria GmbH to develop and mold complete flat TV screens on rotary molds. They’re still one of the biggest multi-shot parts made with rotating molds. Tie-bar clearance, within which the mold has to turn, is an issue with big parts. Automotive windows are also being molded with two and three shots of clear PC with dark PC frames and integral channels.
Other multi-shot automotive parts began to use rapid induction heated molds from RocTool S.A. in Le Bourget du Lac, France, and MuCell microcellular foam from Trexel Inc. in Wilmington, Massachusetts, USA, to produce glossy foamed parts in one step, like the cover for an automotive entertainment system molded on an Engel press by Groupe Plastivaloire, Langeais, France, for Johnson Controls GmbH in Germany.
RocTool’s rapid induction heated molds are also used with MuCell microcellular foam in multi-shot production of a BMW 320 dashboard air vent control part, molded by Fischer Automotive Systems GmbH in Horb am Neckar, Germany. The unpainted part combines matt and high gloss surfaces, normally not possible with a foamed part.
Then automotive molder Georg Kaufmann Formenbau AG in Busslingen, Switzerland, developed a process called Varysoft with Engel to make a complete soft-touch instrument panel for partner Hyundai-Kia Automotive Group. When Kaufmann showed Varysoft for the first time at an open house in 2010, the process had three thermoplastic shots: glass-filled ABS/PC substrate followed by foamed TPE and soft touch TPO surface. The concept made a complex finished part, but the steps were still thermoplastic injection molding.
Multi-Process Composite Molding
The commercial Varysoft part for Kia, however, is different. It’s made with two other processes besides injection molding. The soft-touch TPO surface is no longer injected, but vacuum-formed. It starts with TPO film, heated with an IR heater built into the central rotating mold, then vacuum formed to give surface texture. Separately the fiber-glass-filled ABS/PC substrate is injection/compression molded using MuCell microcellular foam, which shortens cooling time, uses about a third less clamp force, and saves about 10% in material. The TPO skin and ABS/PC substrate are brought together in the rotating mold, and the space between them is filled with a shot of PUR foam. Foam is injected with RTM equipment from Hennecke GmbH in St. Augustin, Germany, so the process combines vacuum-forming, thermoplastic injection molding, and RTM foam.
At K 2013, Engel showed a combination of RocTool induction-heated molds and a carbon-fiber-reinforced lightweight construction in molding a case for an electronic tablet. The process started with pre-pressed, woven-carbon-fiber sheets, then over-molded them with high-gloss methyl methacrylate ABS. Rapid heating in RocTool’s induction mold creates a high gloss piano finish even over woven fibers without surface coating.
Another interesting multi-process fiber composite is a continuous fiber reinforced PA6 seat pan molded for a 2013 Opel Astra sedan by Reinert Kunststofftechnik GmbH in Bissingen an der Teck, Germany. It combines two processes. First a precut continuous glass fiber insert pre-impregnated with nylon is heated with an IR heater inside the mold and preformed. Then the mold closes, and the prepreg is over-molded with short-glass-filled PA6 to fill out the part geometry. The composite replaces a stamped steel part, at half the weight.
How far is multi-process molding prepared to go in the future? At K 2013, the Institute of Automotive Engineering of RWTH Aachen University in Germany showed a developmental combination of directional long fiber with in situ polymerized PA6. That wild idea was the subject of a PhD dissertation in 2011 by Lars Fredrik Berg, whose dissertation was chaired by the Fraunhofer Institute of Chemical Technology ICT in Pfinztal, Germany, and co-chaired by Professor Georg Steinbichler, head of research and development at Engel.
Berg used two equal-sized injection units for separate plastification of caprolactam melt with activator and with catalyst. He also developed a special mixing nozzle to combine the two caprolactam melts just before injection into the mold and a modified non-return valve to process ultra-low viscosity melts accurately. The demo at K 2013 molded an athletic shin guard to show the process. First a preform of dry aligned fibers was inserted into the mold cavity. Then the liquid caprolactams were combined and injected into the cavity without disturbing fiber position.
After Berg’s dissertation was finished, Engel continued the R&D, tuning the technology to use a standard injection molding machine. The concept is similar to fiber-reinforced RIM, in which a mold is filled with liquid RIM ingredients, without disturbing the fibers, and then cured. But in situ polymerized glass-filled PA6 is a thermoplastic, not a thermoset, so scrap can be reused. The target market is high-volume thermoplastic composites for automotive.
Auxiliary Injection Units Get Mobile
Multi-shot machines for packaging markets are typically built new as dedicated systems, often for in-house molding. Multi-shot machines for durable applications are more commonly built by adding auxiliary injection units onto an existing press, often at custom molders. Mold builder MGS Mfg. Group, Germantown, Wisconsin, USA, a mold and equipment builder specializing in multi-shot conversions, has installed auxiliary injection units for two-, three-, and four-shot conversions including rotary molds. MGS works primarily with non-automotive industrial applications.
Mold Masters Ltd. of Georgetown, Ontario, Canada, which was acquired last year by Milacron LLC in Batavia, Ohio, builds small E-Multi auxiliary injection units, multi-shot runners, and multi-component conversions. “We’ve done a lot of work recently on automotive key fobs with up to five shots for different colors. From a hot runner point of view, they are very difficult to do because they are close pitched,” explains Bruce Catoen, Mold Masters’ chief technical officer and VP of business development. The company’s iFlow technology specializes in hot runners for multiple small shots. It was used recently to convert a six-injection-unit Engel machine for multi-shot toothbrushes to seven units, using a multi-component linear mold from Zahoransky Formenbau in Freiburg, Germany.
Hybrid Co-Injection
And finally, don’t forget regrind. Co-injection (a.k.a. sandwich molding) is also growing, spurred by high resin prices. “The goal is to save 20% to 30% on material,” says Paul Caprio, president of KraussMaffei Corp. (Florence, Kentucky, USA). “All molders should be evaluating co-injection if they can take advantage of it.”
Co-injection injects two materials through one injection point using a sandwich head. First the skin material is injected, then the core material, followed by the skin material again.
Historically, the two materials are a virgin surface layer and an inner regrind or recycled layer in a comparatively thick-walled part. The technology was promoted for over 20 years by Bemis Company Inc. in Sheboygan Falls, Wisconsin, for a variety of injection molded parts.
However, since 2004 Bemis has combined sandwich molding with multi-shot molding—for example, co-injecting a steering wheel part with a glass-filled recycled PP core and a virgin PP skin without glass, then over-molding the part with a different color and material for a soft-touch surface. For three-shot molding, Bemis typically moves portable injection units from one two-barrel machine to another.
How Multi-Shot Conversion Works
“Converting a single-shot press into a multi-shot press involves the integration of several pieces of additional equipment, based on the tooling technique as dictated by part geometry,” explains John Berg, director of marketing at MGS. “An additional injection unit is required, obviously, to supply the second shot of resin.
“This unit can be mounted vertical to the press, generally on the stationary platen. The vertical vs. horizontal decision is based on [the] second shot size, size of the base molding machine, and molding facility limitations. The secondary injection unit can also be mounted directly on the injection mold, providing the mold is large enough and the shot size is small enough. Support mechanisms can be employed for stability.
“The servo or hydraulic injection unit (depending on customer preference and project needs) requires its own power supply, operator interface, and controller and is integrated into the base machine via standard SPI robotic or Euromap 67 interface. A rotary platen or rotary stack structural system may need to be added to the base machine to enable transition between the first and second shot. The secondary system may require an independent support system for cores and valve gates along with a connection for a rotary platen interface and other required operations, like a vision inspection system, for example.”