Framework for Growth
Compounder Penn Color expanding, investing in R&D
Previous Article Next Article
By Jennifer Markarian
Framework for Growth
Compounder Penn Color expanding, investing in R&D
Previous Article Next Article
By Jennifer Markarian
Framework for Growth
Compounder Penn Color expanding, investing in R&D
Previous Article Next Article
By Jennifer Markarian

Penn Color makes color concentrates, masterbatches and pigment dispersions for a wide range of applications.
Penn Color makes color concentrates, masterbatches and pigment dispersions for a wide range of applications.
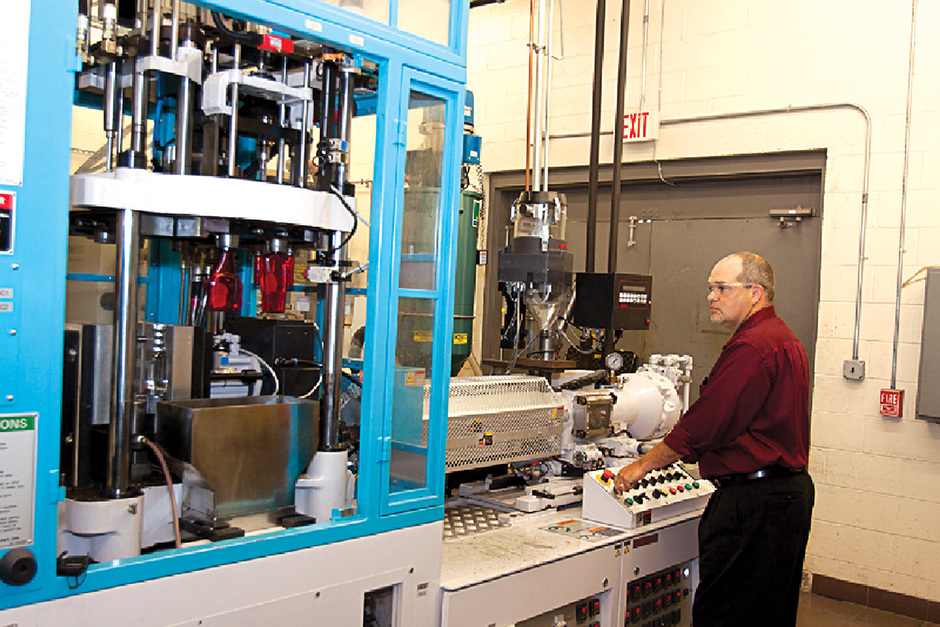
The single-stage blow molder in Penn Color’s processing applications laboratory can produce bottles for physical property testing and to simulate how color will appear in the customer’s part.

Tom Farrell,
VP of Sales & Marketing

Kevin Putman,
Industry Manager - Thermoplastic Products
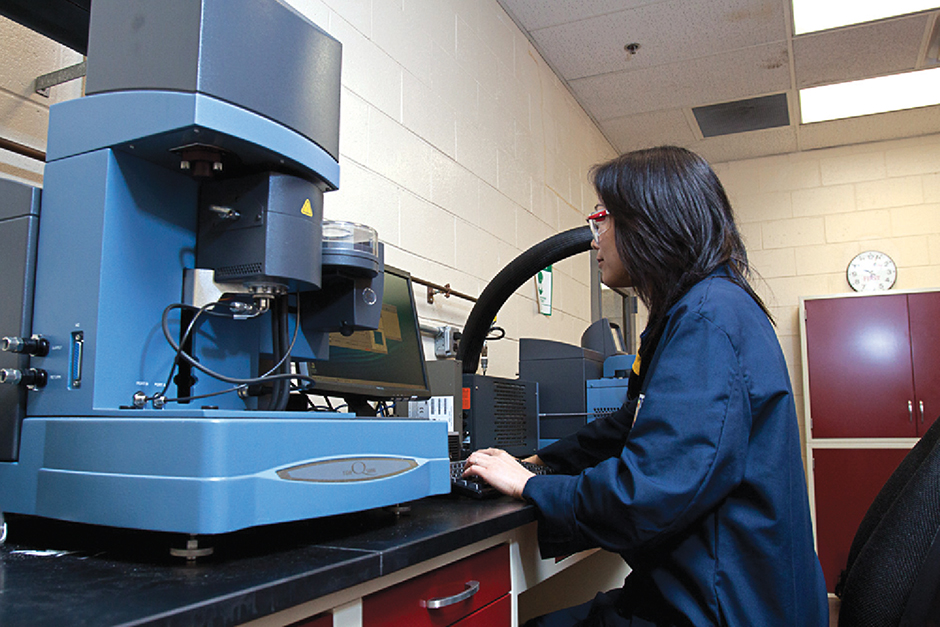
Thermal analysis equipment in Penn Color’s analytical laboratory helps to identify the different components and properties of a formula.

Growing demand for products, fast-changing consumer trends, and more complex regulatory requirements—for a masterbatch manufacturer, this adds up to the need for more technical service and R&D. Penn Color, headquartered in Doylestown, Pa., has been adding to the manufacturing and technical capabilities that it needs to support its color and additive masterbatch customers and its goal for annual growth of at least 10% per year.
In late 2015, the company nearly doubled manufacturing capacity at its plant in Venray, The Netherlands, and expanded lab and product development capabilities there. This year, at its Hatfield, Pa., technical and manufacturing complex, Penn Color is expanding manufacturing and warehouse space, as well as its technical capabilities, while also building a new global technology center. The privately owned company has additional manufacturing facilities in the U.S. and India, plus a research and development lab in China. Plastics Engineering visited Penn Color’s headquarters to find out what is driving its expansion.
As Penn Color’s customer base continues to globalize and expand into new regions, the company has followed its customers in their global expansion. “Our business has been built on long-term partnerships,” says Tom Farrell, Vice President of Sales and Marketing at Penn Color. The company’s global manufacturing and technical facilities support the growth and expansion of these multinational customers.
Custom color concentrates have been Penn Color’s core plastics market for 52 years, but specialty additive concentrates is a growing area. “We entered this space about six years ago, and added R&D and analytical capabilities to accelerate our growth,” says Kevin Putman, Industry Manager, Thermoplastic Products, at Penn Color. “Now we need more space for the equipment and personnel to support this business.”
The company places a high value on R&D. Of its 700 employees globally, about 20% are in a technical function, either product development (R&D) or quality control (QC). “Our average employee has been here over 18 years,” adds Putman. “They bring a wealth of experience in running processing and laboratory equipment.”
Serving packaging markets
Packaging is a growing, dynamic global market with increasingly complex requirements, including tight controls on what goes into the packaging materials. While all of Penn Color’s plants are ISO 9000-certified, its Milton, Wis., facility has taken the significant step of working to earn ISO 22000 certification to support its global food and beverage packaging customers, as well as pharmaceutical and medical packaging markets. ISO 22000 includes certification to FDA good manufacturing practice (GMP) standards, such as cleaning procedures and record keeping. ISO 22000 also requires hazard analysis critical control point (HACCP) capability, which requires that any potential hazard to food safety (a contaminant in a raw material, for example) have prevention measures in place. “We hope to have achieved certification by the end of 2016 in our Wisconsin facility. Next we’ll work on applying for ISO 22000 for our facility in the Netherlands,” Putman says.
Packaging is also “front and center of the sustainability issue,” Putman points out. On one hand, disposable packaging may be viewed as a problem that contributes to litter and landfills. On the other hand, packaging reduces food waste. One trend is that “brand owners want to extend shelf life and/or increase protection from degradation by oxygen or light,” explains Putman. Penn Color’s additive concentrates play a role in enhancing package functionality.
Design center enhances speed to market
In today’s fast-paced packaging, consumer goods and other markets, getting a product to market quickly is increasingly important. To get fast answers for its customers and speed its own development, Penn Color has added processing equipment and analytical instrumentation over the years. As a result, it has outgrown its existing technology center in Hatfield, which was built in 1999. The company plans to break ground in August 2016 for a new 30,000-sq.-ft. technology center that will feature a design center and a process applications lab. The new center is expected to open in early 2017.
Penn Color’s current processing applications lab contains a wide array of plastics processing equipment to produce bottles, closures, cast film, sheet (both cast and extruded), cellular profiles, synthetic fibers, and tubing. “Our goal is to, as closely as possible, simulate the customer’s process to best determine how a color will appear and how our product will impact the properties of our customer’s part,” says Farrell.
This in-house processing capability cuts the iterative design process down from months to days. Farrell explains, “Rather than mailing color chips and concentrate samples, we can instead take concepts to finished part while the customer waits. On the blow molding machine, for example, we can produce a different look every half-hour.”
When the new facility is completed, Penn Color will have space to add multilayer, blow molded bottle capability. “We see growth in multilayer bottles. These packages allow use of higher levels of recycled material. With a multilayer bottle, we can see how changes to the inner layer affect color or gloss, for example,” says Putman.
Testing services
Penn Color has a full array of color matching, accelerated weathering, rheological and physical testing capabilities. The company also has an unusually large range of analytical instruments for thermal analysis, chromatography and spectrophotography, including MDSC, TGA, GC/MS, GPC, HPLC, and UV/VIS/IR spectrophotometers.
“Our analytical capabilities are an important service. Multiple types of analytical equipment allow us to do a more detailed analysis to get the full picture – whether it is developing a formula to meet a customer’s need or solving a customer’s problem,” says Farrell.
The company purchased a Fourier transform infrared (FTIR) spectrometer in 2015. “FTIR is a quick, non-destructive test that can be used to triage a problem. It can identify the ‘fingerprint’ of components and distinguish whether there are any unexpected contaminants in a material,” explains Putman.
These techniques are also used for quality control on its incoming raw materials and outgoing products. “Regulatory restrictions keep getting tougher. It used to be we needed to measure lead and cadmium, but now we need to measure all kinds of metals down to the part-per-billion level,” says Farrell. Penn Color added ICP-OES to its lab to obtain this accurate elemental analysis.
After the new tech center is completed, the company plans to restructure the existing building to provide more and better space for its analytical labs. It then intends to get these labs ASTM certified to provide both internal and external analytical services.