Cantoni’s original Inject2Blow technology injected preforms and blew bottles in two stages. The latest technology is single-stage. A sliding table removes the bottom of the preform mold, then cores move forward to mold small bottles or jars without side seams.
Cantoni’s original Inject2Blow technology injected preforms and blew bottles in two stages. The latest technology is single-stage. A sliding table removes the bottom of the preform mold, then cores move forward to mold small bottles or jars without side seams.
‘DLC’ Surface Hardening for Aluminum Molds
Aluminum production molds have grown in automotive applications for 10 years, ever since Alcoa Inc. in New York (www.alcoa.com) introduced QC-10 hardened aluminum alloy for molds in 2005. QC-10 starts with 22-23 Rockwell C hardness, but hardens with use to 27. The big advantage of aluminum is 50-70% faster cycle time because aluminum has five times higher thermal conductivity than P-20 steel and eight times higher thermal diffusivity. Aluminum molds don’t need conformal cooling because aluminum conducts heat so fast. They’re also less expensive than steel and “can be machined 10 times faster, which reduces lead times,” says Brian Parent, president and CEO of aluminum mold maker DRS Industries Inc., Holland, Ohio ( www.drsinc.com).
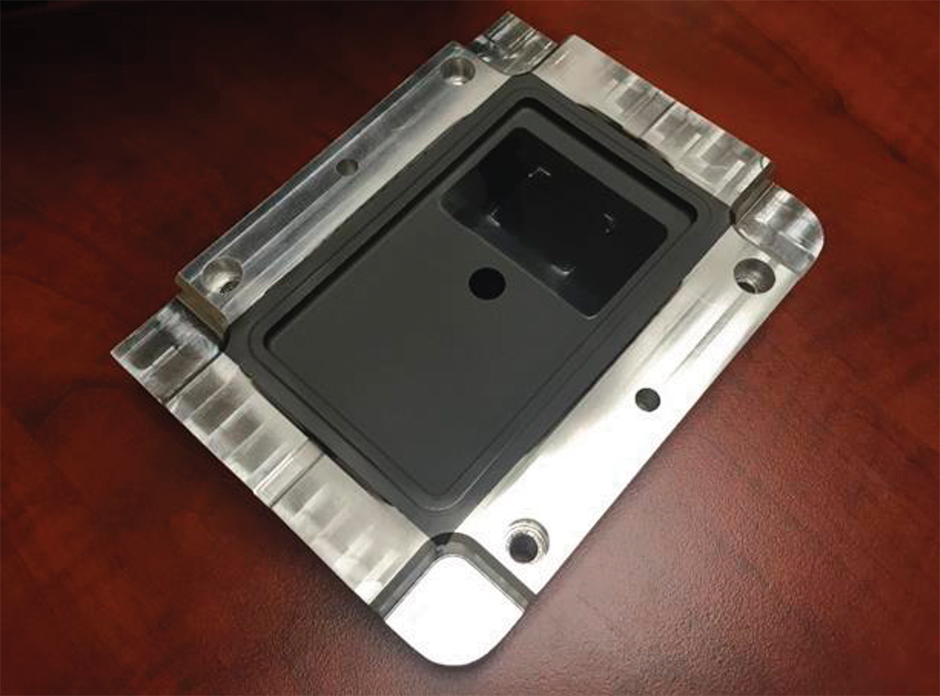
United Protective Technologies applies a flexible DLC (diamond-like carbon) nanocoating to aluminum molds with 10 times greater surface hardness, going from 27 Rockwell C hardness to as much as 3000 Vickers hardness for molding abrasive glass-filled resins.
But aluminum molds wear out faster than steel, especially with abrasive glass-filled resin, unless they’re surface hardened. United Protective Technologies LLC, Locust, N.C. ( www.upt-usa.com), which started in 2002, makes a flexible, diamond-like carbon nanocoating called SPEC-P51+, originally developed for the military, but now used to coat aluminum and steel molds. SPEC-P51+ is applied at low enough temperature (300° F) not to damage the aluminum alloy, though the service temperature of the coating is up to 900° F.
The patent-pending technology produces an ultrathin, 3- to 5-micron, nanocomposite coating of carbon, sourced from gases and elemental dopants like hydrogen, fluorine, silicon and tungsten for performance. The hybrid technology uses physical vapor deposition and plasma-enhanced chemical vapor deposition to crack the gases inside a plasma sheath and apply their molecules to attach to the mold. The coating raises aluminum’s surface hardness from 27 Rockwell C to as much as 3000 Vickers hardness (well above the Rockwell C scale) and also improves release properties. United Protective is also now testing its DLC coating on additive manufactured nylon molds for a customer.
‘DLC’ Surface Hardening for Aluminum Molds
Aluminum production molds have grown in automotive applications for 10 years, ever since Alcoa Inc. in New York (www.alcoa.com) introduced QC-10 hardened aluminum alloy for molds in 2005. QC-10 starts with 22-23 Rockwell C hardness, but hardens with use to 27. The big advantage of aluminum is 50-70% faster cycle time because aluminum has five times higher thermal conductivity than P-20 steel and eight times higher thermal diffusivity. Aluminum molds don’t need conformal cooling because aluminum conducts heat so fast. They’re also less expensive than steel and “can be machined 10 times faster, which reduces lead times,” says Brian Parent, president and CEO of aluminum mold maker DRS Industries Inc., Holland, Ohio ( www.drsinc.com).
United Protective Technologies applies a flexible DLC (diamond-like carbon) nanocoating to aluminum molds with 10 times greater surface hardness, going from 27 Rockwell C hardness to as much as 3000 Vickers hardness for molding abrasive glass-filled resins.
But aluminum molds wear out faster than steel, especially with abrasive glass-filled resin, unless they’re surface hardened. United Protective Technologies LLC, Locust, N.C. ( www.upt-usa.com), which started in 2002, makes a flexible, diamond-like carbon nanocoating called SPEC-P51+, originally developed for the military, but now used to coat aluminum and steel molds. SPEC-P51+ is applied at low enough temperature (300° F) not to damage the aluminum alloy, though the service temperature of the coating is up to 900° F.
The patent-pending technology produces an ultrathin, 3- to 5-micron, nanocomposite coating of carbon, sourced from gases and elemental dopants like hydrogen, fluorine, silicon and tungsten for performance. The hybrid technology uses physical vapor deposition and plasma-enhanced chemical vapor deposition to crack the gases inside a plasma sheath and apply their molecules to attach to the mold. The coating raises aluminum’s surface hardness from 27 Rockwell C to as much as 3000 Vickers hardness (well above the Rockwell C scale) and also improves release properties. United Protective is also now testing its DLC coating on additive manufactured nylon molds for a customer.

Creativity is popping in injection mold technology. New functions are happening inside molds like blowing small bottles, plasma treating parts, and vacuum forming textures in surface film. Advances in local heating and cooling include new induction heaters and zoning and wildly imaginative conformal cooling channel shapes that are much more efficient than round channels.
Surface hardening with diamond-like carbon (DLC) nanocoatings can protect aluminum and steel molds against even abrasive glass-filled resins. And in high-automation molds, several recent developments introduced as concepts a year or two ago are now commercial.
NEW IN-MOLD FUNCTIONS
Two mold makers are introducing new molds that shape preforms and blow small bottles and jars on injection molding machines. Foboha (Germany) GmbH in Haslach (www.advaltech.com) has developed a new cube mold to injection blow small bottles, scalable for up to 96 cavities. It’s believed to be the first cube for bottles. Foboha developed it with packaging blow molder Alpla Werke Alwin Lehner GmbH, Hard, Austria (www.alpla.com), to replace glass bottles for an Asian customer, but it could also mold baby bottles and jars. (Note: Bristol, Conn.-based Barnes Group Inc. said in mid-July it was buying the Foboha business from Adval Tech for $136 million.)
Foboha plans to demonstrate the development at the K Show in October with an eight-cavity mold on an e-motion all-electric injection molding machine from Engel Austria GmbH, Schwertberg, Austria (www.engelglobal.com/at). Station one injects preforms; station two has an insulated cover to keep them warm; station three blows the preforms into bottles; and in station four a six-axis robot unloads and orients the bottles onto a conveyor.
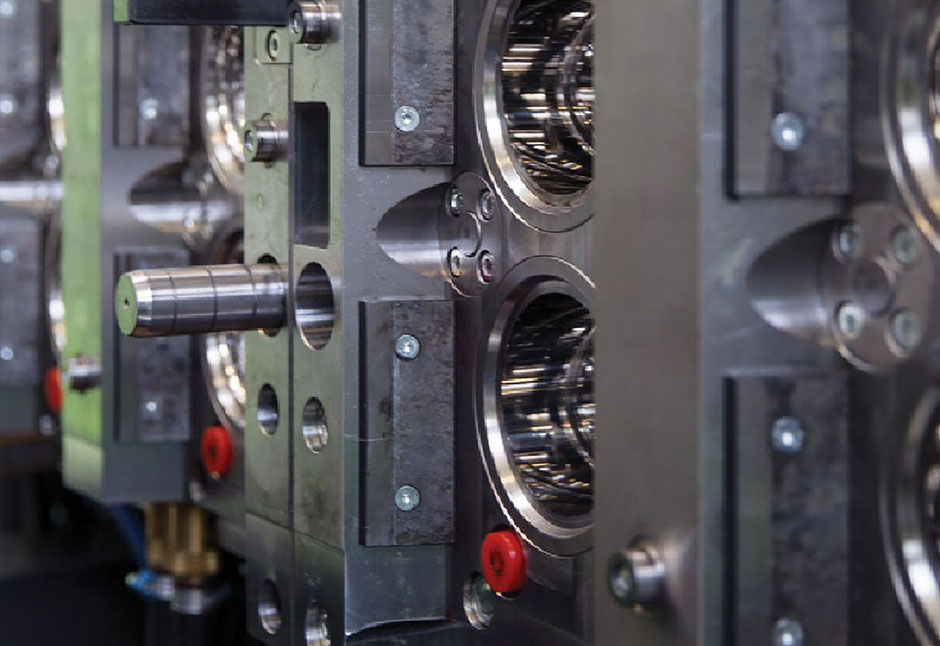
Italian mold builder Cantoni Srl in Abbadia Lariana (www.cantoni.biz), which introduced its Inject2blow technology for bottles in 2012 with a sliding table and two stations, built a new single-station Inject2Blow mold a year ago. It still uses Cantoni’s sliding table, but between molding preforms and blowing bottles, the tool doesn’t open. The new Inject2Blow technology first molds preforms. Then the sliding table removes the lower half of the preform mold, while a core back moves forward to shape the bottoms of the bottles.
Bottles are blown, cores pull back, and bottles are discharged. Because the mold opens unconventionally off the bottom of the bottles, it forms containers without side seams. It blows small bottles or jars up to a few ounces with up to 96 cavities. The blow ratio is usually 1:3, Cantoni says. Mold sections are modular, allowing for easy change of bottle shapes. Cantoni built the first single-stage Inject2Blow mold for Olcott Plastics Inc., St. Charles, Ill. (www.olcottplastics.com), which has exclusivity in North America for wide-mouth jars. Both generations of Inject2Blow molds run on tiebarless Engel injection molding machines.
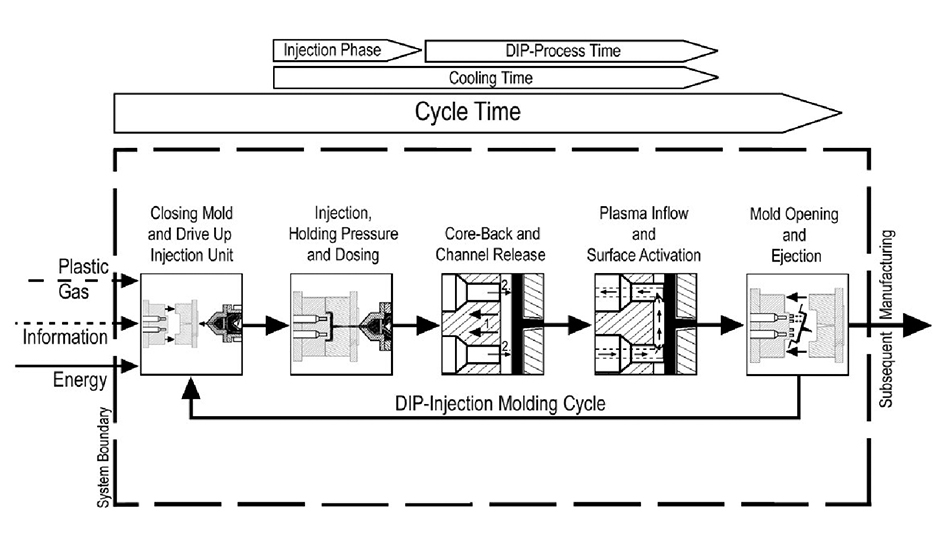
Germany’s University of Paderborn (www.ktp.uni-paderborn.de) introduced in-mold plasma treating at SPE’s ANTEC 2016 conference in Indianapolis in May. It developed the process in partnership with Plasmatreat GmbH, Steinhagen, Germany (www.plasmatreat.com). The technology integrates plasma jets into the core back of a test mold for a flat panel with a narrow channel for a gasket. Plasma nozzles are retracted in the core back during the injection shot to protect nozzle openings from melt. After the shot, the cores pull back, creating space for the gasket.
Plasma nozzles extend into the space and inject nitrogen plasma gas, activating the surface of the substrate in the channel area for up to 500 mm. That’s “a much larger distance than previous uses of atmospheric plasma,” says the University of Paderborn report. The process successfully activated HDPE, LDPE, PP, PA6, and PC/ABS substrates. The next stage is to test the technology in near-production conditions with two-component injection molding. Previous integration of plasma into injection molding used CNC-mounted jets to treat parts resting in an open mold, so it’s repeatable, but adds cycle time.
Adding vacuum to venting in injection molds isn’t new, but putting vacuum onto very large injection molds is unusual. MGS Manufacturing Group, Germantown, Wis. (www.mgstech.com, www.multishot.com), has built auxiliary vacuum units for injection molds for more than 10 years, but recently designed and built a new Large Capacity Vacuum model for very large automotive parts with a 120-gallon vacuum tank, which MGS believes is the largest ever for injection molding. Molds with vacuum need special plumbing and controls installed on both platens. Removing atmosphere allows large or deep molds to fill more easily and assists with multi-component molding. With two components, if the first shot is the outside of a part, vacuum removes atmosphere as the seal surfaces of the mold touch, but before the mold closes completely and before the second shot.
One new process needing vacuum on large injection molds is “In-Mold Graining” of film directly within an injection mold, which Engel will present at the K Show. The mold, built by Georg Kaufmann Formenbau AG, Busslingen, Switzerland (http://www.gktool.ch/en), is the first to grain and mold in the injection mold, allowing much thinner film to be used than before. Graining was previously done in a separate vacuum mold, using heavy-gauge roll stock or cut blanks, preheated, vacuum formed, and moved into an injection cavity with needle grippers. The IMG demo uses thin DecoJect film from Benecke-Kaliko AG, Hannover, Germany (www.benecke-kaliko.com). It’s heated with an infrared radiator in the gripper, which pulls the film into the mold.
Film is vacuum formed against the female mold half as the gripper/heater moves out of the mold. The leather grain is in a porous nickel shell, applied by Galvanoform Gesellschaft für Galvano Plastic mbH in Lahr, Germany (www.galvanoform.com). The nickel shell is too delicate to withstand high injection pressures (over 300 bar), so the part is back-filled with foamed PP at lower pressure using MuCell technology from Trexel Inc., Wilmington, Mass. (www.trexel.com). The part is then punched out in the mold, robotically removed, and laser trimmed off line. Cycle time for IMG is a few seconds longer than for off-line vacuum graining, but IMG allows much thinner surface films (0.3-0.5 mm) for large automotive parts such as interior door and instrument panels.
ADVANCES IN HEATING AND COOLING
Several new mold technologies refine zoned heating and cooling. RocTool S.A., Le Bourget du Lac, France (www.roctool.com), which offers electro-magnetic induction-heated molds for rapid heating and cooling, presented at NPE 2015 a concept for zoned induction heat and actually demonstrated a mold with two induction zones, without announcing that the technology was commercial. RocTool has built four commercial molds with three induction zones, and more zones are possible. Zones provide the right temperature locally for features such as high-gloss, low-gloss or thin-walled areas, while keeping heat even across the two mold halves. Simulation of the right induction level is done in-house with thermal analysis using Metaphysics Modeling Software from Comsol Inc., Burlington, Mass. (www.comsol.com).
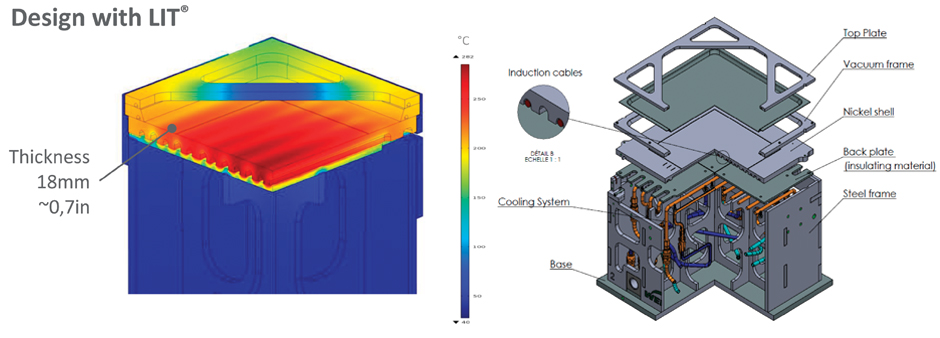
Different zones use different levels of induction current, not on/off temperature control, because induction heats and cools so rapidly. Induction zones can be made of different magnetic steel alloys, which heat to different temperatures ranging from 500 to 700° F with the same induction source or can use RocTool’s patent-applied-for bypass (U.S. Pat. Applic. #2014183178) to supply less current to some zones than to others. RocTool also has three induction technologies to choose from: its original “cage system” of inductor coils installed behind a mold cavity; 3iTech (integrated internal induction) technology (U.S. Pat. Applic. #20120128809); or a new LIT (light induction technology), developed in house over the past three years.
LIT, introduced in March, has very thin panels—about 18 mm thick with induction cables built directly behind the mold surface vs. 60 mm thick for 3iTech molds. A vacuum box replaces the second mold half, applying pressure through a membrane-like, vacuum-assisted Resin Transfer Molding or RTM Light. So LIT doesn’t need as much energy or capital investment as either injection molding for thermoplastics or autoclave for thermosets. The first LIT mold was built out of nickel for low/medium temperature (up to 250° C) for thermoplastics or thermosets with three-minute cycles. RocTool is also developing new patent-applied-for rapid mold cooling with gas (U.S. Pat. #9248598) for complex mold shapes.
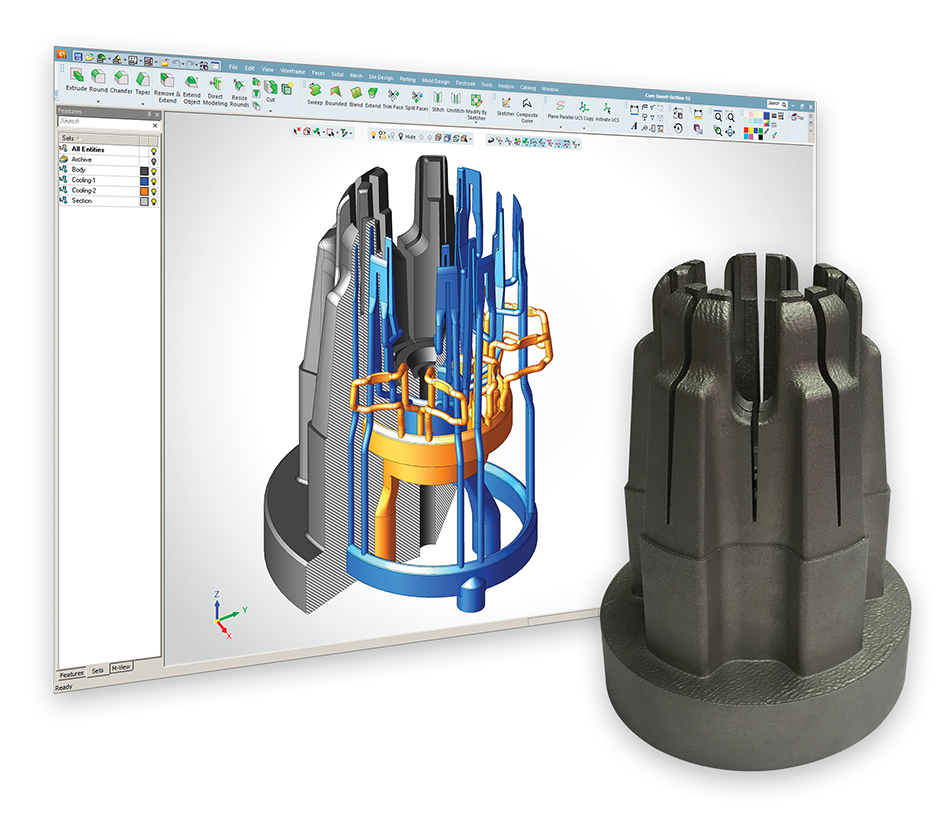
Another way to improve cooling of complex molds is conformal cooling lines that follow deep shapes like inside Lego blocks. Conformal cooling channels are made by metal-powder-based additive manufacturing and have been used to reduce distortion in deep geometries and shorten cycle time since the 1990s. “But people are more selective now about how to use it,” explains Patrick Dunne, v.p. of advanced
applications at 3D Systems Corp., Rock Hill, S.C. (www.3dsystems.com). “Mostly I see small inserts for long draw parts with finer features. The life-cycle value you get back is faster unit cycle times.”
Recently two big makers of additive manufacturing machines for metal molds, 3D Systems and EOS GmbH, Kraillingen, Germany (www.eos.info), streamlined the process for designing and building inserts. Both offer two sizes of additive manufacturing machines for metal mold building. A year and a half ago 3D Systems added modeling of conformal cooling channels to Mold Design in its Cimatron E13 software, automatically maintaining setback from mold surfaces and distance between channels, then analyzing cooling. Additive manufacturing can build channels in any shape, not just round, to increase surface cooling area. Cimatron and 3D Systems, for example, have designed and built molds with channels that go from round tubes to capillaries to increase cooling in hard to reach areas, and then back to tubes.
Bastech Inc., Dayton, Ohio (www.bastech.com), a Gold Level reseller for 3D Systems and service bureau for rapid tooling, is having a field day with imaginative cooling channel design. In April Bastech presented simulations at the AMUG 2016 conference (www.additivemanufacturingusersgroup.com) in St. Louis, Mo., of the efficiency of different cooling channel shapes, comparing square, diamond, tear drop, triangular tear drop, and triangular channels. Perimeter x channel length = surface area, so for channels with the same length and volume, a longer perimeter means more surface area and better cooling.
Bastech’s simulation showed that round channels with a 1.374-inch perimeter were the least efficient shape. Tear drops had a 1.454-inch perimeter; squares a 1.474-inch perimeter (rotating the square into a diamond shape has the same perimeter but is structurally stronger in a mold); triangular tear drops a 1.574-inch perimeter; and triangles a 1.587-inch perimeter. So triangular channels are 16% more efficient than round. More importantly, triangular channels have a long flat surface that can parallel the mold surface.
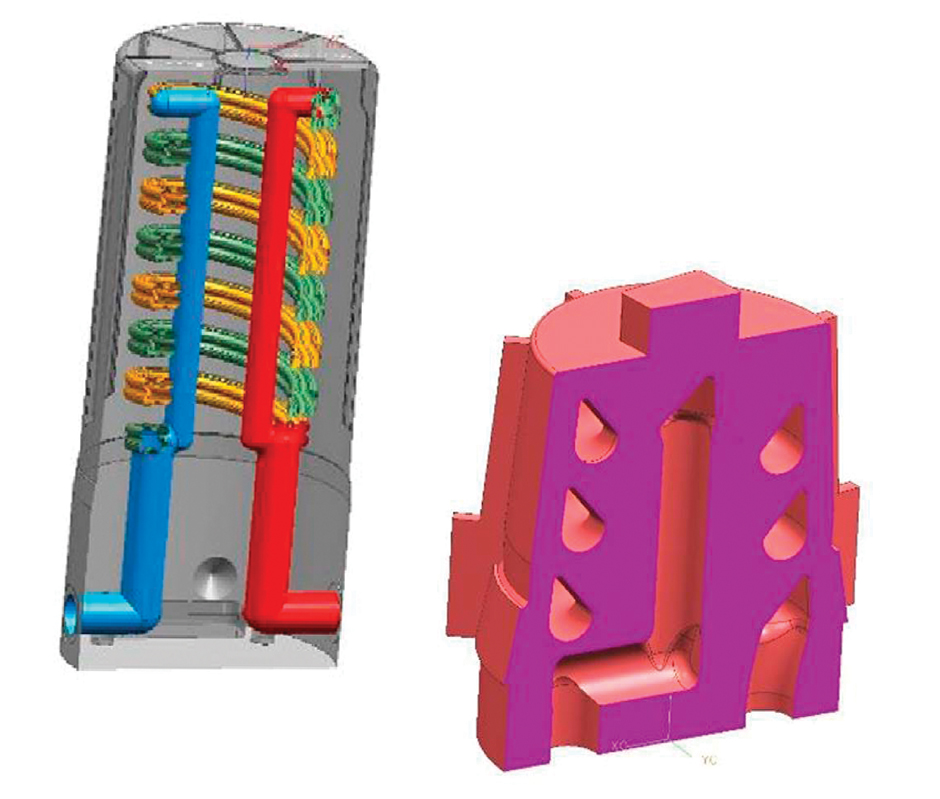
The most complex conformal channels that Bastech has built so far were done this year for an in-house promotional product – hot or cold drink “Sleevz.” The deep mold core is cooled by two intertwined helical flow channels with X-shaped cross sections for even more surface area than triangles. The supply side channel splits to start one helix at the base of the core and the other helix and the top, creating counter flow. Splitting the flow in two also keeps channel length shorter and temperature more even. The helical channels reconnect into the return line to exit the core.
GF Machining Solutions, Schaffhausen, Switzerland (www.gfms.com), formerly GF Agie Charmilles, partnered with EOS to integrate EOS’s additive manufacturing seamlessly into GF’s tool making process by combining EOS’s M 290 metal-powder-based additive manufacturing machine with a build area of 250 x 250 x 325 mm with GF’s System 3R for mold building using a reference plate for positioning. First the mold or insert is additive manufactured with cooling channels and a reference plate. Then the mold goes to GF’s Mikron 5-axis, high-speed milling machine to cut the parting line, outer flat surfaces, and cavities, after which it goes to wire electrical discharge machining (EDM) to cut off the reference plate when no longer needed. The new system, called Agie Charmilles AM S 290 Tooling, is being introduced in the U.S. this summer. It can also start with a block of conventional tool steel and build conformal cooling sections directly onto it, saving build time and metal powder consumption. There are three AM S 290 machines in beta testing, including one in California since June.
Over the past two years a maker of aluminum molds, Unique Tool & Gauge Inc., Windsor, Ont. (www.unique-tool.com), also developed in-house software for rapid mold design and cooling analysis. The software runs inside Moldex 3D in Moldflow software from Autodesk Inc., Mill Valley, Calif. (www.autodesk.com), to do fill and cool analysis for Unique’s customers based on their existing molds. All the information on the customers’ molds—height, water lines, hydraulic locations, knock out plates—is already in the program. “We can run Moldex 3D faster than Moldflow runs,” says Darcy King, president and CEO of Unique.
NEWS IN AUTOMATION
Plastisud S.A. in Castelnaudary, France (www.plastisud.com), showed its Injection/Compression stack mold for thin-walled packaging for the first time in the U.S. at an open house at KraussMaffei Corp. in Florence, Ky., in May. It featured a very fast 0.1-second injection time and 5-second total cycle time. Plastisud, which first introduced its patented technology at Fakuma 2015, says the 4 + 4 stack mold uses “individual stack centering devices to ensure exact part weight.” Plastic is centrally injected into an open mold, then compressed as the mold closes, forming very thin walls, comparable to thermoforming but with more even wall thickness. It saves roughly 20% in part weight for food and other packaging.
Also for precision molding applications, Mold-Masters, Georgetown, Ont., the hot-runner and process-controls brand of Milacron LLC (www.milacron.com), has developed individually controlled valve gates on nozzles, driven by individual stepper motors. The firm introduced Stepper Electric Valve Gates, or SeVG, in June. An encoder on individual stepper motors lets the controller on the injection molding machine profile the speed at which each valve gate opens and closes.
“It is more and more critical not just to control when valve gates open and close, but how fast,” explains Bruce Catoen, CTO of Milacron. “If there is any imbalance in flow, shear or fill pressure, the SeVG can compensate by changing the speed of valve gate opening or the time at which the valve gate opens in a particular cavity.” Milacron previously introduced its E-drive servo electric gate opening technology, which opens all gates at once by activating a plate that moves all valve pins together.
In micro molds, Wittmann Battenfeld GmbH, Kottingbrunn, Austria (www.wittmann-group.com), has just developed a true two-component, micro-molding machine, which combines two micro injection units in one housing. It expects to be introduce the technology at the K Show.
Battenfeld previously showed two-component molding of a small medical part with micro features at the K Show in 2013, but that was done by connecting two MicroPower machines and transferring a part from the mold in one machine to the mold in the other for overmolding. The new two-component, micro-molding machine “responds to market demand for higher-complexity micro parts,” says Martin Philipp-Pichler, MicroPower product manager at Battenfeld.
Zahoransky Formenbau GmbH, Freiburg, Germany (www.zahoransky.com), which builds complex rotating, multi-component molds, is bringing similar insert transfer technology to more conventional injection molds. Introduced two years ago at Fakuma 2014 for toothbrushes, the automation is called SCPS (servo cavity positioning system) Light. The system sorts and orients inserts and puts them into parts outside of the cavity without adding cycle time. The first shot is injected; then a carrier bar slides out of the cavity with the parts. Inserts are put onto the parts, and the carrier bar moves the sub-assembly back into the mold for the second shot to attach the inserts. The most complicated SCPS Light mold so far was built this year for two components and a plastic insert for a personal care or medical product. The largest SCPS Light mold Zaharansky has built to date has 24 cavities.
G.B. Boucherie N.V., Izegem Belgium (www.bouchere.com), which introduced its Flexi-Cube high-output, servo-transfer technology two years ago, has a Flexi-Cube in commercial production in the U.S. and several under construction in Belgium for specialty closures, consumer and medical applications. Flexi-Cube multi-component molding rotates different stations on servo-transfer arms around a fixed central cube, creating much less wear than a rotating cube and reportedly offering more part design flexibility for multi-shot parts. Flexi-Cube molds are built of 420 steel.