

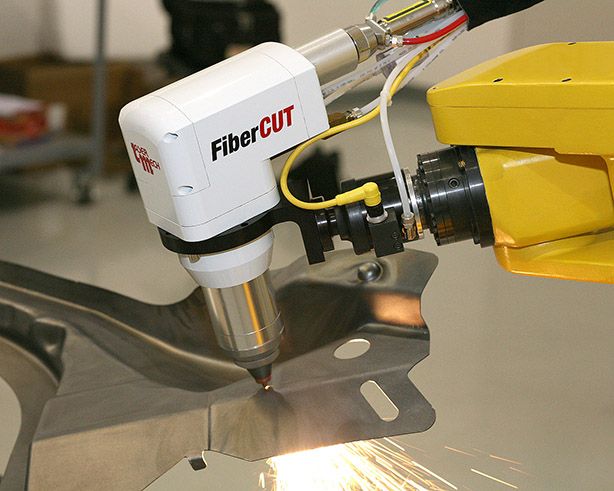
Retrofits can include new laser heads for robots.

Retrofits can include new laser heads for robots.

A new laser source, such as this one from IPG, can also be part of a retrofit.

A new laser source, such as this one from IPG, can also be part of a retrofit.
Laser Mech offers many types of solutions for cutting, cladding or welding using various types of laser resonators.
Laser Mech offers many types of solutions for cutting, cladding or welding using various types of laser resonators.

Laser Mech offers many types of solutions for cutting, cladding or welding using various types of laser resonators.
Laser Mech offers many types of solutions for cutting, cladding or welding using various types of laser resonators.
When a laser system's wall plug efficiency can go from three percent to 30 percent, this change could represent a large enough energy and cost savings to allow the retrofitting of an older laser system with a new resonator.
When asked why companies look at retrofitting lasers, Tom Kugler, fiber systems manager at Laser Mech, says, "Generally companies are retrofitting older style lasers that are less efficient or are more difficult to integrate into their systems. And the biggest change has been getting rid of the old YAG lasers and going to fiber, disk and direct-diode lasers."
By replacing an older YAG laser with a new continuous wave one-micron laser, companies can rid themselves of the need to replace short-term consumables such as flashlamps, Kugler adds.
"These older YAG lasers have been developed and brought to a level where they offer a long lamp life that's maybe 2000 to 5000 hours. But it pales in comparison to the 100,000 hour service that a fiber or disk laser offers.
"And then the other issue is efficiency. They offer less electrical consumption. The best efficiency you can get from a YAG laser is around three percent of the energy that's put into it being taken out of it. Using a fiber or disk laser you can get 30 percent or more. Also you don't need to service anything after every several thousand hours of use, which makes a huge difference in wanting to retrofit an older system.
"These new lasers also offer better beam quality. They are more focusable. So there's really no part of this new technology that has a downside to it. You gain all this robustness along with efficiency, and you gain a better laser that's more focusable than what you started with," he says.
Brad Trees, sales manager for Precitec mentions, "There are several flat-bed sheet cutting machine providers that are in the process of converting or already have from CO2 to fiber laser sources and Precitec is seeing direct sales for new cutting heads and sensor inserts for this business. We have also been directly involved with the retrofitting of older CO2 or lamped-pump YAG lasers to fiber laser technology regarding laser welding applications. These applications, in the example of gear welding operations, were primarily all CO2 at one time. The Chrysler Kokomo Transmission plant has migrated from CO2 resonators to fiber-laser resonators, and we were fortunate enough to be there in the beginning of this conversion, providing the laser welding heads suitable for use with the fiber lasers, along with the laser weld monitoring equipment necessary for capturing process changes which adversely affect weld quality.
Kugler adds, "We've seen some retrofits from a CO2 laser to a one-micron fiber laser, but this tends not to be the case. Companies will keep these machines running, but their new machine will be a fiber laser and not a CO2. Some customers are now looking at retrofitting perhaps what was a plasma cutting system and making it into a fiber-laser cutting system. Because now with the fiber optic delivery system, they can route the fiber onto the carriage that moves the cutting head and replace the plasma head with the laser cutting head.
"This is quite easy to do with today's mechanics and controls, the only proviso is the safety because of the one-micron fiber laser."
Kugler also mentions that it's in the automotive manufacturing industry that tends to retrofit its lasers because of the cost savings of the fiber laser.
"They will use these lasers because they get a reduced footprint. They are easier to integrate than other types of lasers they have, and they offer a lower cost of ownership," he says.
He adds, "But we are also seeing this happening in the mom-and-pop-style laser cutting shops. If someone has two or three CO2 cutting machines and they want greater capacity, they might go to a fiber laser. They want the cost savings just like any other user."
One of the largest suppliers of one-micron fiber lasers is IPG. Mike Klos, general manager, says his company will also do retrofits. "There is a list of criteria that we have. We are never going to do an entire automotive laser line. This is something that a company like Comau does. They would have a group of dedicate professionals that would take on the job of changing out an entire line to do a laser retrofit or integration. And this could involve laser welding, heat treating, brazing or cladding."
When IPG mentions that they would offer to do a laser retrofit, it would be something like retrofitting a couple of lasers on an automotive manufacturing line, because everyone else turned it down, and it wasn't rebuilding anything, says Klos.
"In one instance we took older 3kW YAG lasers out of service and replaced them with our laser resonators and Precitec upgraded the heads. It was a pressure welding line for automotive car-roof lines, and it had to be done within two weeks. Our lasers ended up taking up one third of the footprint of the other lasers, and the room no longer had to be air-conditioned. We did this because there was no major equipment that needed to be redone.
"We also did a big CO2 laser conversion for General Electric. It was used to weld cylinder heads. They were using a 25kW CO2 laser and we replaced it with a 15kW fiber laser. This saved them power consumption and space."
Although Klos says that it’s more likely that an integrator would be used for retrofitting laser systems instead of IPG directly, they would work both with the OEM and the integrator but on a case by case basis. They would not compete with the integrators who use their resonators, but would work with them when they had an installation that needed IPG's expertise.
Ancillary equipment for laser integration
Along with upgrading the laser system from either a YAG or CO2, new heads and fiber delivery systems are needed to compete the installation. The two companies mentioned here, Precitec and Laser Mech, are two that have the equipment and expertise to help an integrator complete an installation. Often these companies' laser heads are used by OEM-laser-system manufacturers.
Trees says, "For 40 years now, our German parent company has been providing laser cutting and welding heads to the industry. More recently within the last decade, we have added additional products such as laser cladding heads and heads that can be used for heat treating. We offer laser processing heads covering the full range of laser powers, from under 100W up to 20kW, for all types of applications covering a multitude of industries and markets. In fact, some of our laser welding heads have undergone successful trials with powers up to 30kW. Granted, there are not many applications for this kind of power, but it's good to know the heads can tolerate this level of power.
Precitec is also working with General Motors Powertrain and their system integrator/machine builder for upcoming fiber lasers installations with Precitec heads for gear welding.
Trees says, "Primarily my time is spent on new projects and retrofits make up less than 5 percent of our business. Our problem is that we don't actively market retrofitting lasers. Right now our new project business has been overwhelming, and we can hardly keep up with it.
"Precitec provides the total package, a variety of laser processing heads each with the capacity of helping to control or monitoring or inspect the result of the laser process. Our Laser Welding Monitoring and Laser Path Finder seam tracking systems are just a few. This is what helps distinguish us from our competitors that might only provide a simple welding head for a laser."
Precitec's Laser Welding Monitor is a real-time monitoring system providing online, quality-relevant information about laser welding seams mentions the company's website. It detects changes to welding parameters, deviations in the welding joint and lack of fusion. The welding process uses the reference values of the plasma, metal vapor, temperature or laser radiation and compares it to running production signals. This information is reviewed in real time.
Optimizing a retrofit
When working with a customer's retrofit, Laser Mech wants to make sure its equipment matches the type of task that's being done, whether it's a welding head or a two-dimensional flat-sheet cutting head or a multi-dimensional robotic cutting head.
"We try to put attributes into the heads to get the most out of the different lasers. So we’ve developed collimators with the ability to attach all the different fiber connectors from different manufacturers into that part of our head. They are interchangeable – even in the field. We work throughout the whole spectrum of laser power ranges from less than 1kW to 30kW.
“But we try to provide the best economical and technical solution for the different niches. Some of the niches are rather broad while others are quite narrow. We've even developed a height sensor that works very well with our heads and a robotic cutting head that has incredible speed along with robustness for being on the end of a robot."
Laser Mech also offers some unique products such as robotic laser cutting heads in various sizes and layout configurations to match the customer’s needs for access and payload. They offer straight, in-line units for working both right and left-hand parts and right-angle units to allow access into the most constrained working zones due to tooling and highly curved parts. All heads are light for minimum payload, but by minimizing the moving mass of the head’s height sensing section the best accuracy from the robot is attained.
Laser Mech likes to make the retrofit as easy as possible. Most 2-D system users can easily integrate a laser head based on the drawings, manual and technical support. For 3-D systems, such as robotic cutting cells, customers are first trained on the new head, and then many can integrate them on their own. For more involved systems, with a lot of automation controls, the company partners with robot programmers and controls companies to offer this retrofit service in partnership with these third-parties.
Kugler adds, “Our laser heads use a height sensing control we developed and patented just a few years ago. It’s self-calibrating and very robust in terms of how it senses while cutting. It’s not confused by flying sparks during piercing and cutting.
"We only have a small portion of our head that moves, because of the robotic system where moving mass causes the robot arm to actually move, and you lose accuracy and speed, because you have to sometimes wait for the movement to dampen out. It's also extremely robust in the terms of crash protection and avoidance. It has no meshing gears or belts to drive anything."
For laser systems that are using older technology, a switch to a new fiber-style laser for cutting, welding, cladding or any other process could save on maintenance costs, lower operating costs and increase productivity