Coming Soon to Atlanta: New Developments in Foam Blow Molding
Previous Article Next Article
By Nancy D. Lamontagne
Coming Soon to Atlanta: New Developments in Foam Blow Molding
Previous Article Next Article
By Nancy D. Lamontagne
Coming Soon to Atlanta: New Developments in Foam Blow Molding
Previous Article Next Article
By Nancy D. Lamontagne
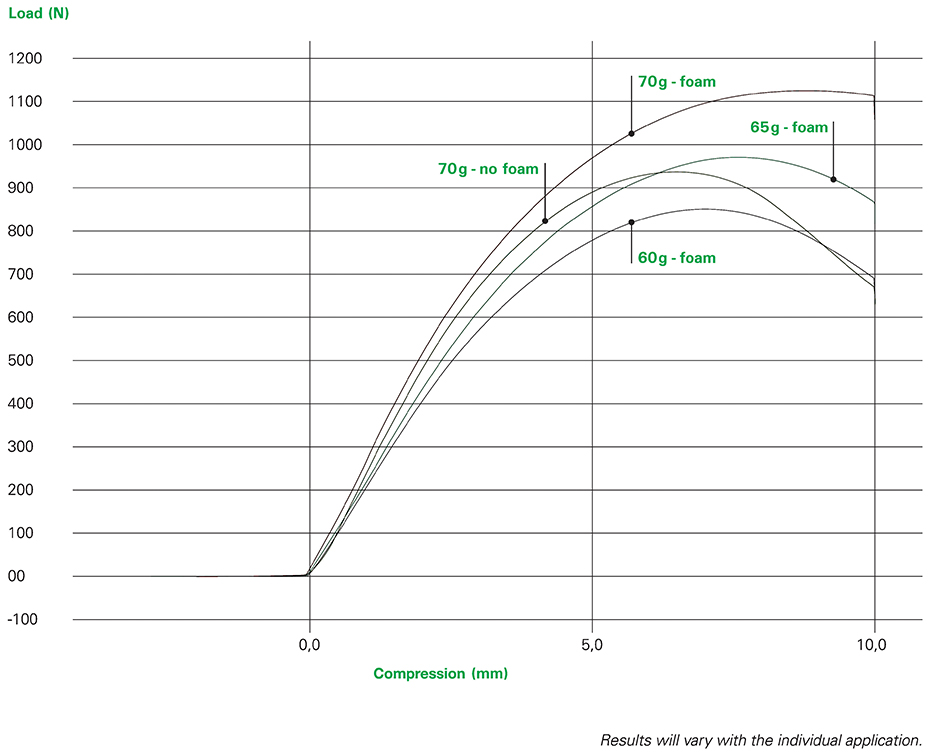
At the conference, Wolfgang Meyer of W. Müller USA will compare the loading capability of foamed and non-foamed containers. Courtesy of W. Müller USA.

Bottles produced with W. Müller’s triple-layer foaming technology (right, and inset) retain many of the physical properties of non-foamed bottles (left). Courtesy of W. Müller USA.
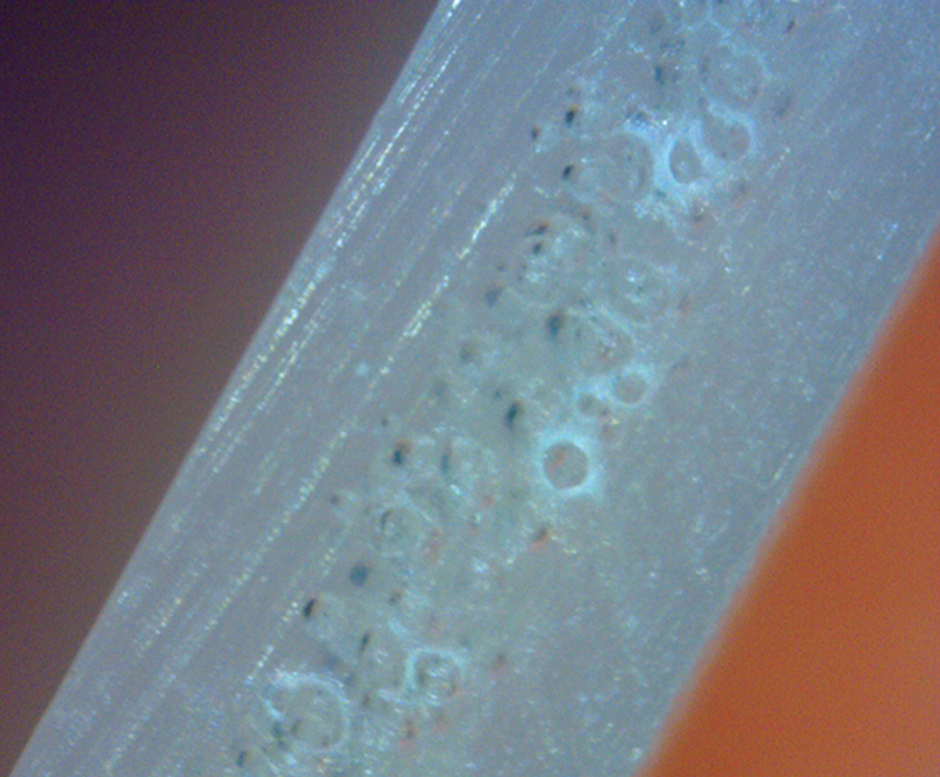
This cross section of a foamed container’s wall shows the microfine cell structure that can be achieved using blowing agents from iD Additives. Courtesy of iD Additives.

Kyoraku Co. Ltd. of Japan, incorporated MuCell’s foaming technology into its own process for making automotive ducts. Because the foaming process makes the plastic thicker and stiffer, they can make a very rigid duct that uses significantly less polymer. Courtesy of Kyoraku Co. Ltd.

Foam blow molding will be a trending topic at this year’s Annual Blow Molding Conference, which features a variety of industry presentations on packaging, medical and industrial applications, machinery and design innovations, and materials and processing. At this SPE event, held in Atlanta from Oct. 3-5, several speakers will discuss how foam blow molding technology has matured in the last few years and how various approaches can help save money and materials.
Triple-layer foam
W. Müller USA Inc. supplies customized extrusion heads for blow molding machines. One of the company’s retrofitting packages allows converters to add triple-layer foaming capability to their existing blow molding machines. At the upcoming conference, Wolfgang Meyer, president of the company, will give a presentation aimed at helping attendees understand the effects of foam blow molding on mechanical properties.
Meyer explains that companies already familiar with blow molding can add foaming capability without much difficultly. “There is always a training or learning curve, but foam blow molding is similar to other multilayer processes that are state-of-the-art today.”
Meyer points out that consumer packaging companies have the greatest interest in foam blow molding, but may not always have an immediate project or a number of projects that would use a foam blow molding system continuously. However, the industrial packaging sector, which is also showing interest in this technology, may see even more benefits from foaming.
“The return on investment is faster if foaming will save more weight per container,” explained Meyer. “Foaming a 100-milliliter bottle does not produce as much weight savings as foaming a 5-gallon container, but for the 5-gallon container the issue of load carrying capability is much different than on a 100-ml bottle.”
During his talk, Meyer will discuss some of the company’s studies on the load properties of foamed blow molded products. “Everyone seems to quickly get excited at the material savings available with foaming, but they always want to know more about the load capacity,” said Meyer. “We felt the need to investigate this and provide some information about how foamed structures compare to solid structures.”
He plans to talk about how wall density and other parameters such as compression affect the load capacity of blow molded foamed products. While some load capacity is lost with foaming, the amount that is lost depends on the degree of compression and other parameters that are permissible in a specific product.
To help companies better understand the benefits of foaming, W. Müller USA’s parent company in Germany is working with European and global companies to conduct sample runs with customer molds for different bottle weights, etc. They are also working with resin suppliers to fine-tune resins.
In addition, W. Müller has worked on improving the mixing system in the extrusion head and the way that the foaming gas is injected into it. “Since we can disperse the nitrogen gas independently of screw speed, etc.,” Meyer said, “we believe that this automatically produces better dispersion and, thus, finer cell structure.”
Foaming agents
At the conference, Nick Sotos, president of iD Additives Inc. and Sergey Bobrov, president of Poly-Werk LLC, will discuss extrusion blow molding converting processes that use endothermic blowing agents (EBA). EBAs are bicarbonates of alkali, transitional and/or post transitional metals that decompose at wide range of temperatures to yield metal salt, carbon dioxide and water vapor. EBAs that produce fine, extra fine, and microfine cells are available from iD Additives.
“The main hurdle to adoption of EBAs is that people think the process is too complicated,” said Sotos. “We’ve come a long way with our product mix, and we’re able to do things that maybe we couldn’t in the past. I’m hoping that our talk will create some interest in EBAs and help dispel the myth that using EBAs is highly complex.”
Bobrov, who works with iD Additives as a consultant, explained that EBAs come as a pelletized masterbatch product that any converter can add to its blending process without additional equipment or sophisticated process modification. “It can be treated as a regular material because the polymer vehicle is usually very friendly to the materials used as a matrix,” he said. “In addition, EBAs are Food & Drug Administration-compliant, and both the agents themselves and the decomposition products are very neutral. This makes EBAs very suitable for all kinds of food packaging, including hot-filled, deep-freeze and refrigerated containers.”
During the presentation, Bobrov plans to discuss the essentials of polymer selection and principals of formulating EBAs for a given application. He points out the importance of understanding the temperature of decomposition for the foaming agent in order to match it to the temperature profile of the polymer matrix used in the product. The decomposition products of an EBA are another important factor. Materials such as PET that are sensitive to higher moisture content will work better with a metal bicarbonate blowing agent because the alkyl salt decomposition products will absorb the water vapor.
In terms of blowing process parameters, the pressure of the blowing agent and the timing for using it are key. “Holding the air back a little bit longer can give the opportunity for the cells to form before blowing starts, yielding additional improvements in lowering density,” said Bobrov.
Bobrov said that more and more companies are exploring opportunities to reduce their carbon footprint, reduce auxiliary cost of operations, and improve recyclability of their products. “In addition to offering these benefits, using EBAs also greatly improves manufacturability of blow molded containers, thus reducing cost of operations that improves profitability,” he said. “EBAs can be used to produce very light, very strong articles in an environmentally friendly, very easy to use way.”
A maturing technology
Simon Dominey, vice president of MuCell Extrusion LLC, will provide an update on foaming technology for blow molding. MuCell’s foaming process is based on directly injecting atmospheric gas in its supercritical state. This very stable process provides uniform and repeatable product density and part weight that can increase stiffness at equivalent part weight or decrease part weight at equivalent stiffness.
“One of the things we’re trying to get across during the talk is that our clients from a few years ago were groundbreaking because we didn’t have very much evidence to show the success of the technology,” said Dominey. “However, now MuCell foaming technology is becoming a more mature technology that can be used in new application areas.”
One of those groundbreaking clients was Unilever, which applied the MuCell technology to blow molding its Dove body wash 250 ml bottle. “Unilever publicized its testing and decision-making process, which has given the MuCell extrusion technology as applied to blow molding a great deal of creditability,” said Dominey.
Through testing, Unilever found that consumers could not differentiate between foamed and non-foamed bottles manufactured with blow molding. “Our technology can reduce the quantity of material and provide the cost savings without any visible functional difference,” said Dominey. “With downgauging, a company might save 5% on material but will still need to compensate for how a lighter, thinner bottle feels when the consumer picks it up. With the MuCell technology, a company can save 20% material, and the bottle feels the same as one that is solid.”
Dominey will also talk about Kyoraku Co. Ltd. of Japan, which incorporated MuCell technology into its own process for making automotive ducts. “Kyoraku put a lot of effort into duct design and maximizing the benefit they can get from the foaming technology,” said Dominey. “They use the fact that the foaming process makes the plastic thicker and stiffer to make a very rigid duct that uses significantly less polymer. For the automotive industry, it is a real win-win because they want to save weight as much as possible to improve gas mileage.”
Kyoraku’s success is an example of how well the MuCell technology works in automotive applications, he added. Many approaches for making cars lighter, such as converting steel to aluminum, increase costs while foaming can help make car parts lighter while also lowering cost. The Kyoraku application also exemplifies how the MuCell foaming technology can be used as an enabling technology. “Companies can get a straightforward savings by letting us guide them, or they can also apply their own knowledge and get even more out of the technology,” Dominey said.