Automotive Composites:
Mass Reduction for Mass Production
Reinforced plastics lower weight, improve handling and performance, and boost safety on passenger cars
Previous Article Next Article
By Peggy Malnati
Automotive Composites:
Mass Reduction for Mass Production
Reinforced plastics lower weight, improve handling and performance, and boost safety on passenger cars
Previous Article Next Article
By Peggy Malnati
Automotive Composites:
Mass Reduction for Mass Production
Reinforced plastics lower weight, improve handling and performance, and boost safety on passenger cars
Previous Article Next Article
By Peggy Malnati
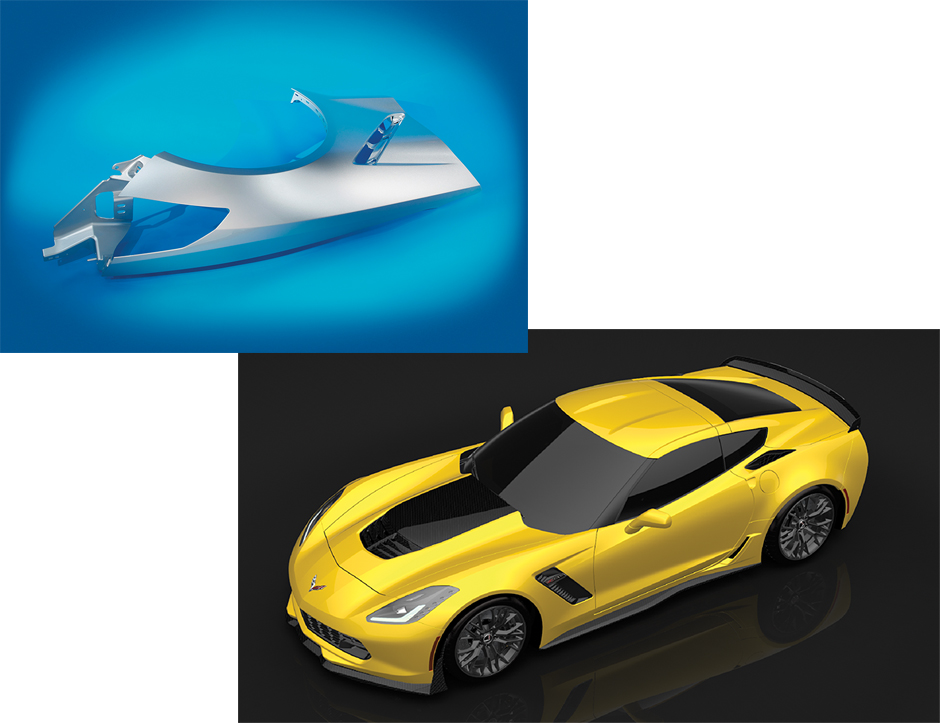
New sizing chemistry for tougher hollow glass microspheres and a new form of glass roving combined to lower specific gravity (SG) for sheet-molding compound used to compression mold up to 21 painted exterior body panels on GM’s 2016 model year Chevrolet Corvettes. Molder Continental Structural Plastics developed the unique sizing and special 1.6-SG SMC compound, which is said to make the material competitive with aluminum at any production volume.
(Part photo courtesy of SPE Automotive Division; vehicle photo courtesy of General Motors Co.)
New sizing chemistry for tougher hollow glass microspheres and a new form of glass roving combined to lower specific gravity (SG) for sheet-molding compound used to compression mold up to 21 painted exterior body panels on GM’s 2016 model year Chevrolet Corvettes. Molder Continental Structural Plastics developed the unique sizing and special 1.6-SG SMC compound, which is said to make the material competitive with aluminum at any production volume.
(Part photo courtesy of SPE Automotive Division; vehicle photo courtesy of General Motors Co.)



“Lightweighting” is the mantra du jour in the automotive industry these days, especially for those designing and producing parts. As the industry passes the midpoint phase-in of the much stricter fuel-efficiency and tailpipe emissions standards of 2025, OEM interest in and support of design, material and process technologies that reduce mass on anything from wiring harnesses to seat structures to chassis components is growing. It’s a good time to be involved in automotive plastics and composites.
As is so often the case, replacing heavier materials with composites to reduce mass isn’t the only benefit that automakers and their tier suppliers gain. Generally, they also benefit from far greater design freedom (including parts consolidation with reduced assembly time and costs, and carryover savings in inventory storage/tracking and warranty claims); elimination of corrosion (and occasionally the paint and primer that protect against it); increased damage resistance (and often improved crashworthiness); lower noise/vibration/harshness (NVH) for a quieter ride; and lower tooling and part-production costs.
Another indirect benefit is so-called “mass decompounding.” By reducing the weight of a hood or decklid/liftgate, for example, other mass can be removed from the assembly by going to lighter hinges, latches and struts, helping cut mass and costs further. The applications that follow are good examples of the many benefits that come from mass reduction by using composites. Each part was a finalist, category winner, or Grand Award winner in the 2015 SPE Automotive Innovation Awards Competition.
Improved adhesion while saving mass
With all the pressure to cut weight from vehicles, much time and effort are focused on finding ways to trim a few grams to a kilogram of mass from auto parts. However, a reformulated, lower-density grade of sheet-molding compound (SMC), formulated and compression molded by Continental Structural Plastics (CSP) of Auburn Hills, Mich., has reduced mass an average of 9 kg (20 lbs.) on a total of 21 exterior body-panel assemblies for 2016 model year Chevrolet Corvette sports cars from Detroit-based General Motors Co. Reportedly, this was accomplished without lowering mechanical performance or necessitating process or tooling changes.
The new tough Class A grade, which CSP calls TCA Ultra Lite, has a specific gravity (SG) of 1.2, a value the company says is 28% lighter than its TCA Lite 1.6-SG, mid-density grade, and 43% lighter than conventional 1.9-SG SMC. CSP also reports that the formulation is equally appropriate for painted, Class A applications such as the Corvette painted body panels, as well as for non-visible structural applications.
A typical SMC recipe involves use of resin – in this case, unsaturated polyester supplied by AOC LLC of Collierville, Tenn. – as well as additives, chopped fiberglass, and mineral fillers (usually calcium carbonate, or CACO3). Lower-density grades of SMC often have some portion of CACO3 replaced by hollow glass microspheres, which are more costly and require more care during compounding and molding because they are sensitive to process conditions and can crush. CSP researchers believed that if they could reach a density of 1.2 SG with their SMC, they could directly compete cost wise against aluminum, while offering the benefits of much lower mass, elimination of rust/corrosion, better energy absorption in low- and high-speed crashes, and far greater design freedom ― a boon to designers on cars sporting the kinds of compound-curve styling that epitomizes Corvettes.
Given the sensitivity of the microspheres, CSP researchers sought a tougher, higher performance product (which they eventually sourced from 3M Co. of St. Paul, Minn.), and they also set out to improve interfacial adhesion with the matrix. After much trial and error with a scanning electron microscope and different sizing chemistries, CSP developed a formulation in-house that not only greatly improved part performance, but also offered visibly better matrix adhesion under the microscope.
As an added bonus, that work helped researchers better understand long-standing issues with paint adhesion on certain SMC parts. The problem, it turned out, wasn’t the strength of the bond between paint and part surface, but rather between the matrix and microsphere surface. By strengthening the latter, the former was improved as well, leading to better part bonding with paint and adhesive. Still another formulation change that helped reduce mass without loss of mechanicals was switching to ME1975 fiberglass, a new multi-end glass roving from Toledo, Ohio-based Owens Corning that is specifically formulated for use in unsaturated polyester SMC where high strength and corrosion resistance are required. Better still, CSP claims its numbers show that TCA Ultra Lite saves money vs. aluminum even at production volumes as high as 350,000-400,000 vehicles per year.
Damping sound at lower weight
Engine-compartment partition walls help keep engine noise out of the passenger compartment for a more comfortable ride. In addition to good NVH values, such parts also need stiffness and strength, the durability to last 161,000 km (100,000 miles), and thermal stability to 160°C (320°F), since they are mounted near the exhaust system. A composite engine-compartment partition wall has replaced stamped steel on 2015 model year Hyundai Genesis luxury sedans from South Korea’s Hyundai Motor Group. The steel part offered good stiffness, strength, dimensional stability and sound insulation, but was heavy and needed paint to prevent corrosion. Injection molded neat plastic was cost effective, but had poor NVH values, dimensional stability, stiffness, and strength.
Researchers experimented with combinations of polymer (Kopla KDX 1065 PA 6/6 resin from South Korea’s Kopla Co. Ltd.), reinforcements and fillers to improve performance of the plastic option. They compounded combinations of short and long glass fiber with several mineral fillers (barium sulfate (BaSO4), iron oxide (FeO), and wollastonite (calcium inosilicate/CaSiO3). The formulation with the best balance of mechanicals, NVH, and weight featured 15% long-glass fiber and 50% BaSO4. The patent-pending application is supplied by NVH Korea using tools supplied by Hyundai. Not only does the new part reduce mass by 20% without increasing costs, but it also improves sound damping by 8 dB while reducing part count and assembly time, and eliminating the cost and environmental issues of paint.
Reduced mass, improved handling
If you’ve been around the automotive industry for a while, you’ve seen many attempts to make composite wheels on passenger cars work ― with lots of development effort and marketing promise, but few commercial successes. However, that’s changing with a new wheel introduced last year by Dearborn, Mich.-based Ford Motor Co. as standard equipment on its 2016 model year Ford Shelby GT350R Mustang. The product is said to be the first high-volume, original-equipment, carbon fiber-reinforced composite wheel designed to meet all OEM requirements and quality standards, and produced and sold with full warranty coverage. The single-piece, painted wheel is made by infusing a dry carbon fiber preform with a proprietary resin system via the resin transfer molding (RTM) process.
System supplier, material processor, and tooling supplier Carbon Revolution Pty. Ltd. of Waurn Ponds, Australia, does say it uses a high-Tgresin to meet extreme track performance where brake-rotor temps can reach 900°C (1,652°F). This necessitated use of a novel ceramic thermal barrier applied via plasma arc to the inner barrel surface and back of the spokes. The polymer also provides high yield stress and elongation, and abrasion and weathering resistance. Carbon Revolution designed the closed-cell, foam-filled spokes for maximum stiffness at low weight, while aluminum lug seats and backer plates are slip-fit (via C-clips) around the composite for a robust joint after machining bores into the wheel. The manufacturer even embeds a radio-frequency identification chip in each wheel to record and track manufacturing and quality history. Replacing aluminum with a composite reduced wheel weight by 27 kg (59.5 lbs) per car and lowered rotational inertia by 40%, thereby providing faster, more responsive steering, and improved acceleration and braking.
Hybrid rocker improves crashworthiness at lower weight
A plastic/metal hybrid floor rocker reinforcement on 2015 model year Jeep Renegade sport-utility vehicles from FCA US LLC of Auburn Hills, Mich., removed 1 kg (2.2 lbs) of mass from the body-in-white, lowered direct costs by about 10%, and also contributed tooling savings vs. the earlier all-steel solution. Less than half the weight of the incumbent design, the part’s optimized honeycomb geometry uses SABIC’s Noryl GTX 910 modified polyphenylene ether/polyamide 6 (MPPE/PA6) alloy and is integrally attached to two steel flanges. System supplier Proma Group of Caserta, Italy, subsequently welded these flanges to the rocker during injection molding, thereby eliminating the need for structural adhesives. The part reportedly proved to be a very efficient, energy-absorbing crash-box structure, reducing intrusion levels during U.S. Federal Motor Vehicle Safety Standard 214 testing for dynamic side-impact protection. Furthermore, not only is the plastic/metal hybrid rocker reinforcement capable of being e-coated (electrophoretic/anti-corrosion coating), but it is easy to assemble to the vehicle’s body-in-white and is said to offer comparable performance to high-strength steel. Given that there are 10-12 similar reinforcement junctions on a typical vehicle, there is an even greater opportunity to trim 5.4-8.2 kg (12-18 lbs) of mass from the body-in-white by using the same technology.
Learn about the latest in automotive composites at SPE’s 16th annual Automotive Composites Conference & Exhibition (ACCE) from Sept. 7-9, and the 46th annual Automotive Innovation Awards Gala on Nov. 9, both in the Detroit suburbs (see http://speautomotive.com).