Equipment Innovations Give a Big Boost to Plastics Recycling
From technology upgrades to equipment that deals with mounting problems with incoming materials, equipment manufacturers are providing solutions to help plastics recycling grow
Previous Article Next Article
By Mike Verespej
Equipment Innovations Give a Big Boost to Plastics Recycling
From technology upgrades to equipment that deals with mounting problems with incoming materials, equipment manufacturers are providing solutions to help plastics recycling grow
Previous Article Next Article
By Mike Verespej
Equipment Innovations Give a Big Boost to Plastics Recycling
From technology upgrades to equipment that deals with mounting problems with incoming materials, equipment manufacturers are providing solutions to help plastics recycling grow
Previous Article Next Article
By Mike Verespej

Two MSS Cirrus® optical sorters, with scan rates of over 300,000 pixels per second (photo courtesy of MSS Inc.).
Two MSS Cirrus® optical sorters, with scan rates of over 300,000 pixels per second (photo courtesy of MSS Inc.).

The discharge area at the rear of an Amut de-labeler. De-labeled bottles are removed from the machine by a “discharge metering auger,” which ensures a constant flow of material and dwell time in the vessel, the company says. (Photo courtesy of Amut.)

Tomra Sorting Solutions’ Autosort Flake unit reportedly can sort flakes by color and type of material at the same time (photo courtesy of Tomra).
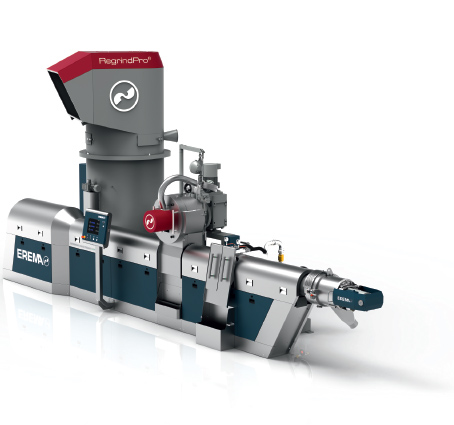
EREMA’s Intarema Regrind Pro has been optimized to process thick-walled particles with the material being fed warm into the extrusion unit (image courtesy of EREMA).
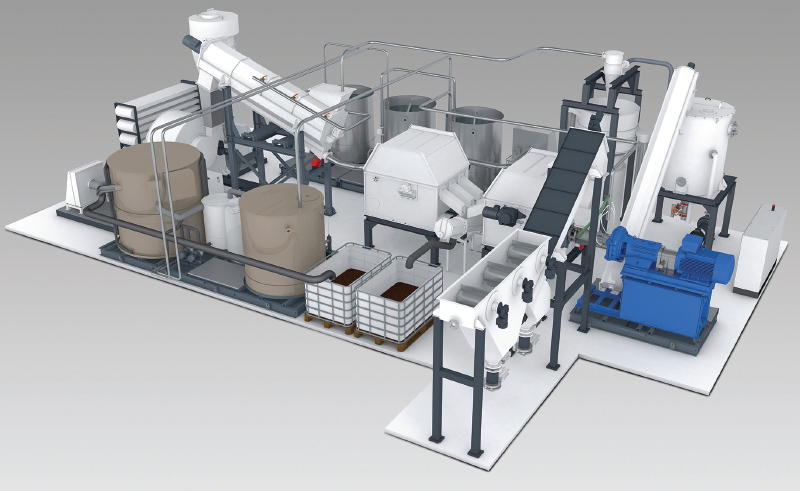
The HydroDyn closed-loop plastic washing line is a modular system pre-installed on platforms, reportedly making it economical and easy to retrofit into existing plants or to scale up when systems need to be expanded (image courtesy of Vecoplan).
The growth in plastics recycling, the increased amount of contamination in bales, and the need for reclaimers to become more efficient to offset a tight pricing market are driving innovations in recycling equipment and technology. The innovations run the full spectrum of the recycling process from sorting, washing, cleaning, and drying to the production of the recycled flakes themselves.
But with bale quality being still the most vexing problem for recyclers, much of the focus of innovation has been on ways to improve the efficiency of sorting equipment and finding better ways to deal with the full-wrap shrink sleeves on PET bottles that make it difficult to identify the resin underneath.
“The technology is getting better on bottle sorting, infrared sorting, and flake sorting,” says Byron Geiger, president of Custom Polymers PET LLC, in Athens, Alabama. “You are getting better resolution on the optical cameras and better software on the electronics.
“We are losing less PET in our sorting, so the new technologies are helping yields to some degree,” adds Geiger. “But overall, yields are down because bale quality has declined.”
As Geiger explains, a lot of the innovations that have emerged have been in response to “shrink-wrap labels and other non-friendly material and problematic bottles. So we end up spending more resources,” he says, to get the same amount of material out of bales.
It’s a dilemma that equipment manufacturers have made their top priority.
“The number-one thing customers are looking for us to do is to prevent the loss of good material,” says Felix Hottenstein, sales director for MSS Inc., the Nashville, Tennessee-based optical sorting division of CP Group. “That’s driving a number of new developments that help customers improve product quality and decrease the loss of good product.”
Optical Sorters
Just this past December, MSS made improvements to both its Cirrus and L-Vis™ optical sorters, integrating the latest generation high-resolution cameras and infrared spectrometers. Both sorters also now have an optional illuminated reference, which allows the materials to be sorted in-flight over the illuminated reference instead of the traditional approach of detecting and sorting materials on a slide or conveyor belt. It also makes it possible to better adjust the color and light intensity for maximum contrast.
As a result, the company’s MSS Cirrus optical sorter, for example, now has scan rates of 345,600 pixels per second. Its other optical sorter, the L-Vis, is a high-resolution color sorter for small particles, based on camera identification technology.
“The cameras are getting higher and higher resolution, so we can sort out smaller and smaller particles and get higher accuracy,” says Hottenstein. “The resolution is at least 36 times higher than what we used to have.” In addition, software improvements enable image processing that is “orders of magnitudes” faster than in the past, he adds.
National Recovery Technologies (NRT) similarly uses its patented In-Flight Sorting of materials as opposed to sorting materials over the belt, says Travis Curtis, former sales manager for NRT who was recently promoted to the position of separation technology specialist for Bulk Handling Systems (BHS), which owns NRT.
BHS is providing nine new optical sorters for the $25 million expansion of the Unifi Manufacturing Inc. recycling plant in Reidsville, North Carolina, which turns PET bottles into fiber to make Repreve® fabric.
“Typically, there is a gap between detection and ejection,” says Curtis. “But with our technology, we detect and eject the material after it leaves [the] belt. It reduces motion-related errors and eliminates signal errors from belt interference.”
NRT’s In-Flight Sorting also means the sorters have access to transmissive detection, says Curtis. “Our energy source [light] travels through the PET container, giving us more confidence in the identification of the desired polymer.
“Transmissive detection also provides a robust signal—even on thin-wall containers and bottles with full-sleeve labels, which is a big issue for our customers,” he adds. “Additionally, with our PET Boost technology, we can further ‘boost’ the PET signal, improving the recovery and purity of final product.”
De-Labelers
De-labeling equipment, in its infancy just three years ago, has also improved and become more efficient at removing a higher percentage of shrink-sleeve labels without causing unwanted PET losses at the same time.
“We are putting in one dry de-labeler after the bale sorting area in the Unifi PET recycling plant and also installing one wet de-labeler at the end of the sorting process—for all of the container streams (clear and colored) and materials,” says Anthony Georges, president, Amut North America Inc. in Vaughn, Ontario, Canada, which has close to 20 de-labelers installed in the marketplace.
“We’re using new metals to reduce the wear on the blades [short posts and teeth] on the inside of the drum that remove the labels,” says Georges. “We changed that blade design two years ago. The new blades have a much longer life span and can be resharpened.
“We also regulate the flow of material in and out of the de-labeler better by utilizing an automatic dynamic control of the throughput, in conjunction with the slow-speed RPM of the regulating auger.” The technology can now remove well over 80% of the full-body sleeves “and preserve the integrity of the bottles and the necks so recyclers aren’t losing good PET material” when the labels are taken off, he adds.
“We have increased the efficiency of the machines, lowered their operating costs, and increased the longevity of the metals that do the cutting,” he says. “This is a very effective solution as it does not normally require a total rebuild of the existing sorting/washing line.”
The advances in sorting technology aren’t just occurring at the front end of the process.
Flake Sorting
In December, Tomra Sorting Solutions launched its Autosort Flake unit that can sort flakes by color and type of material at the same time. “Compared to our first generation flake sorter introduced in 2010, this new generation machine is able to do the job of two separate units and with a much higher precision, reducing the loss of good material,” says Valerio Sama, Tomra product manager. “It has improved color sorting, improved reliability, and improved throughput. Its EM3 sensor can detect even the smallest parts.”
The Autosort Flake incorporates the company’s “flying beam” technology, which focuses only on the area of the conveyer belt that is being viewed, and the company’s newly developed Fourline 2-mm optic module, which the company claims has the highest near-infrared resolution of any sensor-based sorting equipment in the market.
The new optic module provides continuous calibration that eliminates human errors that can lead to costly downtime and contribute to low maintenance costs and low-energy consumption, Tomra says.
“The new machine is a major leap forward,” says Tomra’s Alexander Wolf. “It can do the work of three machines and is designed to purify the PET flakes. It has a completely new design based on machines we developed for food sorting. It has a better feeding mechanism and uses a transmission color camera so the detection and ejection of materials is close together. You get a 10-25% performance improvement.”
Efficient Melt Filters
Another improvement on the back end of the recycling process is the development of more efficient melt filters that remove contaminants from polymers during the extrusion process.
Just one example of this: The Eco melt filter, introduced in 2014 by Ettlinger Kunststoffmaschinen GmbH. The melt filter has a self-cleaning function that provides a cleaner filtration surface and negates the need for screen changes for weeks, if not months, the company says.
The contaminated plastic melt flows from outside to inside through a rotating filter drum that has a large number of conical holes. Any contaminant in the melt remains on the filter surface, is removed by a scraper, and is forced into the discharge shaft with every turn of the filter drum. As a result, no contamination builds up on the filtration, and particles—like gels—can’t be pushed through.
“It is a much more advanced piece of filtration equipment” than blackflush systems, says Scott Saunders, general manager of KW Plastics Recycling in Troy, Alabama. “It allows us to operate essentially with one man per seven machines,” he says. “It also gives you a much more efficient production run because the machine runs at a stable pace.”
Previously, explains Saunders, contamination would build up on a screen—necessitating downtime to make frequent screen changes. “The drum is continuously turning, and you have a blade scraping away the contamination rather than having a flat screen on a plate.
“It’s expensive; it’s sophisticated,” he says. “But if you have multiple machines, it’s a big benefit as it allows you to calculate what your production rate will be more accurately, and it eliminates many of the human element problems that can affect production negatively.
“Ettlinger has changed the whole dynamic with that machine,” says Saunders. “It is much better than the previous backflush systems we used. You have lower labor costs, better retention of materials, a lot less purge, and it’s safer.
Another innovation at the backend is the year-old Intarema Regrind Pro®, which has taken the latest recycling system design by EREMA (Engineering Recycling Maschinen und Anlagen) and optimized it specifically for processing thick-walled regrind. Particles are warmed in the preconditioning unit and fed into the extruder with minimum shearing forces, while any impurities in the melt remain large enough to be filtered out by a high-performance filter.
“The EREMA high-performance filter systems ensure continuously high throughput with outstanding melt quality at the same time,” says Clemens Kitzberger, EREMA business development manager, post-consumer recycling. “With the recently enhanced EREMA Laserfilter, contaminants are removed even more quickly through the redesign of the scraper geometry and discharge system, resulting in even better filtration performance.”
What’s more, compared to a normal backflush system, “the laser filter disc can stay in for extended periods of time because there is continuous removal of the contaminants by the scraper,” says John Capece, sales manager for EREMA North America Inc. “It allows recyclers to process material contaminated with paper and labels to produce high quality pellets—quality even worthy of film production.”
Dryerless Cleaning, Waterless Pellet-Making
Some innovations also give recyclers that extrude flakes into sheet the option of dryerless cleaning of PET and PLA.
The HVTSE (high vacuum twin-screw extrusion) system from Italian equipment maker Luigi Bandera that’s sold exclusively in North America by Processing Technologies International LLC is one option. It offers a patented single atmospheric and dual-layer vacuum vent system that removes moisture through a co-rotating twin-screw extruder. It can handle moisture levels of up to 12,000 parts per million and be run at speeds of up to 300 rpm, says Sushant Jant, a senior scientist in applications and technology with the company.
“It eliminates drying and provides a 35% energy savings compared to conventional single-screw extruders,” says Jant. “You eliminate the need to run the material through dryers and you get perfectly functional sheets.”
Critically, the HVTSE system—17 have been sold in North America since 2011 and more than 1,000 worldwide since 2000—can be used with a variety of materials, including PET, HDPE, PP, PS, and PLA. “You can switch resins without changing the process and product changeover time between different colors or different materials in as low as 20 minutes,” says Jant. “That minimizes in-house regrind inventory buildup.”
Similarly, MAS Machinenen- und Anglenbau Schulz GmbH has upgraded its double-rotor disc (DRD) waterless drying and cleaning systems for plastic film, flakes, and fibers that was originally launched ten years ago. (MAS products are sold in North America by eFACTOR3 LLC in Pineville, North Carolina.)
Its newest generation DRDs—models 21 and 26—reportedly offer a significant increase in throughput—even though they’re similar in size to the previous unit and use the same amount of air consumption.
“By doubling the number of rotor blades to 12, increasing rotor speeds and drive power, and increasing the diameters of the centrifuge, the material throughput per batch could be doubled with almost the same volume of process air,” says Hartmut Bendfeldt, president of eFACTOR3. “The DRD system has a clear advantage over its ‘wet cleaner’ counterparts not only in energy consumption, but also in lower operating costs.”
The DRD system houses its double-rotor system in a centrifuge housing. Heavier objects fall through the bottom, while other contaminants are removed by friction as the plastic travels through a floating area of hot air. Moisture content is reduced by a heater. Additionally, the MAS dry cleaning system can be used as a two-stage stand-alone system or in combination with a wet cleaning system.
Meanwhile, though it’s still in the prototype stage, the waterless recycled pellet-making system of Mexico City startup Ak Inovex has caught the attention of the industry, earning the Award for Technological Innovation in the Cleantech Challenge Mexico 2014 competition.
Ak Inovex has developed three patent-pending technologies that cool plastics through contact with special walls in order to form plastic pellets. The special walls both mold the plastic into the desired pellet shape and cool those pellets at the same time. That’s in sharp contrast to the conventional approach where recycled plastic containers are ground, heated, and then cooled with water before the pelletization stage. The removal of water altogether from the process also cuts energy consumption in half and reduces the space needed to make pellets from recycled resin.
Closed-Loop Energy Savings
Similarly, the year-old HydroDyn closed-loop plastic washing line from Vecoplan LLC reportedly can reduce operating costs (when used with a Vecoplan size-reduction system), including energy consumption, water usage, and chemicals, by 25%, says the company.
The system, geared toward rigid plastics and film, uses two discs—one stationary and one rotating at high speed—that physically “unfold” the flakes and give the flakes a thorough cleaning through friction. Friction during this process also generates heat. And since HydroDyn is a closed system that integrates its own water treatment, the reused water establishes a warm wash system without having to use additional external energy or power.
“By being able to do this in one step, you have lower capital costs and lower operating costs and have a smaller footprint for the equipment,” says Greg Parent, sales representative for Vecoplan. The process is particularly good for post-consumer rigid plastics, agricultural film, and post-consumer films.
“Recyclers are paid by how much volume they can generate and the quality of their recycled plastics,” adds Parent. “By redesigning the equipment, we lower their operating costs and give them cleaner material that has a higher value in the marketplace.”