Moldmaking, by Design
Even the most common plastic parts are being designed to be thinner and more complex—requiring new approaches in mold design and fabrication
Previous Article Next Article
By Jon Evans
Moldmaking, by Design
Even the most common plastic parts are being designed to be thinner and more complex—requiring new approaches in mold design and fabrication
Previous Article Next Article
By Jon Evans
Moldmaking, by Design
Even the most common plastic parts are being designed to be thinner and more complex—requiring new approaches in mold design and fabrication
Previous Article Next Article
By Jon Evans
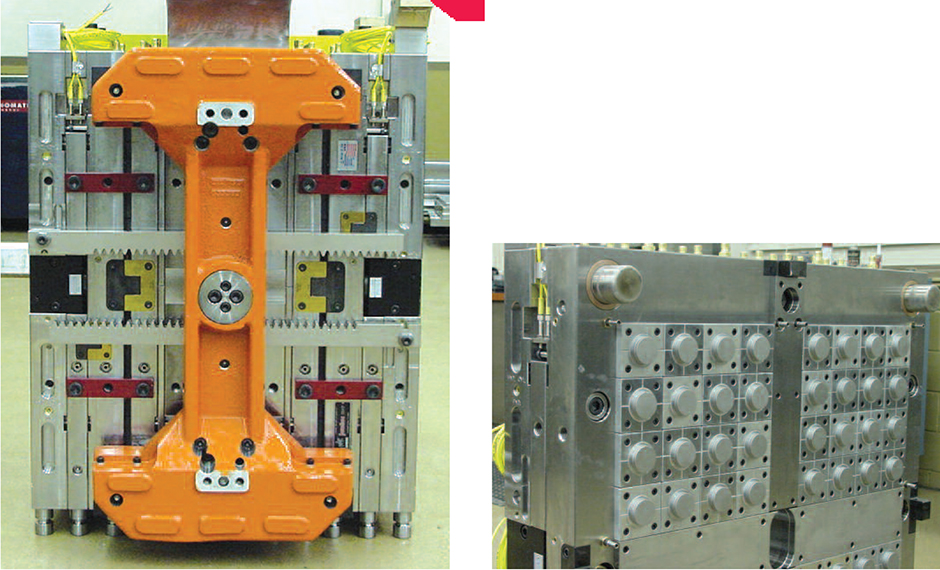
Two views of 128-cavity, 38-mm closure stack-molds from Ivanhoe Tool & Die.
Two views of 128-cavity, 38-mm closure stack-molds from Ivanhoe Tool & Die.
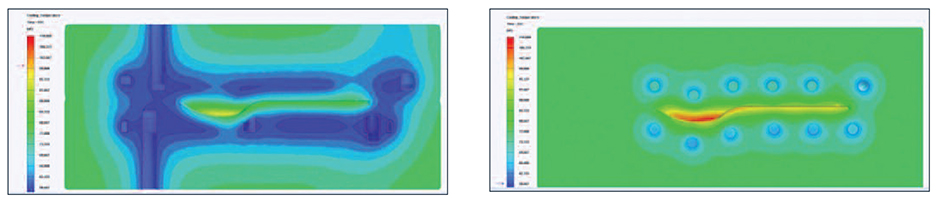
KoolTrack technology creates cooling channels that apply mold cooling where it’s most required, as indicated by the hot and cool spots in this spoon mold simulation (the left image, with cooling channels, is compared with conventional cooling in a similar mold). (Images courtesy of StackTeck Systems.)
KoolTrack technology creates cooling channels that apply mold cooling where it’s most required, as indicated by the hot and cool spots in this spoon mold simulation (the left image, with cooling channels, is compared with conventional cooling in a similar mold). (Images courtesy of StackTeck Systems.)

StackTeck’s TRIM technology reportedly is able to mold containers with walls as thin as 0.25 mm, allowing part-weight reductions of up to 40%, compared with conventional thin-wall designs.

This prototype mold for toilet fresheners reportedly was 3-D printed using a Stratasys Objet-series printer. (Image courtesy of Stratasys.)
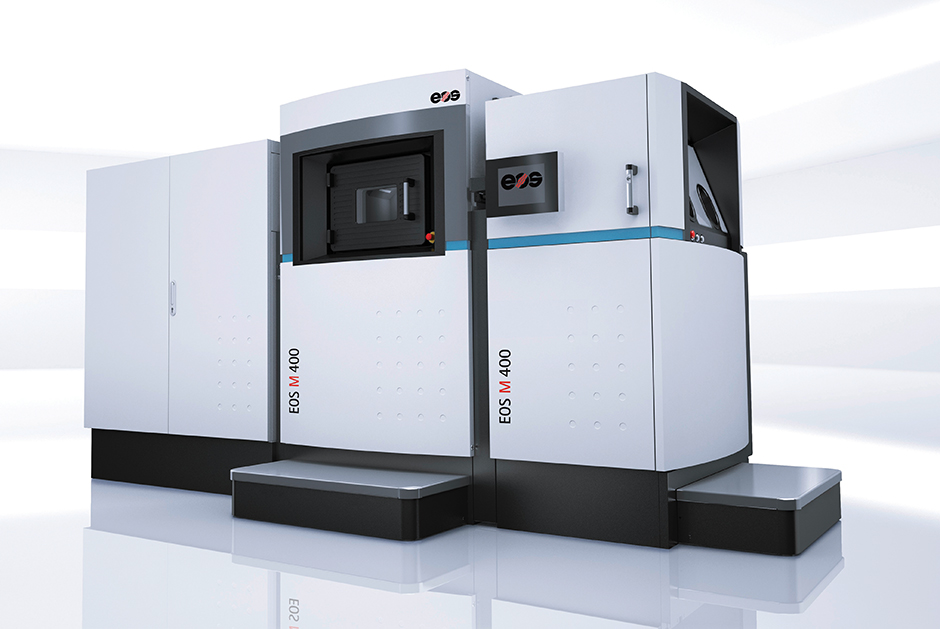
Laser sintering systems, like this one from EOS, offer a new and fast way of using additive manufacturing to produce metal mold components.
Laser sintering systems, like this one from EOS, offer a new and fast way of using additive manufacturing to produce metal mold components.

The ubiquity of plastics in consumer products, from “cheap” plastic bottles to expensive electronic equipment, makes it easy to overlook the difficulty of actually producing these plastic parts, especially cost-efficiently. Plastics have become ubiquitous because of their attractive material properties—being lightweight, flexible, and comparatively cheap—but that has depended on processors continually finding new ways to produce parts for new applications. The growing requirement for smaller, more complex parts with thinner walls adds further to this difficulty.
Much of the onus for meeting the challenge of producing plastic parts is being firmly placed on the shoulders of mold developers and manufacturers, especially manufacturers of injection molds. As product designers come up with new parts, it’s up to mold developers to create molds that can actually produce those parts on an industrial basis, and as cheaply as possible. This is often by no means straightforward, even for seemingly simple parts such as screwable bottle closures.
“We don’t just take a customer’s product drawing or 3-D model verbatim and just build a mold,” explains Bob Covello, plant manager at Ivanhoe Tool & Die, a U.S. moldmaker that produces injection molds for the packaging, medical, and technical markets. “Our responsibility is to take ownership in that mold, so we have to critique it, go through our customer’s requirements, and obviously make suggestions if we see potential issues or if we can make enhancements.”
Controlled Cooling
One of the main potential issues that can occur in injection molding is warpage, in which the walls of plastic parts bend as they cool (turn the page for a primer on warpage). Ongoing efforts to reduce the thickness of walls in plastic parts, both to make the part lighter and to reduce material use, increase the risk of warpage happening.
There are many factors that moldmakers need to consider when developing a mold, to reduce warpage to a minimum. Fortunately, analytical tools are now available that allow moldmakers to model these factors as part of their mold designs. These tools allow them to design molds that not only limit the risk of warpage as much as possible but also produce parts as quickly and efficiently as possible.
“There are a lot of analytical tools for things such as mold cooling, mold warp, and mold flow,” says Covello. “If the part is fairly simplistic, there’s really not a lot of benefit, but if you get a part where you could have warpage or linear shrinkage, they’ll give you some insight about what you should focus on with regard to cooling and wall thicknesses. They can also give you a better idea of material selection, such as using maybe a beryllium or copper alloy to get better cooling, or having more or less venting.”
Moldmakers such as the U.S. company StackTeck Systems are now using these analytical tools to develop entirely new cooling systems. “KoolTrack is the culmination of multiple developments, combining our ability to simulate heat transfer in the part and molding surface components with a new proprietary bonding technology,” says Jordan Robertson, StackTeck’s general manager of business development and marketing. “Using the latest available heat-transfer simulation software enables us to establish the optimal 3-D cooling channel geometry for any plastic part.”
A novel bonding technology then allows StackTeck to fabricate this cooling channel geometry in the mold, thereby applying cooling wherever it’s required. “Conventional designs used drilled lines or multiple parts that would fit together with O-rings to seal the cooling channels; then we started bonding parts together using a variety of processes,” explains Vince Travaglini, StackTeck’s vice president of engineering. “Today, based on experience with over 100 molds, we have fine-tuned our approach, and we can rely on an established proprietary bonding process that is as strong as the steel [mold] material itself.”
From Thin to “Very Thin”
StackTeck has also recently developed a novel proprietary process for fabricating molds that are able to produce plastic parts with very thin walls. According to StackTeck, this process, termed “thin recess injection molding” (TRIM), is able to produce walls with a thickness of just 0.25 mm, allowing the company to reduce the weight of conventional thin-wall designs by up to 40%.
One of the first uses of TRIM technology involved developing a 64-oz. (1.9-L) carry-out pail for KFC’s fried chicken. This pail has a wall that’s about half as thick as what can be produced with conventional thin-wall molding technology, says the company. Last year, StackTeck, together with Thai injection molding company SriThai Superware, was presented with the Gold Award for “Best Thin Wall Package” for the pail at the In-Mold Decorating Association’s Parts Competition.
These and other developments in moldmaking are expanding injection molding into new applications. For example, plastic bottles have traditionally been produced by blow molding, in which a small plastic preform is expanded into a full-size bottle by pumping air into it. But the development of molds with collapsible cores is allowing plastic bottles and jars to be produced by injection molding as well.
“Picture a cosmetic jar that gets bigger as you look down inside it,” explains Covello. “In order to get the steel out that makes the inner diameter of the jar, the steel has to collapse as the part is ejected. We’ve also seen detergent caps made like that, where they collapse the core to get more volume in a shorter space and still have a thread on the cap.”
Carving Out Small Features
Advances are also occurring in mold-cutting tools, allowing the fabrication of molds with increasingly small features, down to the scale of micrometers. This is known as micromolding and is especially important for producing the detailed plastic parts used in the latest electronic and medical devices (see the story on p. 12 of the July/August 2015 Plastics Engineering).
Traditionally, electrical discharge machining (EDM), which removes material via electrical discharges, has been used to carve really small features in metal molds. Increasingly, though, the latest versions of computer numerical control (CNC) machining centers are able to carve small features but at faster speeds than EDM.
This is partly because of the development of new cutting tools designed specifically for carving small features, such as a new series of ball-nose end mills introduced by the Swedish toolmaker Sandvik Coromant. These are made from a carbide material covered with a thin-layer coating, and they have a cutter with a diameter of just 0.1 mm for carving features into medium-hard to hard steels.
But the trend to CNC machining is also partly because these advanced cutting tools are used in machining centers that can move them along multiple axes with great precision. “We have a lot more manufacturing technology that is highly accurate and very productive,” says Covello. For example, Ivanhoe has a nine-axis milling center, which, according to Covello, has taken the company’s mold fabrication abilities to the next level. “Instead of just turning the parts in a CNC lathe and then bringing them to a CNC machining center to put on all the features that have to be milled and drilled, we now can do multiple set-ups in one machine,” he explains.
All these benefits come at a great expense, however. “The capital investment is tremendous,” he admits, “so you need to keep the shop full of work to support the substantial investment of this equipment.”
3-D Printed Molds
In the meantime, other innovations are making their mark on moldmaking, thus influencing product design. One of the most important of these innovations is 3-D printing, in which a computer-based design is built up layer-by-layer. Although a version of 3-D printing known as laser sintering can work with metal (by depositing layers of powdered metal that are then solidified by heating with a laser), it’s generally not able make molds robust enough for industrial production.
Such industrial molds tend to be the final stage in the moldmaking process. Before this stage, several prototype molds are produced in order to test slightly different designs, and these don’t have to be as robust. Such prototype molds are only used for a few hundred production cycles at most, rather than the few million cycles that a mold used for industrial production needs to withstand.
These prototype molds can be produced much more quickly and cheaply with 3-D printing than with conventional mold fabrication techniques, especially if requiring small features or complex designs. Some companies, including the German additive manufacturing company EOS, have recently launched laser sintering systems that can be used to produce prototype metal molds (see pp. 8-10 of the July/August Plastics Engineering).
But such prototype molds don’t even have to be made from metal, as plastics such as ABS are strong enough to do the job. The U.S. 3-D printer manufacturer Stratasys now markets certain of its printers for making prototype injection molds from ABS. One company that has taken advantage of this ability is the household products giant Unilever. It reportedly used a Stratasys Objet 3-D printer to produce prototype injection molds for its household care and laundry goods divisions, including molds for parts such as bottle caps and closures and toilet fresheners.
“Before, we would have to wait several weeks to receive prototype parts using our traditional tooling process; not only would this lengthen lead times, it would also increase costs if iterations were required,” asserts Stefano Cademartiri, R&D, computer-aided design, and prototyping specialist at Unilever. “With 3-D printing we’re now able to apply design iterations to the mold within a matter of hours, enabling us to produce prototype parts in final materials such as polypropylene 40% faster than before.”
Part Release
One factor that moldmakers have always needed to take into consideration when designing molds is ensuring that the part can be easily released from the mold. One way to make this process easier is to coat the mold with chemical release agents before injecting the plastic; these agents prevent the plastic from sticking to the mold in the same way that a layer of butter prevents cakes from sticking to baking trays. The use of these release agents gives mold developers a bit more flexibility in their designs.
The problem with them, however, is that they can leave residue on both the mold and the parts, which then needs to be washed off, adding time to the fabrication process and potentially damaging the parts. A more advanced version of these release agents, developed by scientists at the Fraunhofer Institute for Manufacturing Technology and Advanced Materials IFAM in Bremen, Germany, does away with this problem.
In place of chemical agents, the scientists developed a method for depositing a thin layer on the mold which can prevent the plastic parts from sticking without leaving any residue. This method involves exposing the mold to an electrically charged plasma in a reactor. Molecules containing silicon or carbon are then introduced into the reactor to interact with the plasma, causing the silicon or carbon to be deposited on the mold as a layer just 0.3-μm thick.
Responsible Moldmaking
Despite all these technical innovations and novel analytical tools, there’s still no substitute for experience in developing molds, especially as many molds are entirely unique. “In our business, every mold is custom-engineered and custom-manufactured,” says Ivanhoe’s Covello. “We do draw on standard designs that we’ve developed over the years, but it’s rare that you get something that’s exactly the same as what you made before.”
According to Covello, product designers are also increasingly relying on this moldmaking experience. “We seem to take on more and more responsibility for mold design, because some companies are very thin on technical skills,” he says. “We end up taking on a lot of project work, to make sure that when they go and run that mold they get what they expected.”
This means that moldmakers are generally left to their own devices when developing a mold for a plastic product. “Once we have the models and drawing, the tolerances of the parts, and details of the molding machine that the mold is going into, we go off and design the mold completely,” Covello explains. “Some of our customers have their [own mold] design standards, such as the type of water fittings and electrical connectors, but they don’t get involved in designing the components of the mold; that’s our responsibility.”
Get connected with SPE’s moldmaking community, which was recently renamed the Mold Technologies Division, via www.4spe.org/Communities.