Co-rotating Twin Screw Extruder Compounding Technologies
Previous Article Next Article
By Yoshitaka Kimura
Japan Steel Works America, Inc., Novi, Michigan, USA
Co-rotating Twin Screw Extruder Compounding Technologies
Previous Article Next Article
By Yoshitaka Kimura
Japan Steel Works America, Inc., Novi, Michigan, USA
Co-rotating Twin Screw Extruder Compounding Technologies
Previous Article Next Article
By Yoshitaka Kimura
Japan Steel Works America, Inc., Novi, Michigan, USA
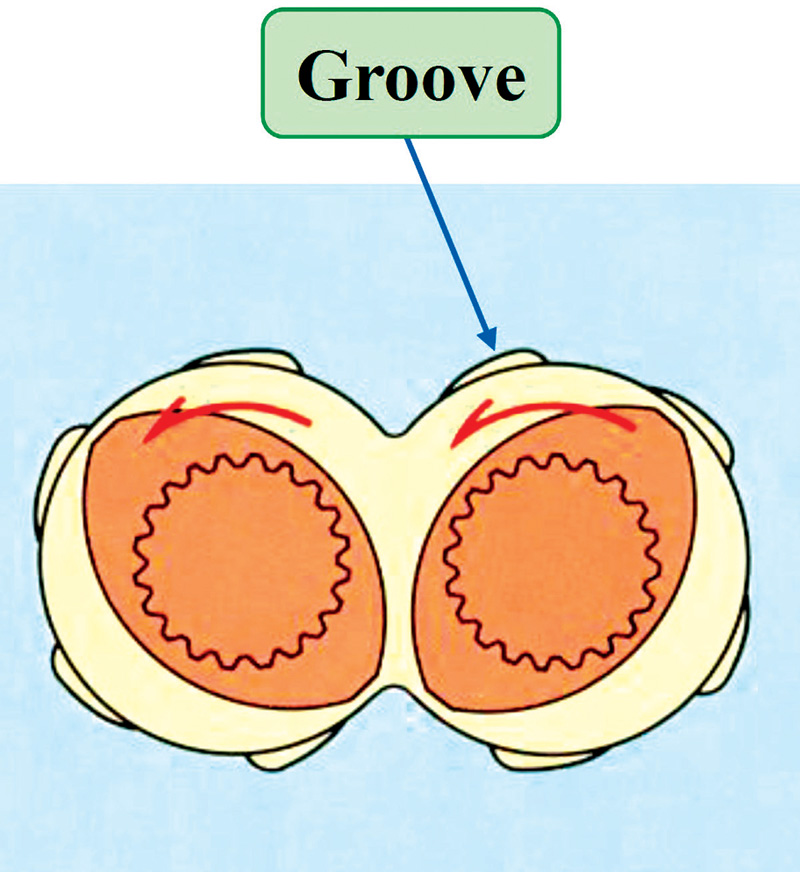
Figure 1: The cross section of NIC barrel
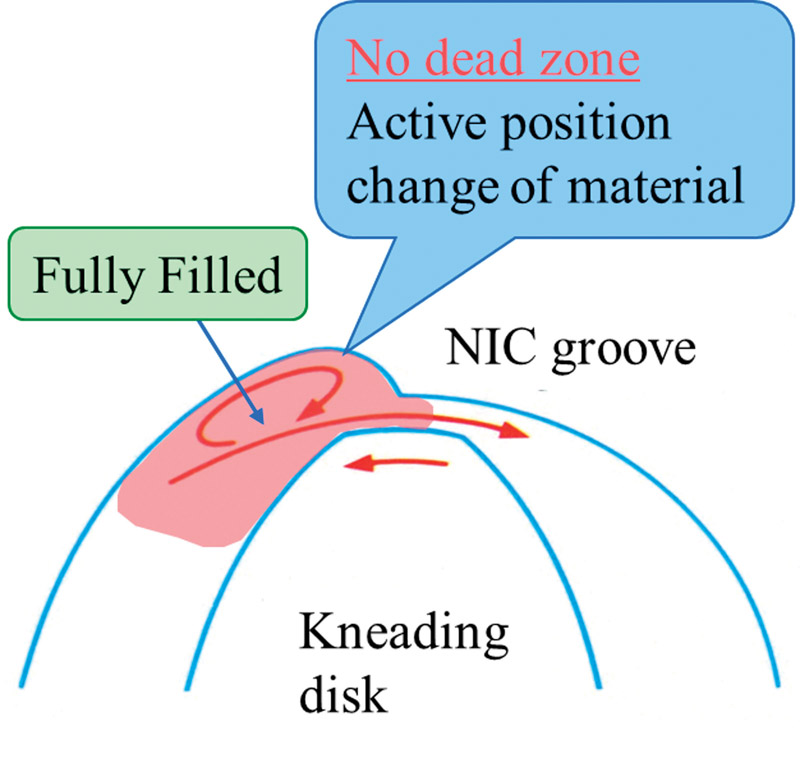
Figure 2: Kneading effect of NIC geometry
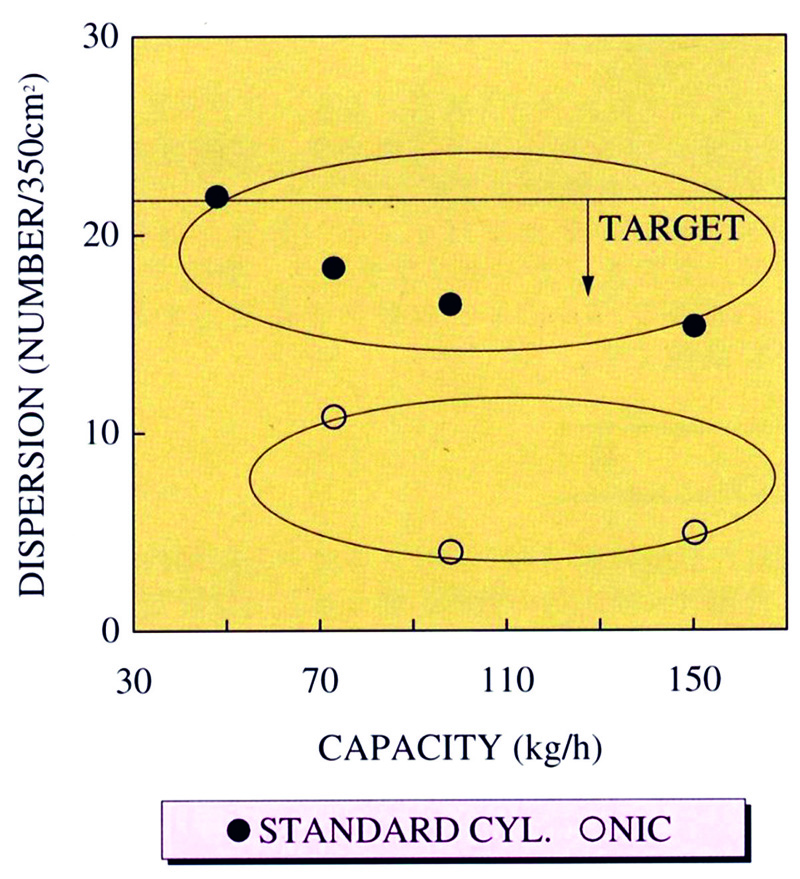
Figure 3: Dispersion of carbon black in polyethylene
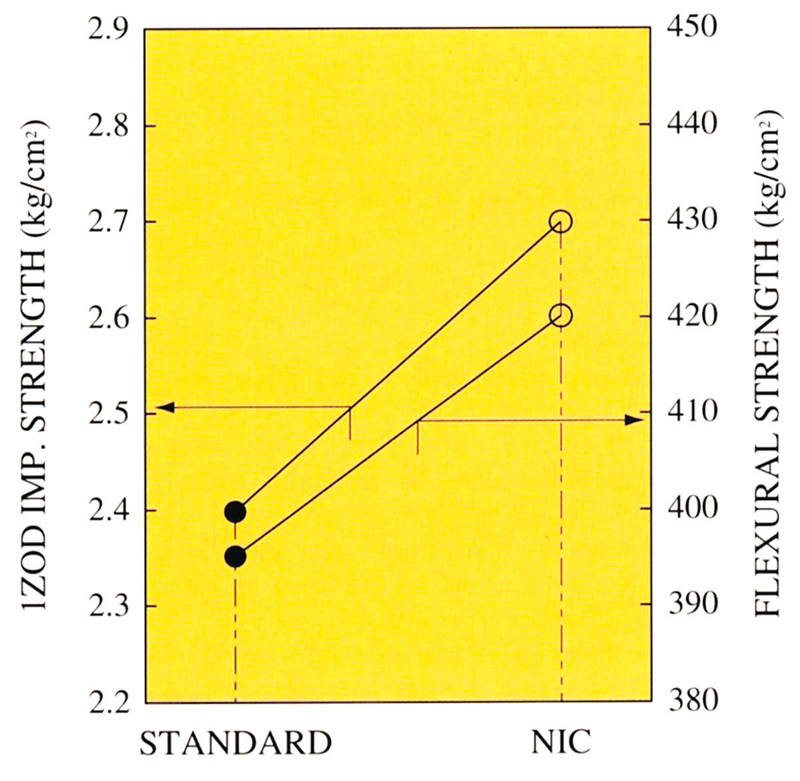
Figure 4: PP + 24% rubber + 11% talc
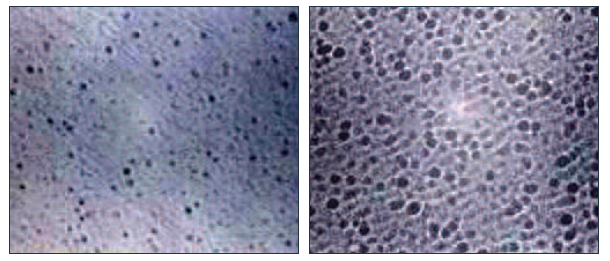
Figure 5: Injection-molded plates with (left) and without NIC (×15)
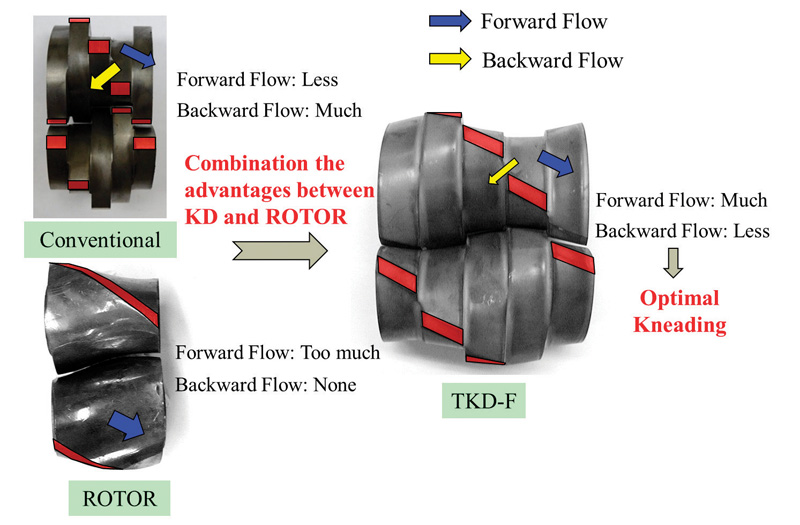
Figure 6: Appearance of conventional kneading disk, TKD, and rotor element
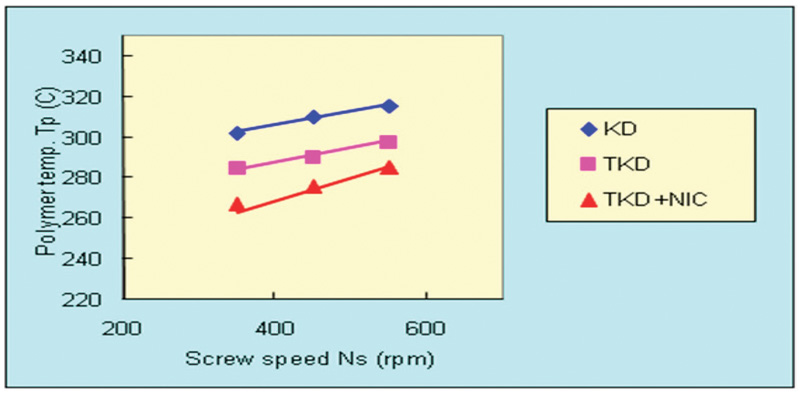
Figure 7: Polymer temperature
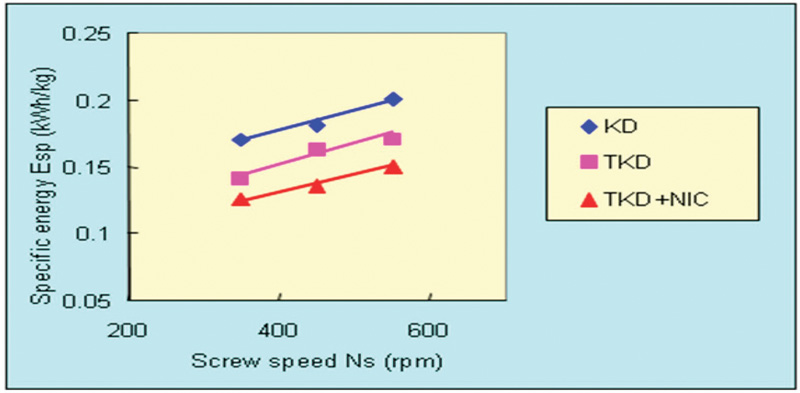
Figure 8: Specific energy

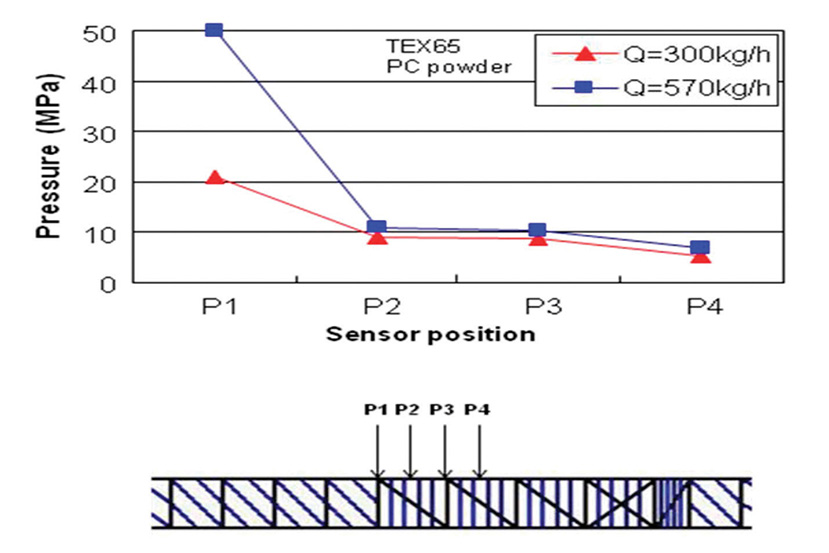
Figure 9: Inner pressure of each kneading section with KD
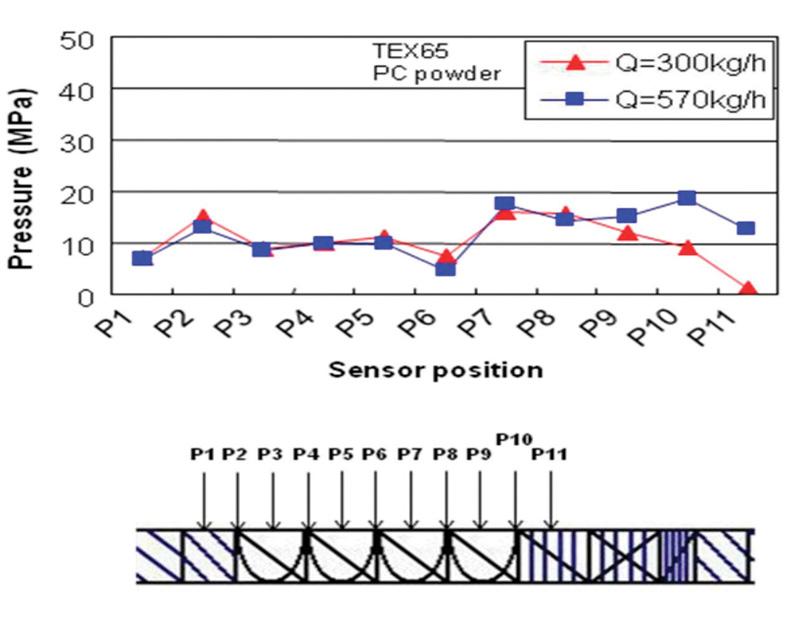
Figure 10: Inner pressure of each kneading section with TKD
Significant polymer material developments have recently taken place for many applications, including automotive compounding applications. The material performance requirements, such as improved impact strength and tensile strength for compounding fillers and alloying polymers, have become more challenging. Because material quality and performance is very dependent on complete and homogeneous dispersion of fillers and rubber or polymer mixed into the base polyolefin, the compounding technology has become more critical.
The compounding technology of fillers has become more challenging, with some fillers having smaller particle size and/or lower bulk densities to enhance mechanical properties. The content of fillers in compounding is increasing to yield higher stiffness. Some polymers have higher melt flow to improve the flow efficiency of final products which are used for injection molding, blow molding, extrusion, etc.
This paper covers technologies for polyolefin compounding and alloying to achieve excellent material performances and quality using Japan Steel Works’ (JSW’s) co-rotating twin screw extruder (“TEX”). These technologies are herein divided into (1.) JSW’s unique mixing/dispersion technologies (“NIC”) and (2.) a special mixing screw design (“TKD”).
Background
JSW’s twin screw extruder technology has been continuously improved since being introduced in 1979. The initial JSW twin screw extruder was counter-rotating. The rotation direction was then changed into co-rotating, with almost 100% of all recent extruders being co-rotating. The outer diameter to inner diameter ratio (Do/Di) has been increasing, and the torque capacity has grown to increase the throughput out of the extruder. The company has also improved the metallurgies for screw and barrel materials, with high abrasive and corrosion resistance to realize higher throughput and address a variety of polymers and additives.
JSW has three technical centers with trial and development capability. The technical center in Japan has more than ten trial extruders, the center in the USA has two trial extruders, and the center in Belgium has one trial extruder. The company conducts the extrusion trials using actual materials provided from the customers who require compounding extruders to make their own products. It has extensive trial data and experience that have been developed in the more than 30 years since its technical center in Hiroshima, Japan, was established. This data and experience has been used to create mixing/dispersion developments to meet new compounding needs from our customers. From these challenges and developments, new and unique technologies have been developed.
The NIC barrel was invented by JSW to achieve excellent mixing/dispersion performance via modification of the traditional barrel design. The modification involves having several longitudinal grooves of specific geometry on the inside surface of the barrel. These enhance mixing and throughput and improve material properties. The TKD screw element was developed to make material conveying faster, with the appropriate mixing efficiency. The tip of the TKD kneading element is twisted in phase so that this element has advantages between both a conventional mixing element and conveying element. It can be utilized to create a synergetic effect when NIC is combined with TKD.
Meanwhile, filler particle size has been getting smaller in recent applications. Use of finer fillers in polyolefin compounding increases the Izod impact or tensile strength properties. Material stiffness is improved by increasing the aspect ratio of filler.
NIC: A Special Kneading Barrel
JSW has significant experience with the challenge of developing extruder screw designs and configurations to mix and disperse fine fillers into polyolefins. In these studies, we have found that mixing/dispersion is performed in the clearances between inside barrel wall and the screw tip. (We call the technologies developed “Tip Clearance Technology.”1,2)
It is very important to keep the viscosity of the polyolefin high to give it optimum energy to mix with the fillers. This technology allows us to get higher material quality for compounding from better mixing. JSW kneading screw elements have smaller diameters so that they have wider tip clearances in a conventional barrel. Additional improvement has been made with the development of a special kneading barrel (NIC),3,4 which expands the concept that tip clearance affects the kneading performance. This barrel has several longitudinal grooves on the inside surface of the barrel. Figure 1 shows the appearance.
These grooves make the average clearance between inside barrel wall and screw tips higher than that of standard barrels, as shown in Figure 2. This creates a lower shear rate and a higher polymer viscosity.
The NIC technology has other positive effects to improve mixing/dispersion and polymer performance. The grooves provide the material compression at standard clearance and material decompression at the grooves. This, therefore, improves kneading performance. The mixing/dispersion of material is predominately performed at the tip clearances between the barrel inside wall and screw tips. Throughput is dependent on how much material can be passed in the clearances. NIC has wider clearances than standard barrels. Therefore, the polymer has more room to move through the clearances between the NIC inside wall and screw tips. The folding and mixing of the material and filler dispersal at the tip clearances are significantly increased.
Another feature of NIC is that the polymer temperature and the specific energy are consequently lowered because of the lower shear rate. Lower energy consumption can be realized.
An example of utilization for using a TEX with NIC is described below. The material is carbon black (CB) with polyethylene (PE). This material was traditionally produced by batch mixers. (Batch mixers have fallen out of favor because of the poor material handling and environmental issues caused by non-continuous devices. Production has transferred to continuous mixers such as twin screw extruders.)
JSW has compared the mixing/dispersion performance between standard barrel use and NIC barrel use. The extruder utilized was a TEX65 whose screw diameter is 69 mm. PE was fed into the extruder from the hopper barrel using a gravimetric material feeder, and the CB was fed into the extruder through a side feeder at the barrel section, after the PE was melted, using a gravimetric material feeder. NIC was installed in the mixing section of the CB.
Figure 3 shows the dispersion results. The evaluations were conducted on a 350-cm2 film made with the products, and the sizes of agglomerations were counted. The numbers of agglomerations were reduced using NIC, and are much lower than the production target. The best mixing/dispersion performance could be obtained using NIC.
Another trial result is shown in Figure 4. The materials used were polypropylene (PP) filled with rubber with talc. All materials are fed into the extruder through a hopper barrel using gravimetric feeders. Like the CB compounding, NIC was installed at the first kneading zone. This compound is used for automotive bumpers or interior panels. The exceptional kneading performance with NIC improved mechanical properties.
Another example is to alloy acrylonitrile butadiene styrene (ABS) with 30% acrylonitrile styrene (SAN). Both materials were blended and fed into the extruder hopper using a gravimetric feeder. The extruder was a JSW TEX65 of 69-mm size. NIC was installed on the first mixing section, and we evaluated the extruder dispersion with and without NIC by observing photos taken on the surface of sample plates made by injection molding, as shown in Figure 5. The black points show butadiene rubbers in ABS which were not dispersed well in SAN. The number of rubber lumps with NIC use was lower than without NIC, and the size of the lumps was smaller. This product was adopted as the body for electric appliances which require smooth surfaces.
TKD: A Special Mixing Screw Design
JSW has optimized screw combinations and tip clearances with conventional kneading disks and conveying elements, and a new type of screw element called TKD,5,6 which is a special mixing screw design.
The appearances and the differences of conventional elements are shown in Figure 6. The conventional kneading disk (KD) has an assembly of oval-type disks, and the conveying element (rotor) has a continuous flight tip. KD can knead/mix polymer very well, but sometimes fails to convey material forward because of polymer backflows. This requires the back-flowed polymer to be sent forward again. This polymer can be kneaded again and again until it is damaged. Alternatively, in the case of the rotor, there is no polymer retention. The polymer is sent forward too fast to knead it sufficiently.
JSW has compared the specific energy and polymer temperature between the screw configuration with TKD and with KD. The extruder size used for this trial was a TEX65 69-mm machine, and the trial application was ABS compounding at 1,000 kg/hr. Company researchers confirmed the lowering of specific energy and polymer temperature, as shown in Figures 7 and 8. Because the polymer can move forward moderately, it is not kneaded too much, and excess energy is not inflicted on the polymer. Less specific energy and polymer temperatures have been confirmed by combing TKD with NIC. We can realize the ideal operation, with saving energy using our unique technologies.
As positive effect of TKD is that it enables a reduction of the inner pressure of barrels at the kneading section, reducing local heating. The polymer is pressurized at the first section of the first kneading zone because the solid materials conveyed from the feeding section hit the kneading elements, which have friction. Figures 9 and 10 shows the test result by two conditions of extruders, one of which kneads the polymer with the use of KD and the other with the use of TKD. The data was taken using several polymer pressure sensors on the barrels.
The actual pressure on each kneading section was measured. This shows that the TKD screw assembly generates less polymer pressure at the first kneading stage because of its conveying capability. Excessive pressure should be avoided because it can create hard masses of packed filler that may damage screw shafts. TKD can mechanically create gentle kneading effects. By reducing the pressure, it also relieves local heating of the disk tips, which might damage product quality.
Conclusions
JSW has developed expertise in many filler compounding applications, and several unique technologies have been invented and developed. Today, the unique technologies NIC and TKD have been used for many applications. The company has been studying how to further improve mixing/dispersion on its extruder systems. JSW technical centers in Japan, the USA, and Europe have development extruders in-house to solve difficult compounding challenges.
References
- Kakizaki, Nakamura, Japan Steel Works Technical Report No. 51 (1995), p. 29.
- Ishibashi, Oda, Sumida, Handa, Yasusaka, Japan Steel Works Technical Report No. 51 (1997), p. 77.
- Oda, US Patent 5,516,205 (1996).
- Japan Steel Works Newsletter No. 0002E.
- Japan Steel Works Newsletter No. 0008E.
- Kakizaki, US Patent 7,618,180 B2 (2009).
Ed. note: This article is a modified and updated version of the author’s 2013 SPE International Polyolefins Conference paper. The 2015 Polyolefins Conference will be held Feb. 22-25, in Houston, Texas, USA (learn more via www.4spe.org/Events).