Understanding the Gravity of the Situation
There are some mold-filling situations in which gravity indeed does have an effect
Previous Article Next Article
By David A. Hoffman
Beaumont Technologies, Inc., Erie, Pennsylvania, USA
Understanding the Gravity of the Situation
There are some mold-filling situations in which gravity indeed does have an effect
Previous Article Next Article
By David A. Hoffman
Beaumont Technologies, Inc., Erie, Pennsylvania, USA
Understanding the Gravity of the Situation
There are some mold-filling situations in which gravity indeed does have an effect
Previous Article Next Article
By David A. Hoffman
Beaumont Technologies, Inc., Erie, Pennsylvania, USA


Figure 1: The effect of gravity on a plastic purge (photo courtesy of Purgex)
Figure 1: The effect of gravity on a plastic purge (photo courtesy of Purgex)
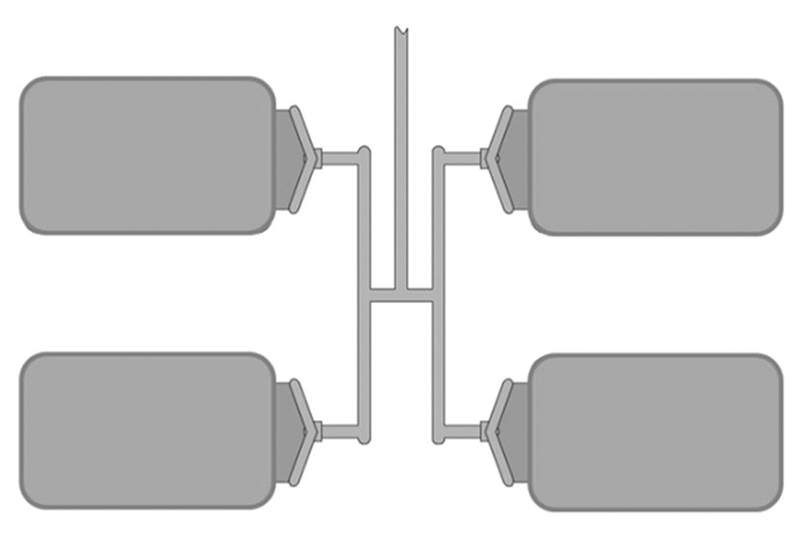
Figure 2: Fan gates feeding “purge pockets”
Figure 2: Fan gates feeding “purge pockets”

Figure 3: Effects of gravity in Figure 2 mold

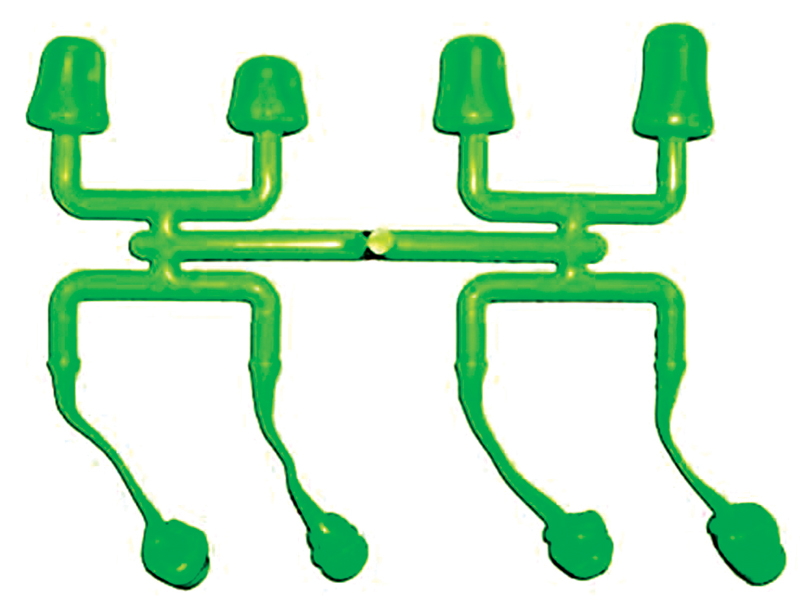
Figure 4a: Effects of gravity in screwdriver handle mold short shot
Figure 4a: Effects of gravity in screwdriver handle mold short shot
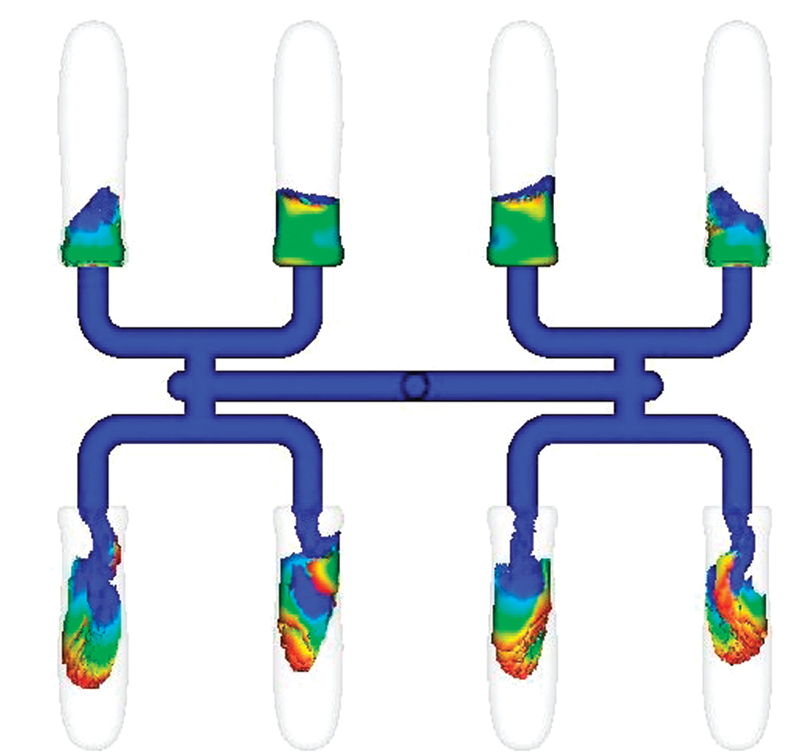
Figure 4b: Simulation of gravity’s effect in Figure 4a mold

Figure 5a: Short shot of Figure 4a mold turned 90 degrees
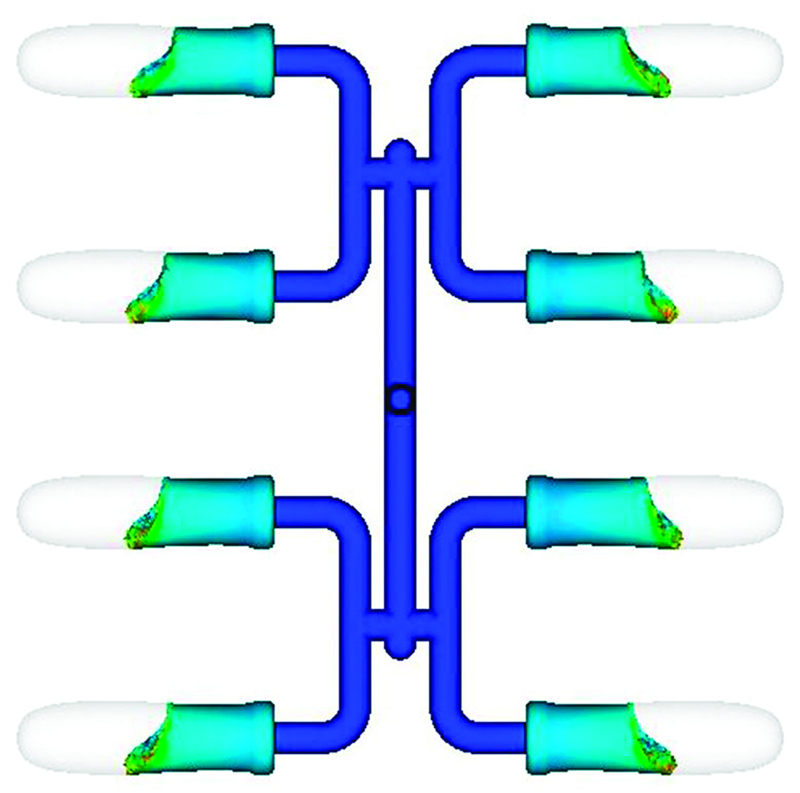
Figure 5b: Simulation of Figure 5a short shot

Figure 5c: Flow in part biased due to gravity

[Ed. note: The following continues a series of expert-authored articles written exclusively for Plastics Engineering, now under the banner of “Consultant’s Corner.” You can contact the author directly using the information at the end of the article.]
If you work in the injection molding industry long enough, at some point in your career you will be sure to hear someone say: “Turn the mold 90 degrees (or 180 degrees) to see if that fixes the problem.” And when asked why on earth would that person suggest such a thing, the answer usually is “Gravity!” At this point everyone gets a good laugh and makes fun of the person who suggested such an absurd solution.
But let’s think about this for a minute. Are plastic materials immune to Isaac Newton’s Law of Universal Gravitation? No. Then why is it considered absurd to think that gravity could not influence the filling of a plastic part made by the injection molding process? The answer most commonly given is that it seems impossible, given the high pressures and speeds of the molding process.
The pressures and speeds are only part of the answer. The vast majority of plastic parts are considered “thin walled,” and the plastic therefore is always in intimate contact with the mold wall. When the hot plastic touches a relatively cold mold wall, heat transfer causes the polymer to freeze/stick to the cavity walls. Couple this with the high viscosity of plastics and pressure-driven flow seen during injection molding, and we simply don’t expect to see much influence, or at least any measurable amount of influence, of the gravitational pull on the majority of molded parts.
Thick Weighty Walls
But gravity is always present, even on the shop floor of an injection molding operation. In relation to the injection molding of plastic parts, gravity’s effect is heavily influenced by the wall thickness of the parts themselves. The thicker the wall, the higher the potential influence of gravity.
Since there are molders in the industry who make plastic parts that would certainly be considered “thick walled,” gravity is something to be concerned about. Depending on the wall thickness, the material being molded, the process conditions, the cavity orientation, gate location, and a few other factors, gravity may finally have a chance to work its magic on our thick walled plastic parts.
Think about it this way: If there is nothing for the plastic to stick to as it comes out of the gate, what will happen? The plastic will fall to the bottom of the cavity. To illustrate this point, simply observe what happens when you purge out the barrel of a molding machine. There is nothing for the material to stick to as it flows out of the nozzle. So gravity takes over and the plastic purge falls to the purge plate (see Figure 1, courtesy of Purgex).
That is an extreme case, so to make this discussion more relevant, let’s take a look inside a few injection molds. The first example will be the original mold that John Beaumont designed and built to study the effect of shear on material properties and the resulting mold filling variations. It’s a four-cavity cold-runner mold with fan gates feeding “purge pockets” (Figure 2) with a thickness of 19 mm.
The purge pocket cavities were utilized not to study gravity effects, but to isolate the shear flow effects on the plastic in the runner. Regardless, the effect of gravity can clearly be seen in Figure 3. It was observed that as the plastic exited the gate and entered the thick-walled cavity, the plastic had nothing to stick to immediately and thus gravity pulled it down to the bottom of the cavities (note the relative location of the plastic versus the gate which was centered in the cavity shown in Figure 2).
A Second Weighty Example
A second gravity example comes from an eight-cavity mold used to produce thick-walled screwdriver handles. The short shot in Figure 4a shows there was more plastic at the bottom than at the top of the four bottom cavities. Again the plastic came out of the gate and had no steel around it to flow against and stick to. As more material was pushed into the cavity, gravity took over and pulled the plastic to the bottom of the bottom four cavities. This resulted in a cosmetic defect in those cavities. The top four cavities were filling as we would normally expect (from the gate outward) with no cosmetic defects present.
The mold was then modeled in mold-filling simulation software using a full 3-D mesh to see if the simulation could pick up this effect. The process within the simulation was set up to represent the short shot of the actual mold. The results of the simulation trended very closely to the actual parts (Figure 4b) when the gravity solver was turned on within the software.
After the effect of gravity was discussed with the molder, they were convinced to turn the mold 90 degrees, and, after the laughter turned to amazement, all parts filled as they should and the cosmetic defect problem went away. Figure 5a shows the short shot comparison after turning the mold 90 degrees. (This sample was taken when molding black handles instead of green, but the base material was the same.)
Simulation was run again with the new gravity orientation, and the results correlated well with the actual short shots (Figure 5b). However, gravity’s influence did not completely go away. Figure 5c shows how the material flow is still biasing to the bottom half of the cavity. Fortunately for this part, the intra-cavity flow variation was not a problem, as the cosmetic defect was resolved with the new mold orientation.
Summing Up
I’m guessing that many of you reading this article still have trouble believing that gravity can influence the injection molding process. So to be fair and just to be clear again: Gravity will have very little, if any, influence over the majority of injection molded plastic parts, and its effect can be ignored. However, under the right conditions of part geometry, mold orientation, material, process conditions, etc., gravity can and does certainly alter the filling of some plastic parts.
So if you design molds for thick walled parts or contract out to someone who does, you will want to keep this in mind as the cavity orientations are determined in the up-front design stage. Taking this into consideration up front can save a lot of problems (and money) down the road because some molding problems due to gravity cannot be fixed by simply rotating the mold.
About the author:
David Hoffman holds degrees in Mechanical Engineering Technology and Plastics Engineering Technology, and has worked as a part and mold designer, process engineer, and engineering manager. He’s currently the senior instructor/education development manager for Beaumont Technologies, Inc.’s Plastics Education Courses. Contact him at U.S. 814-899-6390 ext. 131 or dhoffman@beaumontinc.com.
Note:
This article is an expanded version of an original posting at www.beaumontinc.com/tech-tips.