
Robust Simulation for Wood Fiber Composites
Predicting the properties of wood fiber-PP composites helps drive their development
Previous Article Next Article
By Damien Even
Scion, Rotorua, New Zealand
Robust Simulation for Wood Fiber Composites
Predicting the properties of wood fiber-PP composites helps drive their development
Previous Article Next Article
By Damien Even
Scion, Rotorua, New Zealand
Robust Simulation for Wood Fiber Composites
Predicting the properties of wood fiber-PP composites helps drive their development
Previous Article Next Article
By Damien Even
Scion, Rotorua, New Zealand
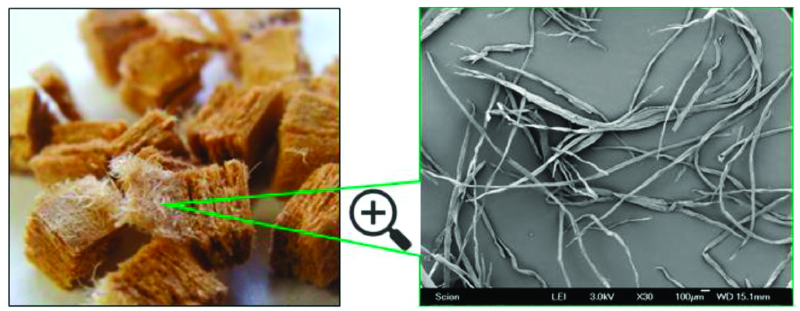
Figure 1: Woodforce pellets (left) for reinforcing thermoplastics by extrusion compounding and injection molding.
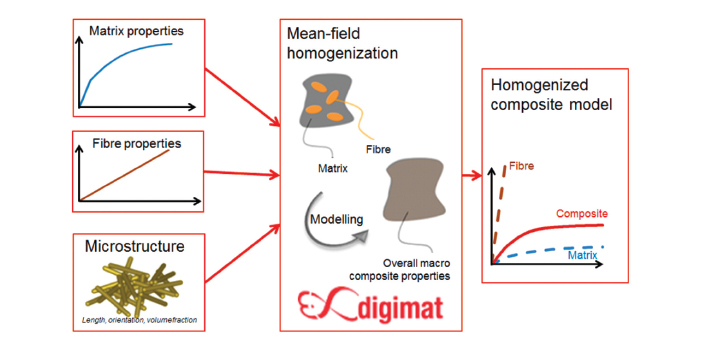
Figure 2: Digimat composite modeling.
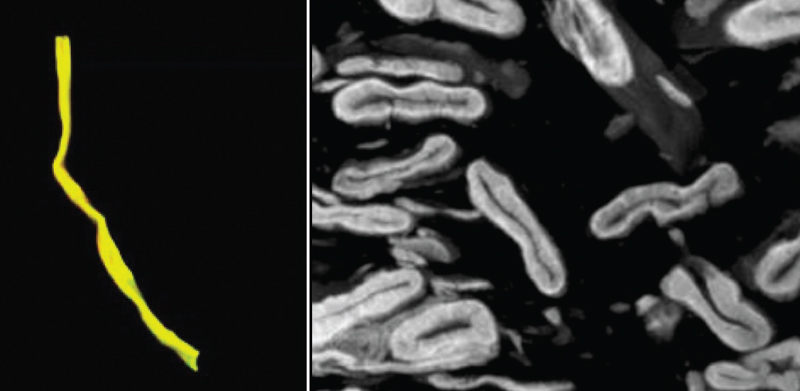
Figure 3: Typical wood fiber morphology (left: showing curl; right: showing irregular cross section).
Figure 3: Typical wood fiber morphology (left: showing curl; right: showing irregular cross section).
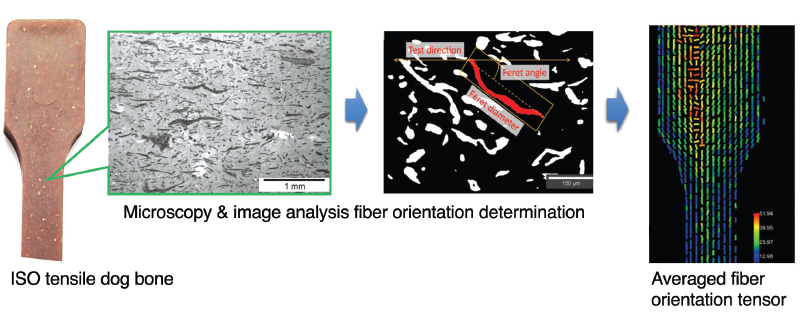
Figure 4: Wood fiber orientation measurement.
Figure 4: Wood fiber orientation measurement.
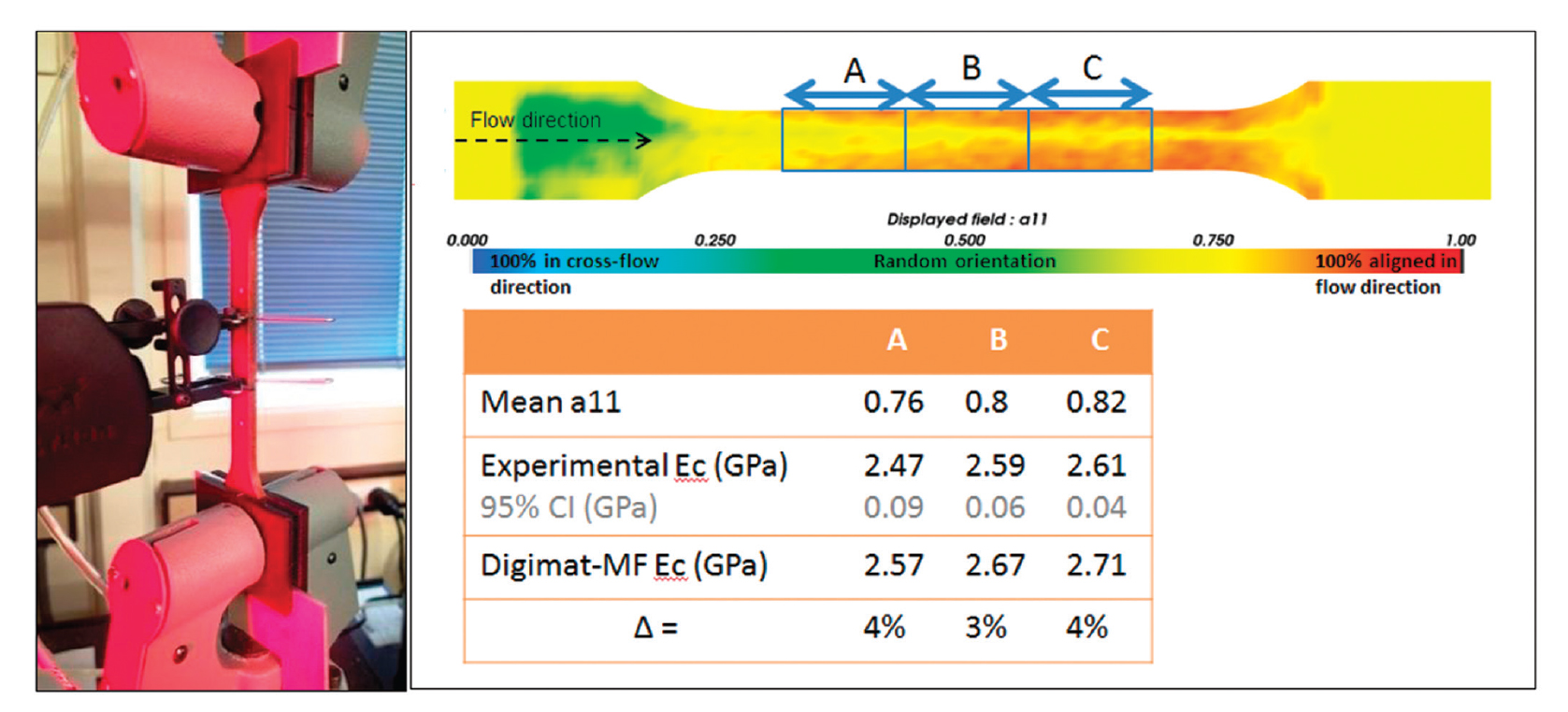
Figure 5: Tensile test of the Woodforce dog bone (left: tensile set up with contact extensometer; right: experimental and Digimat-MF results).
Figure 5: Tensile test of the Woodforce dog bone (left: tensile set up with contact extensometer; right: experimental and Digimat-MF results).

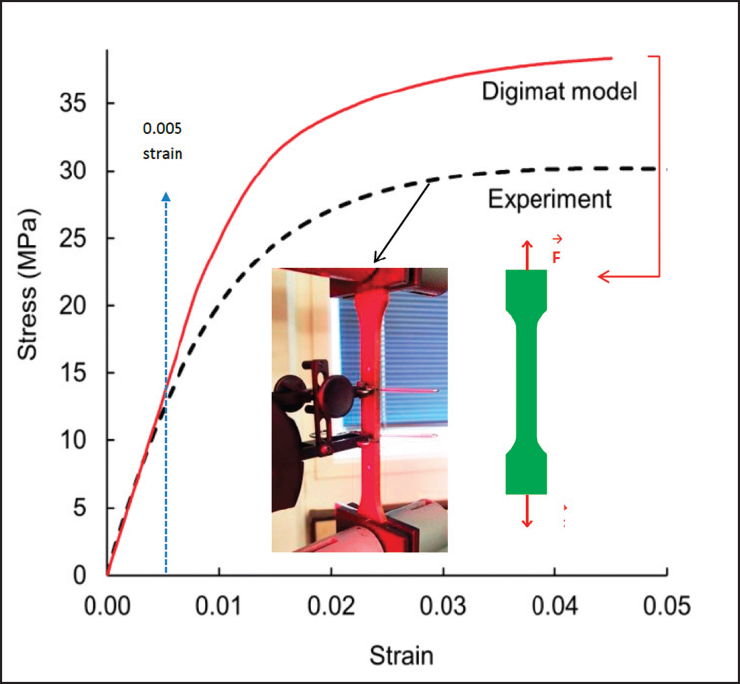
Figure 6: Tensile stress-strain curves with 20 wt% Woodforce/PP (elastic).
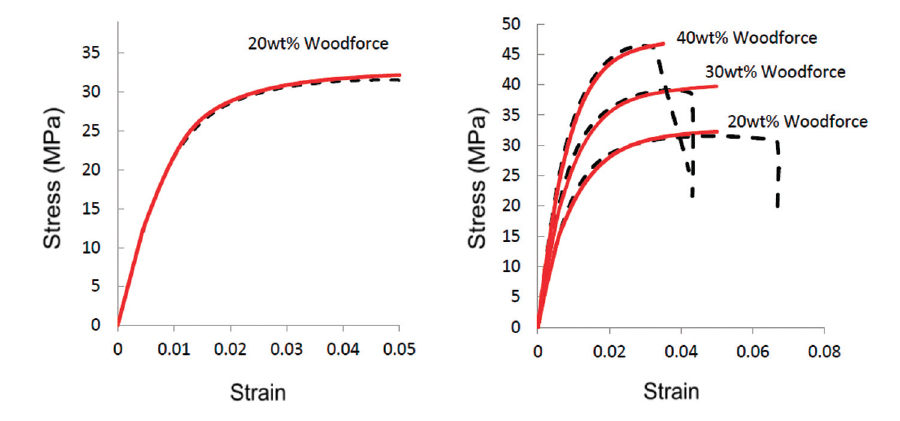
Figure 7: Tensile stress-strain curves with Woodforce/PP (elasto-plastic) with experimental data (black dotted line) and Digimat model (red line).
Figure 7: Tensile stress-strain curves with Woodforce/PP (elasto-plastic) with experimental data (black dotted line) and Digimat model (red line).
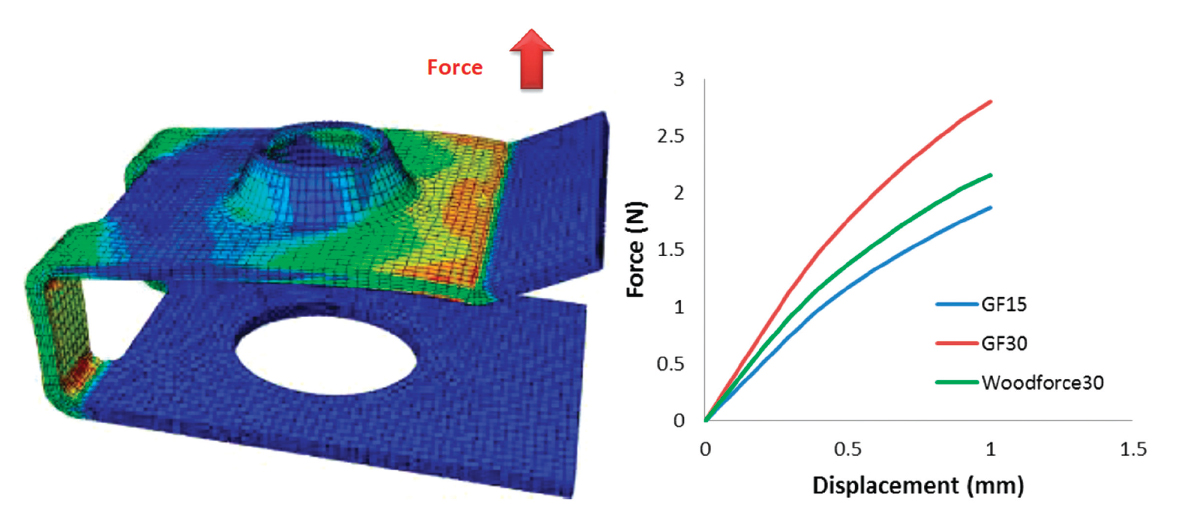
Figure 8: Injection-molded clip FEA (left) and resulting force/displacement curves (right).
Figure 8: Injection-molded clip FEA (left) and resulting force/displacement curves (right).
Composites are gaining ground in the auto industry due to their weight-saving potential and tighter CO2 emissions regulations. Growing socio-environmental considerations are also generating demand for lightweight composite materials with sustainability credentials. A category of material which has received renewed interest, especially from car manufacturers, is natural fiber-reinforced polypropylene (PP) to substitute for traditional glass fiber materials for non-structural injection molding applications.
Natural fiber-reinforced PP, using agricultural fibers such as flax, hemp, or jute, have shown promising mechanical properties. But they are often regarded as too expensive in short-fiber-reinforced applications. In addition, there are no well-established global suppliers with stable and consistent fiber supply chains for mass-scale applications. Their use has been limited to small-series products for automotive and consumer goods.
Market credibility has matured lately when several global wood pulp companies (Mondi, UPM, Weyerhaeuser, and Sappi) started commercializing paper pulp fiber-reinforced polypropylene compounded pellets (under the trade names Fibromer™, Formi™, Thrive™, and Symbio™, respectively). Wood panels giant Sonae Industria set out on an alternative path, by providing a special grade of ready-to-use wood fibers in doseable pellets for existing compounders to develop their own formulations for injection molders.
The technology developed by Scion and commercialized in Europe under the trade-name Woodforce, with industry partner Sonae Industria, enables the use of engineered wood fiber to reinforce some thermoplastics. Woodforce is designed for efficient mass production using an existing medium-density fiberboard plant.
The ability to deliver consistent wood fiber properties, with the same specification and quality on each continent, is unique and hence fits the global supply strategy of large original equipment manufacturers (OEMs). Wood fiber is 40% lighter than traditional glass fiber, offering weight-savings in the composite.
Woodforce composites are first made by blending easy-to-feed, wood fiber-rich pellets with plastic pellets by extrusion compounding (Figure 1). The compounded composite pellets are then injection molded to make 3-D parts. Woodforce is used by various commercial compounders, has received material approval status at one car maker, and is currently under evaluation by several other global automotive OEMs.
Material Modeling Approach
To achieve global uptake of a new material, especially by the automotive industry, accurate prediction of physical behavior is essential in the car-part design process. However, modeling fiber-reinforced plastics is complex and requires advanced simulation software packages, since fiber distribution and orientation directly influence structural properties.
Digimat, from e-Xstream engineering, enables the development of composite material models by taking into account the local fiber orientation from injection molding flow simulation software. It uses micromechanical modeling (Mori-Tanaka model with matrix plasticity factor) to correlate the local heterogeneous microstructure with the overall macroscopic properties of the composite (Figure 2). This is used to compute the global composite material behavior.
The Digimat composite model is then input into finite element analysis software to undertake structural simulation of parts. Digimat is already commercially used for glass fiber-reinforced composites. However, no work is yet reported for natural fiber using Digimat. A Digimat modeling approach for glass fiber was adapted for natural fiber below.
Wood fiber particularities
Wood fibers have particular attributes which are not be found in glass fiber: they are flexible, can curl, and are irregular in shape (e.g. curled and ribbon-like; see Figure 3). As a simplified first approach, the fibers were assumed elastic and rod-like (like glass fiber), and with homogeneous properties (Young’s modulus = 17.3 GPa). This is not completely true, since wood fibers show some variability depending on where it grows in the tree, and across species.
Digimat was used to model a 20 wt% Woodforce-reinforced PP composite prepared by extrusion compounding. The compound was injection molded into test samples (ISO 527 tensile dog bones) and used to develop the composite material model in tensile loading mode with micromechanical methods. Inputs required for the model are the fiber length distribution, fiber mechanical properties, and orientation in the dog bones, as well as properties of the polypropylene matrix.
Flow-induced wood fiber orientation in parts
It’s well known that fibers align themselves in the flow direction during processing, with strong flow direction in the surface layer and more random orientation in the core. Although these fiber orientation factors are available in flow simulation software, these were developed for stiff, rod-like glass fiber. Wood fiber may not flow like glass fiber. As a result, wood fiber 2-D orientation was measured in the dog bone using a microscopy imaging and analysis technique (Figure 4).
The wood fibers become aligned during injection molding with the flow direction, to give fiber orientation factors similar to those for glass fibers in tensile dog bones, despite the differences in curvature and flexibility.
Wood fiber dimensions in parts
Fiber length and hence aspect ratio (AR = length/diameter) plays a key role in fiber composites to enable efficient load transfer between the matrix and fiber. Therefore it’s crucial to maximize fiber length to achieve a high performing composite.
Wood fibers, like glass fibers, show fiber length reduction during extrusion compounding and injection molding. Wood fiber cannot be recovered and analyzed by burning the polymer away like for glass fiber. Wood fibers were extracted from the dog bone by dissolution of the matrix with a solvent, and they showed a length-weighted mean value of L = 0.67 mm and a diameter of D = 24 µm after processing, resulting in AR = 26.
Digimat model predictions against test values
The direct engineering model built in Digimat was compared to the experimental data for the tensile Young’s modulus (Ec) for 3 locations (A, B, and C) along a dog bone section (Figure 5). The 20 wt% Woodforce-reinforced PP dog bones were tested in tension to obtain the stress-strain curve and mechanical properties of Young’s modulus and maximum stress and strain at break.
The trend towards higher values of Ec, with increasing distance from the gate in the dog bone, as evidenced by the variation in the A, B, and C test results (see Figure 5), is consistent with the trend toward a better alignment of the fibers (red shading in Figure 5).
The Digimat-predicted Ec values were all higher than the corresponding experimental value, by 3 to 4%. These deviations are considered as insignificant, considering the approximations made. Digimat was accurate in predicting the Ec gradient along the dog-bone section of Woodforce/PP.
Although the effect of fiber curvature was neglected, Digimat modeling using rigid, rod-like glass fiber was applied successfully in predicting the Young’s modulus.
Elastic versus non-elastic behavior of wood fiber
The Young’s modulus is measured at very low strain level (<0.005). Figure 6 shows the full stress-strain curve for both the experimental and virtual Digimat models. The deviation observed outside the composite’s elastic region (above 0.005 strain) is attributed to non-elastic deformation of the wood fiber. The wood fiber was initially assumed to be elastic and isotropic, which is not a valid assumption, and resulted in an over-estimation of strength in the virtual testing of the dog bone.
Implications of non-linear wood fiber behavior
Unlike glass fiber, wood fibers are not purely elastic. Therefore, it’s critical to consider non-linear deformation of the fiber to be able to predict mechanical properties with wood fiber composites.
The Digimat model was modified to take into account the non-linear deformation of the fiber by using a predefined elasto-plastic model. This modified model closely matches the 20% Woodforce/PP experimental tensile curve outside the elastic region (left of Figure 7). The model was extended to 30 and 40wt% Woodforce loading and showed a close alignment with experimental data (right of Figure 7). However, the failure stress is not well predicted for 20 and 30% Woodforce.
Virtual part testing in Digimat with Woodforce
The ultimate purpose of developing a model for composite materials is to enable predictive structural simulation of more complex three-dimensional parts. To understand the possibility to go from material to structural engineering, a virtual part was defined and tested using the Woodforce/PP composite Digimat model. An injection mold clip was subjected to a top opening displacement (Figure 8, left).
The opening force/displacement curve was modelled for 30 wt% Woodforce/PP and compared to standard glass fiber-reinforced PP composites (Figure 8). Based on structural results obtained by finite element analysis, 30% Woodforce/PP is predicted to have a strength and stiffness between that of 15 and 30 wt% glass fiber/PP. This relationship was confirmed by previous experimental test results undertaken on standard tensile dog bones.
The mechanical simulation demonstrated that Woodforce should be a viable alternative to glass fiber where strength and stiffness of the part are key requirements. Experimental validation on a range of real parts is planned to confirm accuracy of the modeling.
Summary & Outlook
In the dog bone, wood fiber showed a strong orientation in the flow direction during injection molding. This is similar to glass fiber, although wood fiber is neither rod-like nor stiff like glass fiber.
The first approach in modeling dog bones with wood fiber composites, using the Digimat software, resulted in a good correlation with experimental data (e.g., Young’s modulus). Accuracy of the Digimat model was largely improved with the non-linear deformation of the wood fiber, which was confirmed at various fiber loadings in the composite. It demonstrates the ability to predict the mechanical performance of parts made from a Woodforce/PP composite.
Standard engineering design and structural analysis using Digimat is achievable for wood fiber, as demonstrated by virtual part testing. The mechanical simulation indicated Woodforce is an alternative to glass fiber for similar stiffness and strength in injection molded parts. These predictive simulation results should contribute to further commercial acceptance for natural fiber-reinforced PP compounds.
References
1. R. Newman et al., “Micromechanical modeling for wood-fiber reinforced plastics in which the fibers are neither stiff nor rod-like,” Composites Part A: Applied Science and Manufacturing, 2014.
2. D. Even et al., “Investigation into modeling wood fiber reinforced polypropylene composite,” 2014 DIGIMAT User’s meeting – The material modeling conference, 2014
3. P. Hebert et al., “Micromechanical modeling for wood-fiber reinforced plastics,” SIMulation technologies in the fields of BIO-Sciences and Multiphysics (SIMBIO) Conference, 2014.
About the author… Damien Even is a plastics R&D specialist and compounding expert at Scion. He’s responsible for developing and implementing value-added strategies for thermoplastic and composite applications. Scion’s bioproducts research focuses on supporting New Zealand’s industry with innovative bio-based technologies. Even led the technical development of Woodforce and now supports its commercial applications with Sonae Industria. Contact him at damien.even@scionresearch.com.