Combined X-Ray and Optical Pellet Inspection
…for the smallest impurity detection during plastic pellet production & processing
Previous Article Next Article
By Christian Frank Sikora AG, Bremen, Germany
Combined X-Ray and Optical Pellet Inspection
…for the smallest impurity detection during plastic pellet production & processing
Previous Article Next Article
By Christian Frank Sikora AG, Bremen, Germany
Combined X-Ray and Optical Pellet Inspection
…for the smallest impurity detection during plastic pellet production & processing
Previous Article Next Article
By Christian Frank Sikora AG, Bremen, Germany
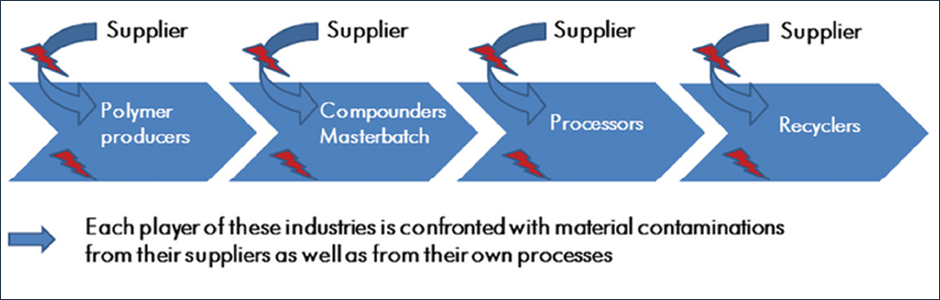
Figure 1: Typical industrial processes in the plastics manufacturing industry with a high risk of contamination.

Figure 2: Definition of attenuation.

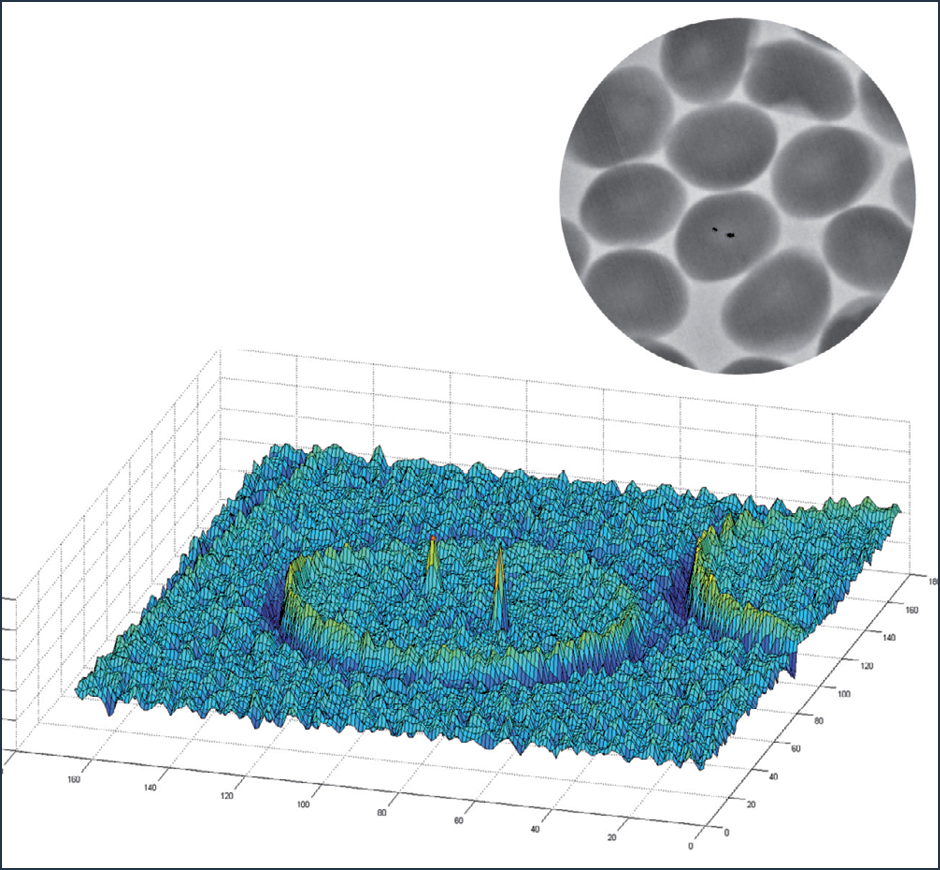
Figure 3: X-ray analysis shows two contaminants within a round pellet.
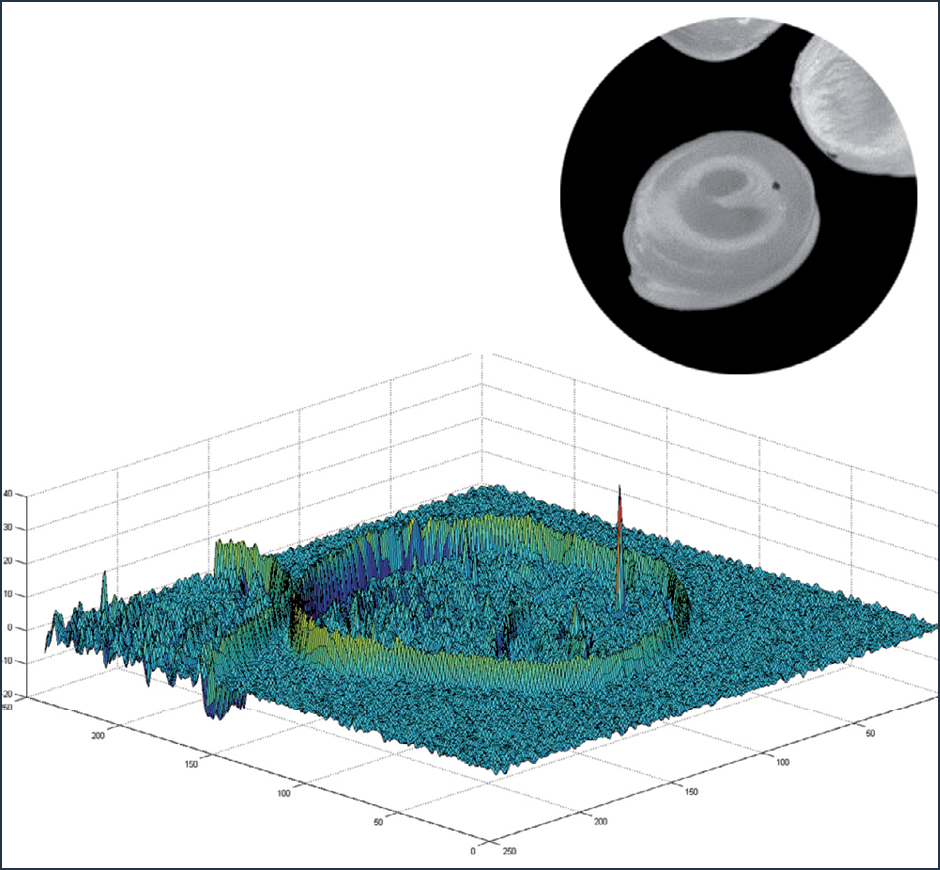
Figure 4: Optical analysis shows a contaminant on the surface of a round pellet.
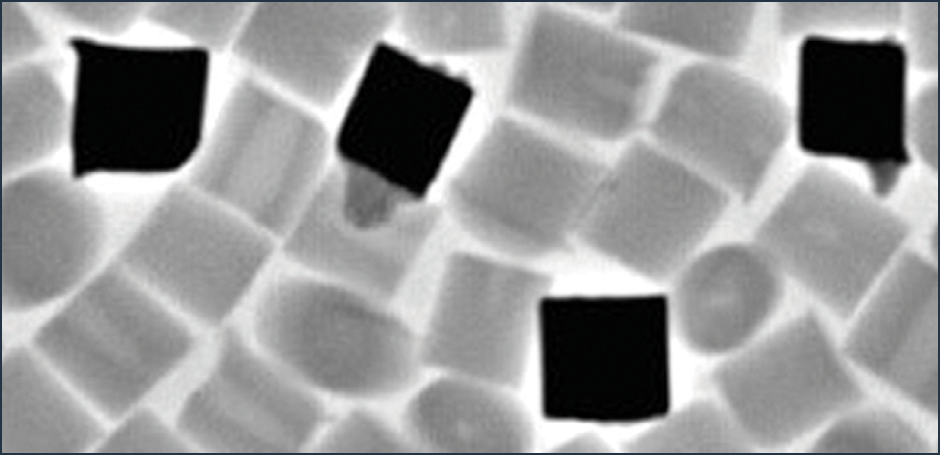
Figure 5: A different pellet type is visible due to higher X-ray attenuation.
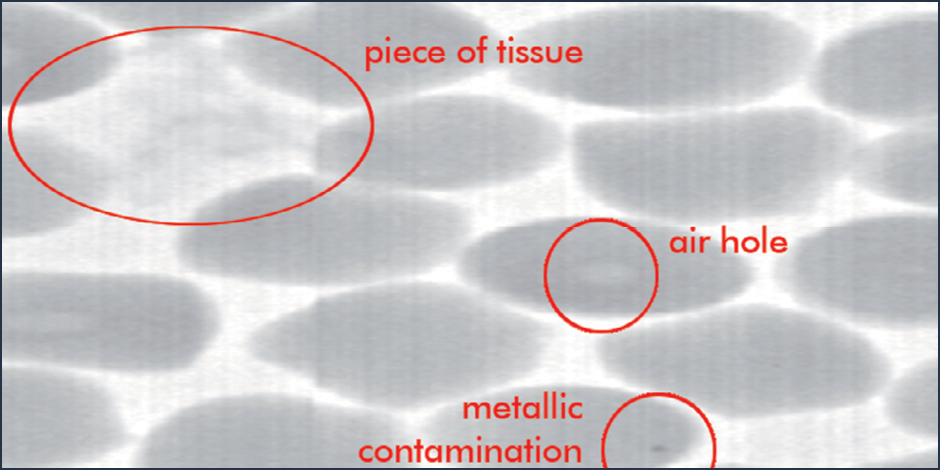
Figure 6: Voids and metallic and organic contamination.
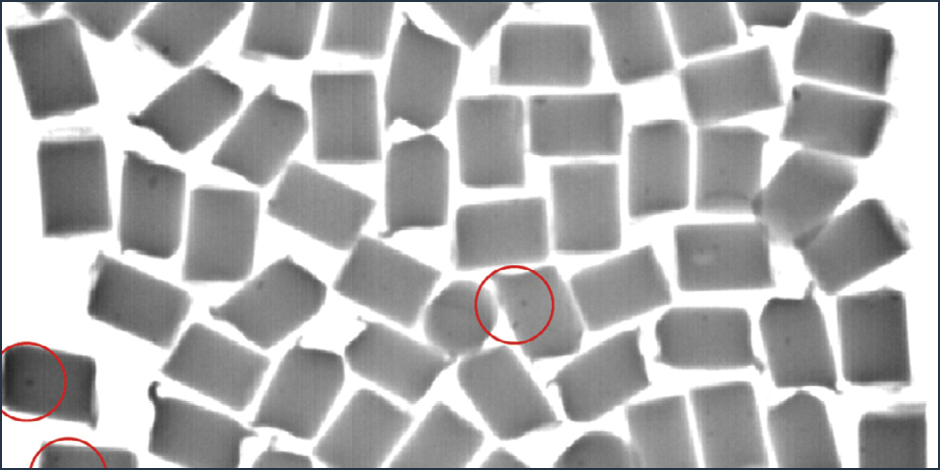
Figure 7: Non-homogeneities inside pellets.
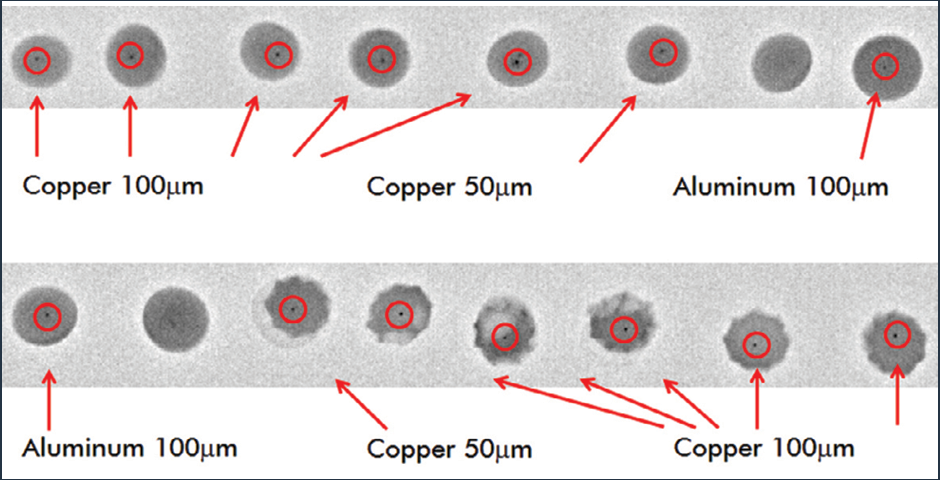
Figure 8: Metallic contamination in black pellets.
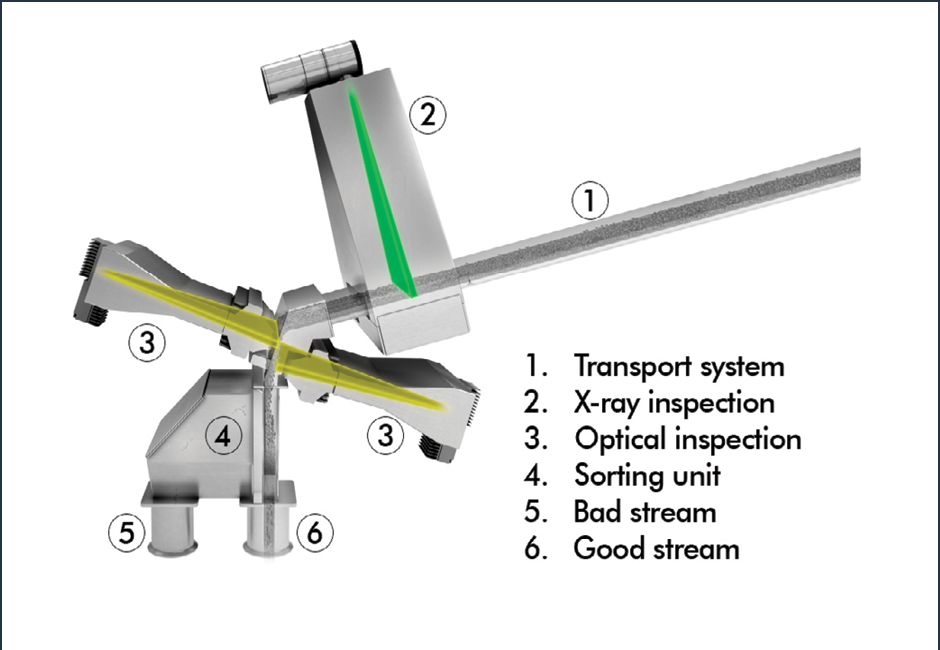
Figure 9: Purity Scanner: The combination of X-ray technology and optical inspection allows 100% inspection of the plastic material to be processed.

[Ed. note: This is a slightly abridged version of the author’s ANTEC® Orlando 2015 paper. As of press time, the paper was scheduled to be presented at ANTEC in session W15 on Wednesday, March 25, at 8:30 AM.]
Today we have an overall increased awareness for improved quality for all kinds of consumer products. Consumers do not accept defects in many products any longer, and even the smallest defects need to be detected before they reach the final customer. Therefore, the manufacturing industry has to improve production processes and the overall logistics in terms of quality and safety. At the same time, companies have to control costs.
Today a wide range of different technologies is used in order to control and assure quality in the production process. However, we see an increasing number of new, highly sophisticated technologies, as well as various combinations of different technologies implemented in one system in order to answer these requirements.
A main example for quality assurance is, for instance, for the food industry.X-rays are commonly used on the assembly line to weed out food products that contain foreign objects or do not meet a company’s quality standards.1 This process was introduced in the 1960s, when the Food and Drug Administration (FDA) approved the use of X-rays in food processing. By X-raying, some of the nutrients are lost through this process; however, the final product benefits from a reduced risk of foodborne illness, and boasts a longer shelf life.
These quality control technologies in the food industry are also used more and more in other manufacturing processes and industries. Today, the plastic industry and its related processes require at least the same quality control mechanisms and technology as the food industry.
Rising Quality Demands in the Plastics Industry
Plastics, and especially highly sophisticated engineering plastics, require the highest quality standards. For industrial production, highly pure material is an important quality aspect. Due to the continuously increasing requirements, it is necessary to detect and sort out irregularities and impurities of decreasing size in plastic and intermediate products.
Impurities of 50 µm may already cause damage to production systems, such as the crosshead of the extruder, or to the end products, with high follow-up costs. An example can be taken from the cable industry. For the production of a high-voltage subsea cable, it is of crucial importance to use so-called “super-clean” material. Any contamination which enters the cable during production can lead to a massive failure of the cable once it is positioned very deep, under sea level.sup>2 It costs millions to repair a broken subsea cable. For the cable industry, it is even important to distinguish between different types of contamination, such as metallic or organic contamination. Therefore, latest norms and standards, such as the Chinese standard IEC 62067 for high-voltage (150–500 kV) cables, demand the exclusion of contamination of 75 µm in the processed material.3
In the different processing steps for the production of plastic products, impurities may repeatedly occur. This affects the processes of material producers as well as the compound and masterbatch producers, the processing industry, recyclers, and the whole supply chain (Figure 1).
Accordingly, it is necessary to inspect to 100% the material used, before it enters the end product or into highly sensitive production machines. Sample testing alone is not sufficient to exclude contamination reliably. Technologies for material inspection should detect every contamination and sort out contaminated material in order to ensure a “full inspection” and “cleaning” of the entire material to be processed.
100% Inspection and Sorting
In an industrial process in the plastic manufacturing industry, it is possible to find many different types of possible contamination which go into the end product. Typically, one can distinguish between metallic and organic contamination. Organic contamination can further be distinguished into, for example, cracks (meaning burned material), external organic contamination (such as a piece of wood or tissue), and thermal organic contamination.
These different types of contamination can have different effects on the end product. Here we can distinguish between visual effects but also between effects on the functions of the end product as described, for example, in the cable industry. Contamination can also cause damage to highly sophisticated processing machines, such as an extruder.
Today there are various systems, technologies, and machines available in order to inspect and sort materials. However, most of these machines are coming from the food industry and their related processes. They are adapted to the requirements of the plastic industry. The majority of these machines and systems are based on optical inspection technology to detect contamination on the pellet.4,5,6 However, these adaptations from the food industry, as well as limitations of the optical systems, require new ways and technologies to meet fully the requirements of the plastic industry.
The optical technologies used today are limited to inspect contamination which is on the pellets. Contamination inside the pellets, especially colored pellets, cannot be detected by optical systems. Therefore, it isimportant to combine X-ray and optical technology to sort out contamination and to assure 100% quality inspection.
X-Ray Technology to Inspect the Inside of a Pellet
By the use of X-ray technology, both transparent as well as non-transparent plastics are inspected for contamination. The basic principle is the different attenuation of raw material and impurities or faults, respectively.
The attenuation (µ) of the X-rays is mainly determined by the nuclear charge of elements, as well as the thickness of the material to be inspected (Figure 2).7 The principal is very well known from a visit to the doctor. An X-ray picture taken at the doctor’s shows that bones are white and the rest is more or less black. This means X-rays do not transmit through bones and, therefore, fully attenuate. Attenuation is proportional to the atomic number (Z) raised to the third power (µ~Z3).
Plastics consist mainly of carbon (Z=6). Thus, they have only a very low attenuation. Iron contamination, with comparatively strong attenuation (Z=26), can be detected clearly and sorted out. An additive, for example titanium dioxide, also affects the attenuation. Titanium dioxide agglomerates significantly contrast in the dispersion with the surrounding material. This is possible because the titanium (Z=22) in the titanium dioxide strongly contrasts with the plastic.
With a specifically developed camera system, it is possible to detect the contamination during the production process. This means that the detection and analysis is taking place during a dynamic process. X-ray cameras are taking pictures of the plastic pellets, which are then processed by a mathematical algorithm. The mathematical algorithm clearly identifies the difference in the attenuation, even for a size as small as 50 µm. By combining the analytical results of the mathematical algorithm with a certain threshold, the system clearly identifies impurities and contamination in plastic pellets (Figure 3) and, therefore, is able to sort out those contaminated pellets.
New Optical Inspection Technology
Regarding optical inspection, lighting plays an essential role. The use of a novel light construction technique allows a particularly diffuse lighting of the material. Small contaminants are detected, among other organic impurities like, for example, thermally degraded material. In order to allow precise recordings of material flows at industrial speed, modern camera technologies are used.
A powerful image processing software similar to X-ray detection is used to detect contamination with the optical system (Figure 4). Therefore, by setting a certain threshold, all contaminated pellets which are above the threshold in the mathematical algorithm are sorted out.
Further Possibilities with X-Ray to Optimize Production Processes
The production processes in the plastic industry are complex. Different materials are mixed together for different end products, and there are many sources of contamination which can enter the product. X-ray technology does not only detect metallic impurities in plastic pellets but also gives different information concerning the condition of the overall production process.
With X-rays, it is, for example, possible to identify cross-contamination of different plastic materials in one production process. This cross-contamination can be clearly visible, even if a plastic pellet has the same color but a completely different attenuation (Figure 5). A main advantage of X-ray technology is that it is color-independent. Further tests show that it is also possible to detect organic contamination, which in this example was probably a piece of tissue, as well as one small metallic contaminant. It is also possible to see clearly that one pellet has an air hole inside, which could lead to the conclusion that some parameters in the production process need to be adapted (Figure 6).
Another experiment demonstrates the possible use of X-rays to detect agglomerations in polyethylene pellets. The pellets in Figure 7 were a combination of polyethylene and titanium oxide. Due to problems in the production process, the X-ray was able to detect agglomerations of titanium oxide particles inside the plastic pellets. These agglomerations can lead to major problems by processing these pellets in a further production process to produce final consumer products. It is also possiblethat X-rays are able to determine the geometry of possibledefects of plastic pellets.
In a further test, we used black pellets with different metallic contaminations in order to prove the efficiency of X-ray technologies. In Figure 8, different black polyethylene pellets are visible. In these pellets, we clearly identified contamination of size 50 µm or 100 µm. This picture is a dynamic picture and was taken during production flow at full speed.
However, the last test also shows some limits of using X-ray technologies. The X-ray technology is able to distinguish a difference in the attenuation between the basic material, meaning PE, and metallic contamination. It is more difficult to be able to define the composition of metallic material. In our example, it was difficult to differentiate between copper contamination and aluminum contamination. In order to be able to differentiate between metallic materials, further analyzing technologies would be necessary.
Conclusions
Quality standards in the plastics manufacturing industry are constantly increasing. Today even the smallest contaminants, such as with the size of 50 µm, need to be eliminated during the production process. With the combination of X-ray and optical technologies, we are able to detect impurities of 50 µm on the surface as well as inside of a plastic pellet. With the integration of these technologies into one system, it can be used for a 100% inspection of the material flow (Figure 9).
The principle is transferable to different material types like, for instance, TPE. Impurities or irregularities from 50 µm are detected at common flow rates. This allows the detection of metallic and organic contamination, as well as irregularities such as color differences, which can be sorted out accordingly. In addition, the dispersion of additives, especially in the compounding process, is detectable. As a result, agglomerates and disturbances in the subsequent processes are avoided. The detection is independent of the color of the pellet.
Other characteristics and faults in the production process can also be detected with the combination of these two technologies. Therefore, quality can be improved significantly and 100% inspection of all products is now possible. Further developments need to be done, for example, to characterize the different materials that are identified by the X-ray camera. This knowledge would be especially useful in order to provide more information to the staff running the production line where contamination might enter into the production process. Other developments will be done with regard to the size of detectable contamination. Today the limits of the detectable size and throughput are caused by the camera. The target is the detection of contamination of a size of 30 µm.
References
- D.-W. Sun, Computer Vision Technology in the Food and Beverage Industries, Elsevier (2012).
- O. Monajjed, “Effect of Impurities on Electric Field Distribution in HV XLPE Insulation,” Polymers in Cables 2014, Philadelphia, Pennsylvania, USA.
- J. Kjellqvist, K.P. Pang, and S. Miao, “Performance Requirements to Assure Reliable HV and EHV Cables,” China International Conference on Electricity Distribution 2010, Nanjing.
- A. Clark, “Tomra Demonstrates Optical Sorter,” Plastics News, www.plasticsnews.com (30 October 2013).
- L. Tarrach, “Pellet Scanning in ‘Free Fall’,” Kunststoffe International (December 2010).
- Satake, “Pellet Sorter,” brochure PCS600BFD, www.satake-usa.com/documents/Satake-Pellet-Sorter-Brochure.pdf (downloaded 2014).
- R. Fosbinder and D. Orth, Essentials of Radiologic Science, Lippincott Williams & Wilkins (2011).