Process Wars
Thermoforming is making gains into the territories of injection- and blow-molded packaging and other applications
Previous Article Next Article
By Michael Tolinski
Process Wars
Thermoforming is making gains into the territories of injection- and blow-molded packaging and other applications
Previous Article Next Article
By Michael Tolinski
Process Wars
Thermoforming is making gains into the territories of injection- and blow-molded packaging and other applications
Previous Article Next Article
By Michael Tolinski
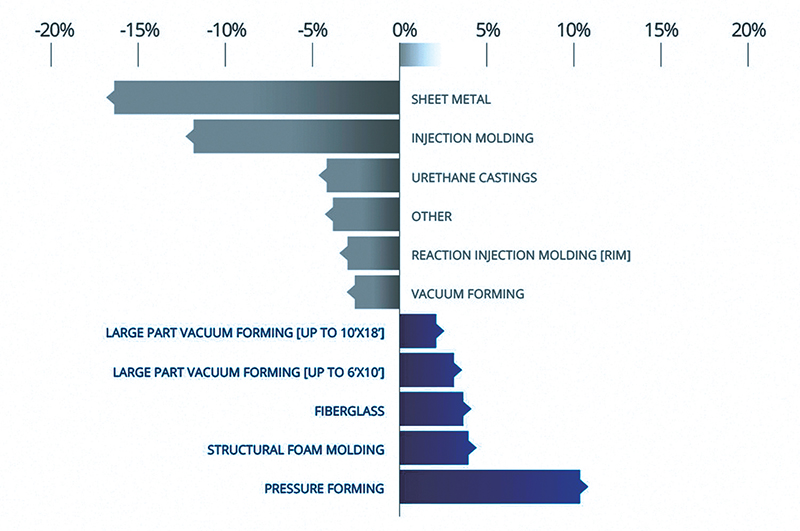
In a recent survey of manufacturers, Ray Products found thermoforming processes like pressure and vacuum forming to be rising or holding steady in popularity, while injection molding is sinking. (Graphic courtesy of Ray Products.)



Observers of plastic packaging at any supermarket will notice that food containers are becoming thinner and lighter. Many “rigid containers” may now seem a bit less rigid, as packaging producers and their customers take advantage of not just thin-wall injection molding but also the alternative benefits of thermoforming.
Thermoforming is now more often able to create—often at a lower cost—similar parts as injection molding. This includes attractive, functional packaging of the type for which injection molding was once the only option. And meanwhile, even some bottles for liquid products are being formed from plastic sheet, rather than blow molded from an extruded parison.
People involved in thermoforming have known for a long time about the adaptability of its process variations, tooling, and equipment. Decades of development and investment means that thermoforming is long past the age when it was “crudely described as ‘the poor man’s injection molding,’” as noted by longtime thermoforming expert Stanley Rosen.1
Overall Popularity on the Rise
There’s some data backing up the overall increasing interest in thermoforming as a process, in comparison with related processes, according to a 2015 survey report by California manufacturer Ray Products Co., Inc.2 In particular, pressure forming—in which pressure is used to force warmed thermoplastic sheet against a mold to create part details—is growing in popularity, compared with injection molding, which is losing popularity. Meanwhile, the survey showed that vacuum forming (thermoforming in which hot sheet or film is pulled by vacuum to the mold surface) is more or less maintaining its popularity among manufacturers.
If this indicates a clear trend, there are many potential reasons for it. One is how well thermoformed products can be made to resemble injection-molded ones. “Today, when we go to a trade show, the question we get asked the most is, ‘Are these parts injection molded?’” says Jason Middleton, vice president of Ray Products, which specializes in thermoformed parts. “There’s no one single technology innovation that’s caused this, it’s instead a combination of incremental improvements in technology and equipment.
“Tooling is one key area of innovation,” he continues. “Today’s liquid-cooled aluminum tooling lets us produce more precision parts more quickly than ever before, and automated tooling allows for advanced features like undercuts and tab features that significantly improve fitment in multi-part assembly.” Plus, thermoformed tooling can cost a fraction of what injection tooling costs, notes Middleton. “Add in six-axis robotic trim centers, and it’s no wonder that people are having trouble distinguishing between thermoformed and injection-molded parts.”
As to overall cost savings, it depends on the application, says Middleton. “Thermoforming’s biggest cost savings come at specific quantities, often between 100 and 1,000 parts per year for pressure-formed multipart assemblies. We’re getting a lot of injection molding-to-thermoforming conversions from medical device manufacturers, desktop instrumentation, point-of-sale devices, and other highly complex cosmetic parts.”
In-Mold Labeling: “The Way to Beat Injection Molding”?
For high-volume applications, thermoforming is getting more competitive in new ways, like with part decoration techniques. For instance, in-mold labeling (IML) is a method in injection molding that’s reaching maturity (see the article “In-Mold Labeling Options Grow” in this issue of Plastics Engineering). Although the engineering of molding melted plastic against a decorative label may be established, doing the same kind of thing with thermoformed sheet (“IML-T”) is still in its early phases. But IML-T is starting to be used to produce food containers that are competitive with molded IML ones.
One IML-T container is already “award winning.” The Veggiefresh tubs made by RPC Bebo Plastik in Germany took first place in the Thin Gauge Food Packaging Application category at the SPE European Thermoforming Division (ETD) Parts Competition, at the ETD’s conference this year. Judges described the part as “The way to beat injection molding,” considering the decorated polypropylene (PP) container’s wide label coverage (including the stacking rim) and the potential to use multilayer formed sheet as a barrier against oxygen and ultraviolet light.
Several companies are involved in creating the RPC’s IML-T parts, says the company’s R&D manager Juergen Merbach: Illig for the thermoformer and IML-T module, and Marbach, Bosch, and Kiefer for the molds. The winning part’s material gauge is 380 µm, and the part is formed and decorated with 40-µm labels that have gaps in them allowing views of the contained product.
Merbach emphasized several advantages of IML-T in his 2016 ETD conference presentation: lower investments in machinery and tooling based on a capacity basis, “bi-color” options to improve shelf appearance, and weight-reduction possibilities without changes in tooling (with different tub weights possible from one tool).3 New development work is focusing on the use of more glossy and transparent labels and the production of IML-T tub lids, which requires great precision.
Injection Molding’s Defense
But of course, injection molding is not going away. It still brings cost-effectiveness to high-volume packaging, with long-lasting, fast-cycling, multi-cavity molds.
“There are definitely areas where thermoforming and thin-wall injection molding compete,” says Paul Wilichowski, project engineer for injection molder EVCO Plastics. But he adds that injection molding can offer additional product differentiation. “Injection molding provides great freedom in design to get the most value out of the part.
“We have very successful projects for customers that provide more than one function to their assembly. For example, parts with living hinges can function as both the lid and the attachment to the base, while providing an easier-to-use product.”
And there are precision details and tolerances that only injection molding can offer. “We also mold high-volume parts in high-cavitation molds that hold tight tolerances to allow our customers to use automation in assembly and provide the fit and seal that they require,” adds Wilichowski. Moreover, injection molding allows foaming, reducing materials usage and weight without affecting aesthetics.
Even for a very thermoformable part, thermoforming isn’t always the best choice. EVCO cites a successful case of the company taking a thermoformed part and converting it to injection molding. It was for a building application—a light pipe for Orion Energy Systems—a system designed to optimize the collection of daylight, delivering an even distribution of usable light into a building. Each light pipe is capped with a clear plastic dome that initially was made using thermoforming.
With the heavy-wall thermoformed dome, there were key disadvantages, says EVCO president Dale Evans: “[Y]ou can only cool the part from one side, and you can only put details on one side of the part.” Injection molding allows the part to be cooled from both sides, with part details on both sides. Molding also allowed a deeper draw (“a deeper bowl”), adds engineering manager Mike Kvalo, and a material cost savings as well.
The Convergence of Blow Molding and Thermoforming
Meanwhile, for making plastic bottles, blow molding is the go-to choice, but that doesn’t mean thermoforming processes are staying out of its territory. As reported on at length in the Plastics Engineering Blog a while ago,4 various companies have tried over the years to create processes for thermoformed bottles, with varying degrees of commercial success.
In a recent example, there’s been the France-based Serac Group’s “Roll N Blow” bottle-making technology, which combines thermoforming with elements of blow molding. First, in a vertical thermoforming process, Roll N Blow forms plastic sheet into a “pipe” with a sealed seam before heating it and blowing it into a bottle shape in a mold. The bottles are not limited to large necks and small heights, and “show no difference compared to blow-molded ones,” the company says. The process reportedly saves 30-50% in material over extrusion blow molding.4
Roll N Blow was initially designed for polystyrene bottles, but now also can form PP sheet drawn from reels. It can make single-serve bottles for dairy drinks and, with an EVOH oxygen-barrier layer in the sheet, liquid products like sauces, baby food, and soups, the company adds. Bottles can be white, colored, or printed (and opaque or translucent) with standard cap dimensions fitting an aluminum foil or plastic cap. The PP bottles are microwavable and “squeezable”—common expectations for convenience food containers made with blow molding.
One aspect of the process is particularly pertinent to this whole discussion about thermoforming: Roll N Blow itself requires no bulk melting of raw plastic resin. Using plastic sheet as raw material, users can “assume uniform distribution of the material without having to monitor advanced parameters in the heating and blowing process.” Thus, as Serac also points out, “very little expertise in plastic processing is required” to use the process, and it can be easily started up and shut down. So a lack of a resin-melting stage, plus an innovative thermoforming method, may allow more food and beverage companies to become their own “plastics processors,” making their own packaging as needed.
References
1. Rosen, S.R., “The Dawn of the Commercial Thermoforming Business,” Thermoforming Quarterly, vol. 34, no. 3, p. 11, 2015.
2. “2015 Plastics Manufacturing Survey Results: Overseas Manufacturing, Unhappiness and the Future of Plastics Manufacturing,” Ray Products Co., Inc. Nov. 19, 2015. www.rayplastics.com/2015-plastics-survey-results/ accessed Apr. 23, 2016.
3. Merbach, J. “IML-T Tubs and Lids,” presentation slides, SPE European Thermoforming Conference, March 2016.
4. Schut, J.H. “Finally, the First Commercial Thermoformed Bottles,”
Plastics Engineering Blog, Dec. 18, 2014. plasticsengineeringblog.com/2014/12/18/
finally-the-first-commercial-thermoformed-bottles/ accessed Apr. 23, 2016.