When “Permanent” Really Means Permanent
A durable heat-fused graphic decorates polyolefins for the long term
Previous Article Next Article
By Jason Brownell
Polyfuze Graphics Corp., Clarkdale, Arizona, USA
When “Permanent” Really Means Permanent
A durable heat-fused graphic decorates polyolefins for the long term
Previous Article Next Article
By Jason Brownell
Polyfuze Graphics Corp., Clarkdale, Arizona, USA
When “Permanent” Really Means Permanent
A durable heat-fused graphic decorates polyolefins for the long term
Previous Article Next Article
By Jason Brownell
Polyfuze Graphics Corp., Clarkdale, Arizona, USA
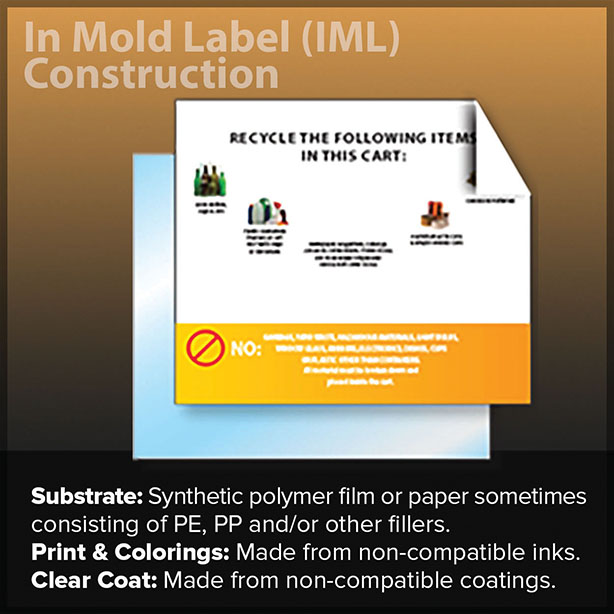
Figure 1: IML construction.

Figure 2: Hot stamp foil construction.

Figure 3: Heat transfer construction.

Figure 4: Pad/screen printing construction.
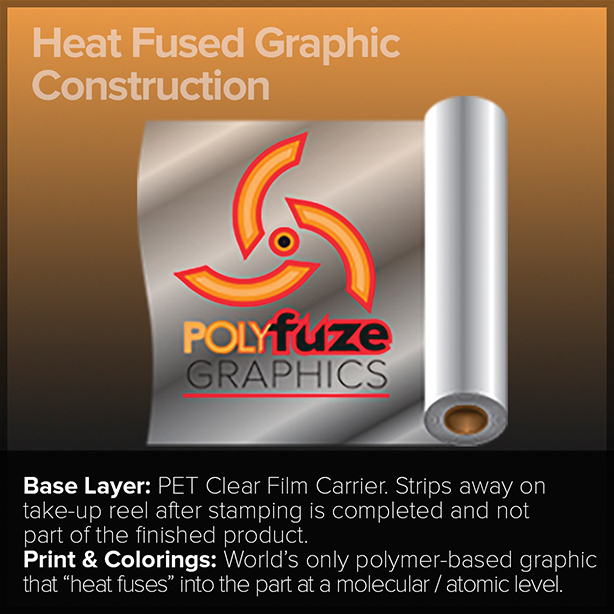
Figure 5: New heat-fused graphic construction.
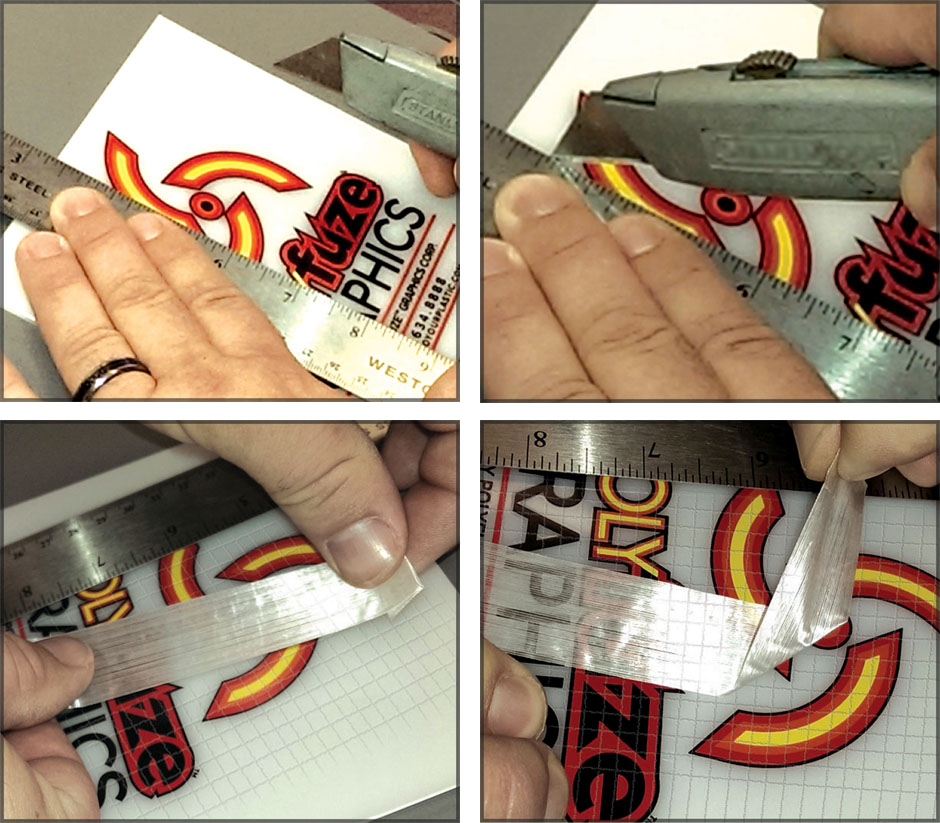
Figure 6: Standard testing method for measuring adhesion by tape testing over crosshatched cuts made on a heat-fused graphic.
Figure 6: Standard testing method for measuring adhesion by tape testing over crosshatched cuts made on a heat-fused graphic.
Note: This is a modified version of the author’s ANTEC® Orlando 2015 paper.
For the past 80 years there have been only a handful of ways developed to decorate polyethylene, polypropylene, and other olefin resins, most being modified versions intended to decorate other plastics. The most common means of decorating are IMLs (in-mold labels), hot stamp foils, heat transfers, screen/pad printing, or stickers. The problem with all of these decorating methods is they can eventually fail when exposed to outdoor elements and daily use.
Another issue with alternative decorating methods is the scrap produced during the decorating process. Scrap rates from 4% to as high as 20% have been reported industry-wide, which leaves in its wake a sustainability problem for companies. Labor and reprocessing fees increase overall product costs, while label and product waste take away from the bottom line.
Why the Problems Exist: Incompatibility
As Phil Dodge of Equistar Chemicals explains, “Polyethylene, by its nature, does not lend itself to any method of paint adhesion. The polyethylene material is non-porous, it is resistant to attack by solvents useful in paint formulation, and it has a non-polar chemical structure.” Polyethylene, polypropylene, and other olefin resins all have an inherent resistance to traditional decorating methods. Pretreatment is often required to create moderate adhesion. This treatment can be costly, time consuming, environmentally non-friendly, and inefficient.
If one problem is the adhesion qualities of the base material, the other problem becomes the construction of the decorating method. IMLs are commonly constructed of three layers, as seen in Figure 1. The only element of an IML that is compatible is the synthetic substrate (synthetic polymer film or paper). When an IML is used on polyethylene, polypropylene, or other olefin resins, it’s the synthetic substrate that bites into the resin, usually by mechanical means and not true bonding. The printed ink and clear coat components of an IML are non-compatible and can eventually fail, leaving behind only the substrate.
Hot stamp foils are not compatible with polyolefin resins and are commonly constructed of two layers, as seen in Figure 2. Even with pretreatment, hot stamp foil begins to chalk and fail with normal use and environmental conditions. They can also be easily removed with everyday solvents and cleaners.
Heat transfers are not compatible with polyolefin resins and are commonly constructed with four layers, as seen in Figure 3. They are hot-melt adhesive-based labels that require an adhesive bond that sticks to the final product. Even with pretreatment, these labels will not last with long-term use and can easily be removed with everyday solvents and cleaners.
Screen and pad printing utilize inks, as seen in Figure 4. Inks do not adhere well to polyolefin resins, even with pretreatment. With pretreatment, the color can fail with normal use and environmental conditions. These inks can also be easily removed with everyday solvents and cleaners.
Addressing the Problem of Compatibility
Our goal was to take our existing compatible materials technology, pioneered 32 years ago in the rotational molding industry, and apply its practices and principles within the injection molding industry. We wanted to provide a brand new and truly permanent heat-fused graphic for injection-molded polyethylene, polypropylene, and other olefin resins that would be reusable, economical, recyclable, aesthetically pleasing, and environmentally friendly.
The Polyfuze graphic—unlike IMLs, hot stamp foils, heat transfers, or screen/pad printing—is a fully compatible olefin-based graphic that literally fuses/welds into polyolefin resins without using adhesives, bonding layers, or synthetic stocks. The graphic is constructed of two layers, as seen in Figure 5. It takes on all the durable qualities of the polyolefin substrates it has been fused into, and the graphics are 100% recyclable.
Polyfuze was created with the consumer, the manufacturer, and the environment in mind. Companies need to be able to apply multi-colored logos, warnings, or UPC and QR codes to their products in a manner that doesn’t require extra retrofitting or large amounts of scrap. We wanted to create a new heat-fused graphic that could be multi-colored, permanent, 100% recyclable, and cost competitive, and would solve all of the major issues associated with decorating polyolefin resins. The graphic is applied with traditional hot-stamp machinery, which most molders and manufacturers already have available.
Testing the Theory
To say a product is permanent requires diligent and thorough testing and data to back the claim up. While many alternative decorating methods available on the market today may meet one or two requirements of permanency, there is no method that can meet each and every requirement. The Polyfuze graphic not only has been proven to not just meet all of these requirements, but it has surpassed many of the permanency tests in the laboratory.
The graphic was subjected to the ASTM D3359-09 crosshatch tape test after application of it to an injection-molded piece of polyethylene. ASTM D3359-09 is the standard testing method for measuring adhesion, by tape testing over crosshatched cuts made on the heat-fused graphic (Figure 6). The graphic scored a “5B” (0% of the crosshatched area removed).
Additional weather testing was conducted by Polyfuze Graphics Corp. for its graphic and an IML. Below is a summary of the test results for a QUV accelerated weathering test, with an 8-hour UV cycle at 70°C, with irradiance of one UVA bulb, and a 4-hour condensation cycle at 50°C, with evaluations at 2000 hours and at intervals of 500 hours after (total completed time on the test: 4000 hours). The evaluation was crosshatch adhesion (ASTM D3359-09):
- For the Polyfuze graphic:
o after 2000, 2500, 3000, 3500, and 4000 hours, the rating was “5B” (0% of crosshatched area removed) - For the IML:
o after 2000 hours the rating was “3B” (5-15% of crosshatched area removed); and
o after 2500 hours, the rating was “1B” (35-65% of crosshatched area removed; not further evaluated after this point).
QUV accelerated weather testing was also conducted by Polyfuze and Otto Environmental Systems on the new heat-fused graphic to simulate the damaging effects of sunlight and environmental conditions through alternating cycles of intense elevated UV light and moisture in a controlled environment. An ASTM D4329 Condition B Test was conducted on the Polyfuze graphic for a 2000-hour cycle. The result was a 100% pass with no color loss or degradation, as well as no graphic delamination or diminishing.
An equivalent QUV test was done by Otto Environmental Systems. This testing spanned from 1000 to 12,000 hours. Although a slight ΔE change begins at the 6000-hour mark, the Polyfuze graphic showed no signs of delamination. At 12,000 hours, the graphic still showed no signs of delamination.
Other tests conducted by the Polyfuze laboratory included a heat test. This test was performed at 77°C for a total of 120 hours of exposure, in which the Polyfuze graphic showed no visual change and no sign of delamination, and it passed the ASTM D3359-09 tape test upon completion.
A low-temperature impact resistance test was also conducted on a sample of the graphic that had been stamped into HDPE. This sample was set to a temperature of -40°C and struck with a 40-lb (18-kg) falling dart from a distance of 4 feet (1.2 m). The graphic showed no visual change and no signs of delamination and passed the ASTM D3359-09 tape test upon completion.
A 240-hour continuous flex test at 21°C was also conducted in which the graphic showed no visual change or signs of delamination, and it passed the ASTM D3359-09 tape test upon completion.
A heat cycle test for 2 hours at -40°C then 2 hours at 77°C was conducted. This test showed no visual change or signs of delamination, and it passed the ASTM D3359-09 tape test upon completion.
A pressure wash test was also conducted for 3 minutes at 1200 psi (8300 kPa) and 49°C with a 90° nozzle angle and 6-inch (152-mm) distance, in which the Polyfuze graphic showed no visual change and no signs of delamination, flaking, or removal, and it passed the ASTM D3359-09 tape test upon completion.
Numerous chemical and solvent soak tests were also performed. These chemical/solvents included gasoline, diesel fuel, two-cycle engine oil, lacquer thinner, brake fluid, turpentine, kerosene, muriatic acid (20 Baumé (31.45%)), and alkali solution (pH 13). All tests had a complete soak time of 168 hours at 21°C, with the results showing no visual change, delamination, or removal, and all samples passed the ASTM D3359-09 tape test upon completion. An additional soak in both water and salt water for 720 hours also resulted in no visual change, delamination, or removal, and the graphic passed the ASTM D3359-09 tape test upon completion.
An Additional Benefit
Beyond its notable durability improvements, the Polyfuze graphic offers the additional benefit of application with just a 75-psi (520-kPa) pressure requirement. In comparison, hot stamp foil requires 400 psi (2760 kPa), while standard heat transfers require 500 psi (3450 kPa).
The formula used to calculate tonnage required for application is width (in.) x height (in.) x psi/2000. Using this formula, the below reveals the required tonnage for each application for a 4-in. x 6-in. (101-mm x 152-mm) graphic:
- Polyfuze graphic: 0.9 tons
- hot stamp foil: 4.8 tons
- heat transfer: 6 tons
Simply stated, a lower tonnage requirement will allow manufactures to apply a larger size graphic with the same tonnage machine.
Summing It Up
Companies today are looking for business solutions and methods that are environmentally friendly, all while providing for growth and profit in the future. Decorating polyethylene, polypropylene, and other olefin resins is an important part of the plastics industry for very specific reasons. Graphics include warning labels that thwart theft and instruct of dangers; logos that give brand identity and define quality and differentiation; instructional labels which direct a consumer on the proper use of a product; and UPC and QR codes which provide tracking and stocking information. But the only way these types of labels have the ability to do their job is if they remain intact for the life of the product.
Alternative decorating methods referenced throughout this paper are commonly removed by various outdoor elements such as extreme cold or heat, overexposure to sunlight, and weather conditions such as wind and rain. They also are removed by daily uses, including rubbing or abrasion, daily wear and tear to the product, and daily contact with necessary cleaning solutions. Physical removal such as pressure washing or heavy solvents and chemicals are also factors in the durability and life of these labels. These label failures account for a considerable loss of money, time, and valuable resources. This also means loss of vital information and identification that affects traceability and asset management. In the case of warning and informative labels, this can lead to litigation.
Polyfuze graphics address all of the above listed issues, simultaneously providing exponential benefits over and above any other alternative decorating methods currently used on polyethylene, polypropylene, and other olefins. It’s not just a “new and improved adhesive” or a “special clear coat.” It’s not “improved inks” or “added UV stabilizers.” The graphic is not a reformulation of old technology. It is new technology with an innovative and permanent solution in the decorating of olefin products.