A New Path to Perfect Thermoforming Sheet
Creating a new roll stack for higher efficiency and quality
Previous Article Next Article
By Peter Rieg,
Packaging Division, battenfeld-cincinnati Bad Oeynhausen, Germany
A New Path to Perfect Thermoforming Sheet
Creating a new roll stack for higher efficiency and quality
Previous Article Next Article
By Peter Rieg,
Packaging Division, battenfeld-cincinnati Bad Oeynhausen, Germany
A New Path to Perfect Thermoforming Sheet
Creating a new roll stack for higher efficiency and quality
Previous Article Next Article
By Peter Rieg,
Packaging Division, battenfeld-cincinnati Bad Oeynhausen, Germany

The battenfeld-cincinnati Multi-Touch line shown in October 2013 at an open house in Germany (photo courtesy of battenfeld-cincinnnati).
The battenfeld-cincinnati Multi-Touch line shown in October 2013 at an open house in Germany (photo courtesy of battenfeld-cincinnnati).

Figure 1: Air entrapment is avoided by nipping the rolls.
Figure 1: Air entrapment is avoided by nipping the rolls.
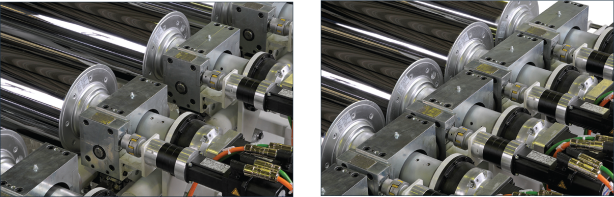
Figure 2: Multi-nip section in open (left) and closed position
Figure 2: Multi-nip section in open (left) and closed position
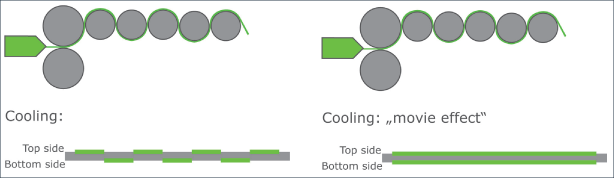
Figure 3: If the contact length is equal, at higher line speeds the cooling behavior can be compared to a simulated steel belt.
Figure 3: If the contact length is equal, at higher line speeds the cooling behavior can be compared to a simulated steel belt.
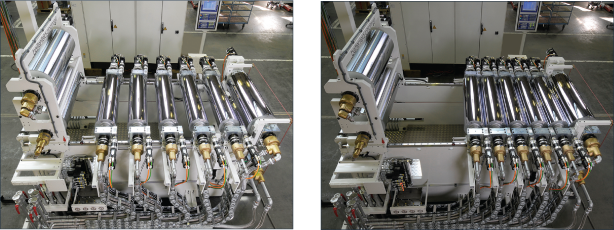
Figure 4: Out-of-line execution of a Multi-Touch roll stack with post-cooling rolls in open and closed positions (the polymer flow direction is from right to left)
Figure 4: Out-of-line execution of a Multi-Touch roll stack with post-cooling rolls in open and closed positions (the polymer flow direction is from right to left)
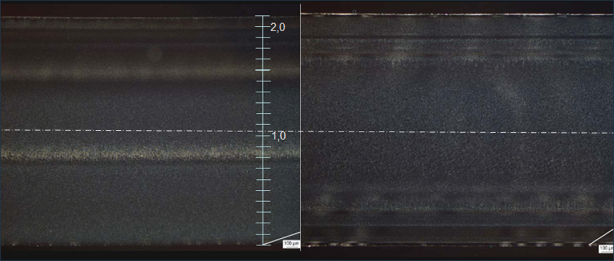
Figure 5: Microscopic comparison of a mono-layer PP sheet produced on a conventional roll stack (left) and on the Multi- Touch (right): it shows that more uniform distributed amorphous areas can be achieved with the new Multi-Touch technology.
Figure 5: Microscopic comparison of a mono-layer PP sheet produced on a conventional roll stack (left) and on the Multi- Touch (right): it shows that more uniform distributed amorphous areas can be achieved with the new Multi-Touch technology.
This new roll stack concept (called “Multi-Touch”) reflects the need for higher efficiency and improved quality. The main material focus of this development was for processing polypropylene, where an increasing demand worldwide demands efficient solutions. With the introduction of high-speed extruder technology in 2004, higher outputs have been achieved, creating the challenge to increase cooling capacity as well.
From the past it was well known that wider or larger-diameter cooling rolls have a negative impact on sheet quality, especially on semi-crystalline materials like PP. Therefore the objective has been to develop a cooling system running a single web only, maintaining or even improving quality. Higher throughputs must be covered with higher line speeds.
First Steps & Design Principles
Our first test with multiple cooling rolls resulted in no significant improvements in line speed. Analysis had shown that with increased line speed, the heat-transfer coefficient between the sheet and the rolls decreased. A simple explanation and solution were found: When the line speed is increased, more and more air is dragged between the cooling rolls and the sheet, creating a very thin but good heat insulation layer.
By nipping the rolls, air entrapment can be avoided (Figure 1). As a result, the heat transfer coefficient is immediately increased by a factor of four, independently from the line speed. This is why, in battenfeld-cincinnati’s Multi-Touch roll stack, all rolls are nipped hydraulically and are independently servo-driven (Figure 2). In the sheet-forming area, the rolls are real polishing rolls with high PLI [pounds per linear inch], and each nip is adjusted according to the final thickness. The gap distance of each nip is displayed on the control system and can be adjusted from there.
The first two rolls which have to withstand the highest line pressure have a larger diameter in order to provide the necessary low deflection for the first calibration of the sheet thickness. All following rolls can be executed with smaller diameters. An important design detail is that the circumferential length that the sheet runs along on each individual roll is the same for all rolls (Figure 3).
The number of closed nips depends on sheet thickness and line speed. As soon as the sheet temperature falls below the crystallization temperature, the sheet quality cannot be influenced anymore. Therefore bigger, simple post-cooling rolls can be used to cool the sheet further down to the winding temperature in an out-of-line process (Figure 4). If the Multi-Touch is intended to be run in-line with a thermoformer, a haul-off unit is installed instead of the post-cooling rolls.
The Roll Stack in the Field
In a series of test-runs and over a one-year period of field testing, the Multi-Touch proved its capability to cope with the desired higher outputs. In addition, the easy-to-adjust narrow die, the fully automated process control, and short changeover times made it possible to provide a higher uptime than usual. The typical sheet thickness range was between 12-60 mil (0.3-1.5 mm) in PP with outputs up to 210 ft/min. (64 m/min.). Outputs were mostly restricted by the winding speed.
It was found that by installing a tiny melt bank between all rolls, a smooth surface can be achieved, even if the internal heat in the sheet would create surface distortion like heat pockets or orange-skin.
After the first Multi-Touch prototype and the first systems had been in production for a while, we discovered that higher line speeds were possible and additional improvements in sheet quality could be achieved:
- Because of the faster cooling, the size and the amount of the crystals in PP are reduced and the amorphous areas are increased. With homopolymer PP, this leads to higher transparency and a wider thermoforming window in general (Figure 5).
- Due to the design principle employed, the cooling length for the upper and lower side of the sheet is kept equal. Having small rolls and running at high speeds, the sheet passing along the rolls encounters a cooling effect like a steel belt, with equal cooling from the top and bottom. Therefore, the formation of internal tension is avoided, and the sheet shows a greater flatness compared to standard cooling processes.
- Running the sheet through multiple nips, as long as it is in its soft state, leads to an improvement in the thickness distribution. Tests with 60-mil (1.5-mm) sheet (comparing sheet produced in a standard way with that on a Multi-Touch roll stack) showed an improvement in the crosswise tolerance to 25% of the standard value. For a thermoformed article, we observed a reduction in weight distribution over the whole cavity from 0.29 g down to 0.08 g.
Advantages for the Packaging Industry
The reduction of the weight distribution enables tremendous material savings, because the producer can achieve lower product weight without going beyond the lower weight limit of the article’s specification. Other findings in the production of transparent PP cups have shown that in some cases the amount of expensive clarifying agents needed to meet a specific transparency or haze can be significantly reduced.
With the distinguishing characteristics of the roll stack,nearly stress-free PP sheet can be produced, and thin-wall lids (especially) can now be thermoformed with a glossy surface on both sides very efficiently at high line speeds.
The Multi-Touch system not only improves the quality and the production efficiency of existing thermoformed articles (along with material savings) but will also move the market for thermoformed packaging further into the direction of new and better products.