
MODRoto’s Rhino Cart for Cook’s Direct is made strong enough to withstand the rigors of correctional facilities thanks to a two-step polyethylene foaming process that gives the product superior strength and durability. (Image courtesy of MODRoto)




Rotational molding, traditionally a robust niche in plastics processing, is expected to realize continued solid growth thanks to rotomolders getting projects to market quickly as well as a host of processing advances, industry experts say.
In his latest report on the rotational molding industry, economist Dr. Peter J. Mooney, president of Plastics Custom Research Services, notes that rotomolders have posted average annual sales growth of 5.4% from 1994 to 2014. “That would suggest real growth of the order of 3.0-3.5% allowing for price changes,” he explains. “The companies in our survey experienced average sales growth of 3.7% in 2015. And … the average annual sales growth projected out to 2020 by these officials is 5.4% once again. By that year the value of the regional rotomolding business will be $4.9 billion.”
Rotomolding remains successful, Mooney explains, because it is unique and can get small volumes of product to market quickly. “For startups and new product development it’s the ideal process for coming up with a durable plastic part competing against metal parts. [Rotomolders] can produce parts very few other people can, [and] they have business across the board – toys and playground equipment, tanks, medical enclosures.”
Behind the strong numbers, says Plastics Hall of Fame member and veteran industry expert Glenn Beall, are critical advances in the technology:
- Multilayering, though not new, is being more fully embraced thanks to better foaming. “It was done back in the 1970s, and maybe prior to that time, but never really caught on,” Beall says. It’s become more in vogue “partly with the development of being able to make foam parts, and then the combination of a solid skin with foam or a solid skin on the outside with foam and a solid skin on the inside.”
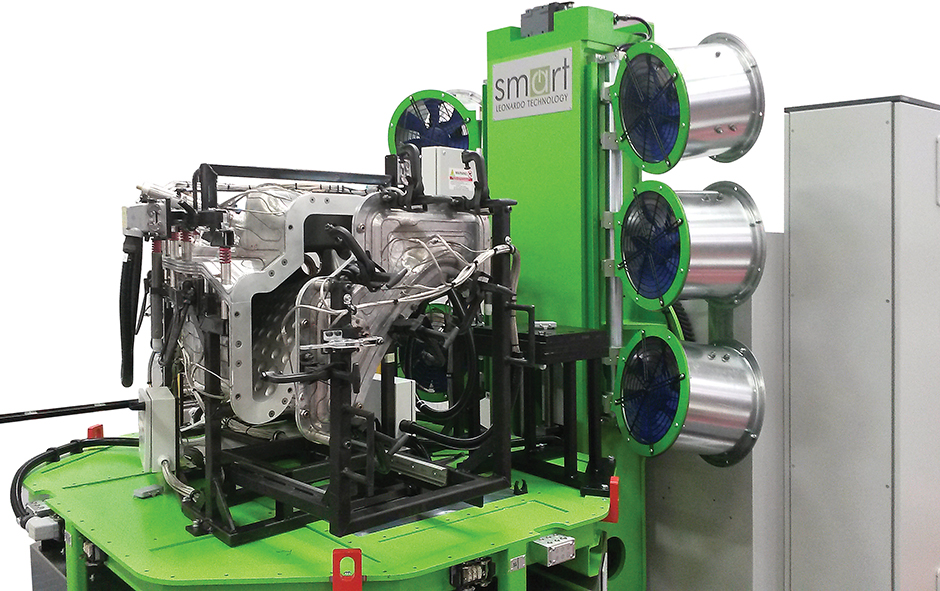
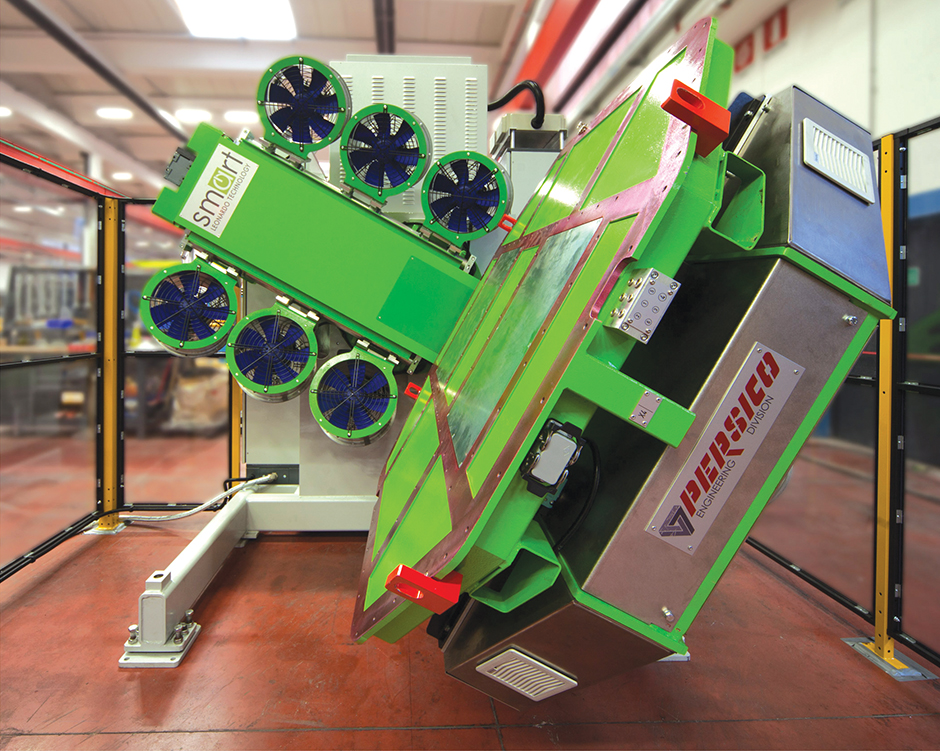
Canoes and kayaks are chief examples. “You’re creating a virtually indestructible part [but] it is flexible enough that you can beat it with a sledgehammer and it will flex and bend and come back [into shape].” Improved strength and insulation — not to mention lighter weight — are the draw for other products such as tanks and furniture, despite the required curing times for each material layer and more precise cycle control. - Easier-to-use machinery with more sophisticated time and temperature controls — and, in the case of Persico’s Leonardo, full automation. Leonardo “measures out and deposits material in the mold, runs the mold through its cycle, then cools the part, opens the mold and in some cases removes the part from the mold and drops it on a conveyor,” Beall says. Meantime, Persico has introduced its SMART rotomolders. “Simple and flexible, it’s the best rotational molding system available today for the manufacture of very high-quality rotational parts in medium-sized quantities and high-tech parts requiring close tolerances or complex geometries,” says Sales Manager Alberto Carrara. “What’s more, SMART is the ideal choice for material producers and researchers who want to experiment with new rotomolding materials and molding conditions and newcomers to the field of rotational molding who want user-friendly implementation.”
- Molding with inert gas by injecting it into molds.
- Exploration of rotomolding with wood and other natural fibers. “It’s been very difficult to make rotationally molded parts by adding glass fiber,” Beall says.
“The parts get bigger and more complicated all the time,” Beall concludes. Existing materials — primarily polyethylene — are exhibiting more temperature and chemical resistance and impact strength at low temperature, either through the use of additives or by being re-engineered at the molecular level to make them easier to mold.
Key challenges for rotomolders include being prepared to spend money on better quality molds, access to materials with improved surface properties, tighter process controls for optimizing material properties using direct temperature control, and improved training for operators, according to Reading, Pa.-based industry consultant Paul Nugent. He also notes the need for more data on shrinkage (for mold design) and long-term creep behavior.
“There is a wide range of variables associated with rotomolding that can vary between molders,” Nugent says. “The ideal approach is to produce samples using the intended material, color, thickness, finish, etc., to directly measure short-term property and size values. Material suppliers can help with long-term data, but this needs to be carefully considered based on the fact that molder skill can affect the properties dramatically.”
A survey of cutting-edge manufacturers reveals a wealth of innovation:
PE Foaming
When MODRoto was asked to produce the Rhino Cart — strong enough to withstand the rigors of correctional facilities — “we solved this by implementing a two-step polyethylene foaming process to give the product superior strength,” says J.R. Ryan, president and COO. To make sure the doors don’t swing open during use, tight-fitting doors with a hasp were engineered into the design.
MODRoto uses two Leonardo systems that permit faster cycle times than older machines, Ryan explains. “We can mold with tighter tolerances and get a more consistent nominal wall thickness. Our consistency from one product to the next is far superior to what can be produced on traditional machines; it’s more energy-efficient, and the tools last much longer.”
In terms of overall operations, Ryan says rotomolding will remain his company’s sole focus. “Our engineering and design team has earned a reputation as skilled, knowledgeable experts with a number of awards for excellence from the Association of Rotational Molders International.” By incorporating a Lean Six Sigma program after the 2008-09 recession, MODRoto has cut costs and expanded capacity at its manufacturing facilities.
“Our rotomolding prototyping typically takes about four to six weeks from design to build,” Ryan says. “We can produce parts and products cost-efficiently in short runs that wouldn’t make sense with other processes, so it lends itself nicely to customization. This holds true both for lower-volume products and after a product is in full production mode.” With improved materials, “we’re making products that used to be too complex to mold effectively. We’re even better at controlling warping — and with the higher melt flows we can now make smaller features with better detail. This translates into producing more complex designs than ever before. Some new materials have built-in mold release, which promotes part-to-part consistency. The UV ratings of the material, now at 12 or more, also offer more consistent performance.”
PP and Engineered Polymers
Expanding the materials repertoire for rotomolding is the mission at Matrix Polymers in the U.K., says Technical Manager Gary Nolan. “We’ve been doing a lot of development work on polypropylene and engineering polymers,” he says. “They are very difficult to grind into good quality powder, so we’ve invested €500,000 in a new cryogenic grinding system in our plant in Poland. Using this process, materials are frozen to minus 160-180° C using liquid nitrogen, and this makes the polymers brittle and easier to grind into high-quality, rotomoldable powders.”
Leonardo’s SMART machine “is enabling rotomolders to explore and consider alternative materials that couldn’t be used before. The very accurate temperature and process control means that a lot more has become possible.”
Custom Outdoor Sign
Creating a weather-resistant structure to hold large, removable advertising was a recent opportunity for Go Plastics, whose client was replacing painted steel signs susceptible to rust. “We designed the product to incorporate a quarter-inch groove on all four sides so the POS advertising signage could slide into position,” says President Ed Gollob. “By removing one end, a sign can be inserted into the groove and then the end cap repositioned. The end cap is secured in place with a threaded cap screw. There are no other fasteners, clips or retainers in the design. The base has a hidden fill port so ballast can be inserted to increase the weight. We also made a provision for lag down bolts should the client want to permanently fasten the sign.
Nailing down the exact molding parameters to achieve strength with uniform wall thickness was the key hurdle for the sign, which measures 48 by 30 by 81 inches. “Designing the product with contour lines and ribs and other features that will maintain the strength of the finished product yet keep it as light as possible and still be attractive for its intended application” is vital, Gollob explains. “We always try to minimize the number of parting lines and their visibility in the finished product.”
Waste Containers
Hedstrom’s current line of poly containers for waste disposal is “our strongest success story,” notes General Manager David Braunig, “as they are gaining adoption as a replacement to the standard steel containers.” While experiencing growth for the past five years, the company is challenged by workforce and process control issues.
“Our biggest challenge is staffing,” Braunig says. “Turnover rates are high, and we continue to work on creative ways to hire and retain people. As this relates to other challenges, the primary focus must be on process controls. The process sometimes is referred to as a black art, but there is a true science to consistent manufacturing. Machinery, tooling and materials have been [improving] and continue to improve for our industry.”
Surprisingly, he notes, rotomolding is still an unknown quantity to many new designers, customers and engineers. Many tell Braunig that “it is their first time seeing or understanding what this process allows. Rotational molding goes well beyond a tank, which has served our industry well. Coolers are an example of a new product that has been highly successful.
“This example is a good comparison of the product’s integrity versus other typical plastic processes,” Braunig said. “Rotational molding creates a hollow part that can be a thick wall when needed. Tooling entry to rotational molding is significantly lower, so multiple designs within a product line are easier to achieve from a budgetary perspective.”
Natural Fibers
In search of lower production costs and contemporary aesthetics, Dr. Denis Rodrigue and his team at Quebec’s Université Laval have been exploring organic materials such as pine and maple wood fibers.
Rodrigue, who presented his work at the SPE Rotational Molding Division’s June conference, notes that agave, banana, flax, sisal, hemp, rice husk, maple and pine fibers have been assessed in rotomolding applications.
In his paper “Rotomolded Polymer Composites based on Natural Fibers,” Rodrigue notes dry blending has shown promise in overcoming the thermo-oxidative and mechanical degradation such fibers suffer if melt blended into thermoplastic resins.
“The main drawback of this method is poor interfacial compatibility/adhesion at the particle-matrix interface since there is no pressure applied on the compound in the melt state while being rotomolded to compact the materials, as well as the different nature of natural fibers (polar and hydrophilic) and most polymer resins (non-polar and hydrophobic),” his paper cautions. “Surface treatment of the solid particles with maleic anhydride grafted polymers (coupling agents) was shown to partially overcome these problems.”
Treating maple wood flour with a solution of maleated polyethylene increased the optimum reinforcement content from 15 to 25%, increasing tensile and flexural (modulus and strength) properties between 40% and 90% over the neat LLDPE matrix, the paper explains.
“These improvements come with increased costs and processing time,” Rodrigue concludes. “For commercial applications. I am expecting another two to three years for people to know the materials, have expertise in processing and get some kind of stable supply to produce on a large, continuous scale.”