
Photo courtesy of Milacron Holdings Corp.

Photo courtesy of 3M
Photo courtesy of 3M


Photo courtesy of DayGlo Color
Photo courtesy of DayGlo Color

Photos courtesy of Battenfeld-Cincinnati
Photos courtesy of Battenfeld-Cincinnati
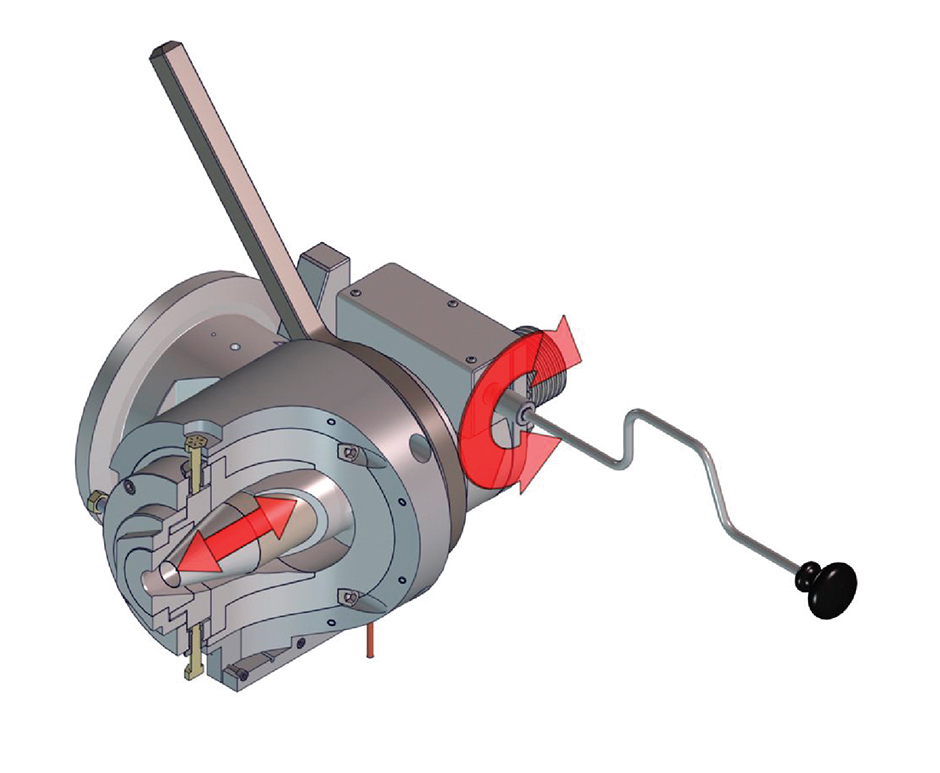
Photo courtesy of Guill Tool

Photo courtesy of Branson Ultrasonics
Dr. A Nelson Wright
May 22, 1932 - May 26, 2016
 It is with great sadness that we report the passing of Dr. A. Nelson Wright, at age 84. He was a major contributor to the plastics industry worldwide, was active and committed to the Society of Plastics Engineers and a good friend to many people.
It is with great sadness that we report the passing of Dr. A. Nelson Wright, at age 84. He was a major contributor to the plastics industry worldwide, was active and committed to the Society of Plastics Engineers and a good friend to many people.
Wright earned his doctorate in physical chemistry at McGill University in 1957 and was a Post-Doctorate Fellow at Leeds University in England. During his distinguished career, he held positions with General Electric and Synergistic Industries Ltd.
He was very involved in several plastics organizations and was a Fellow, Honored Service Member and served as SPE’s first International Vice President. He also served as the Chairman of the Committee on Chemistry and Industry for the International Union of Pure and Applied Chemistry.
He will be greatly missed by his five children — Percy, Adrian, Dawn, Nicolas and Sarah-Michele —and by his many friends and colleagues in the industry.
Milacron Holdings Corp., a publicly held maker of plastics processing machinery, melt delivery systems and metal-cutting fluids, confirmed the sale of the first Milacron Klear Can production system. After successful qualitative testing with consumers in Asia conducted by Nielsen Market Research, the unidentified customer plans to have the Klear Can on retail shelves and available for consumer purchase by no later than the first quarter of 2017.
Milacron’s Klear Can is the first-to-market clear plastic can. Immediately available to interested food companies, the Klear Can allows brand owners the opportunity to provide consumers a window into their product’s ingredients.
The Klear Can is similar to many polypropylene plastic containers with double-seam EZO can ends found in stores today. Although it behaves like a can, Milacron says it is recyclable. The base is plastic and the rim is such a low percentage of the package that it is microwavable. The product is more than 98% plastic after the can is opened. The PP Klear Can qualifies as a ‘5’ for recyclability.
In addition, Milacron’s patented co-injection systems with embedded Kortec technology are now being used to produce 100% recyclable, single-use coffee pods. That market has grown rapidly over the past decade and Milacron’s technologies are designed to ensure the new pods are able to enter the recycling stream rather than the landfill.
Currently, most single-use pods are thermoformed polystyrene and not recyclable. Manufacturers are eager to move to recyclable, injection molded PP cups over the next three years. Injection molded cups also have better mechanics, allowing them to use more shapes, provide wall and barrier consistency, and produce better clarity in clear parts. These cups also have a flange seal off area and no barrier breakthrough.
3M Commercial Solutions Division is relaunching its line of Twist ‘n Fill™ chemical concentrates with bottles containing 35 percent post-consumer recycled high density polyethylene (HDPE). The new bottles will debut for 37 of the 39 Twist ‘n Fill chemical concentrates in the next several months.
The new bottles will be slightly darker in color and the shade may vary slightly from lot to lot due to their recycled content, but the chemical concentrate inside—many of which are Green Seal™ certified—will not. For the first several months after the rollout, the new, more sustainable packaging will be easily identifiable with a sticker. To maintain the environmental benefits of the previous bottles, the new bottles are recyclable to reduce environmental impact and can be used with cold water instead of hot to reduce energy use.
“3M continuously invests in ways to make our products more environmentally sound to help our customers improve their sustainability profile while contributing to greener cleaning initiatives, and improving their bottom line,” said Adrian Cook, Marketing Manager for 3M Commercial Solutions Division. “With every product we release we look to provide top-quality solutions that also make our customers good corporate citizens. We do that by sourcing materials and packaging that connect sustainable practices with economic success. The extension of our commitment to utilizing sustainable bottles is a strong example of that effort.”
Lehigh Technologies, a specialty chemicals company that produces sustainable raw materials from end-of-life tires and post-industrial rubber, announced it has formed a joint venture with HERA Holding, a waste-to-resources company, to construct and operate the first Micronized Rubber Powder (MRP) production facility in Europe. The joint venture, Lehigh Spain, is building a production facility in Murillo del Fruto, Spain, to meet growing demand for MRP from industrial customers across the EU and neighboring regions.
“HERA’s shared vision for creating sustainable solutions makes them an ideal partner for Lehigh’s next phase of international expansion,” said Dr. Alan Barton, chief executive officer of Lehigh Technologies. “We are seeing a strong market reception for MRP as companies learn that micronized rubber powder delivers a strong value proposition, and this new joint venture marks a critical step to meet that rapidly growing demand.”
The MRP plant will use Lehigh’s proprietary technology that has been running in the United States since 2006, with products already shipping to more than 18 countries. The plant project is already under way, and the first commercial shipments are expected by the end of the first quarter 2017.
German-Austrian machine manufacturer Battenfeld-Cincinnati will present its innovative thermoforming sheet lines machine concepts at this year’s K show in Düsseldorf. Using the motto “driven by innovation,” the company plans to demonstrate these latest developments alongside proven machine concepts for the packaging industry.
“For us, Battenfeld-Cincinnati is the most innovative machine manufacturer for thermoforming sheet lines thanks to their high-speed extruder and the special roll stack,” Song Seok Hwan, President & CEO of South Korean company Dongjin Co., Ltd. This is why the largest producer of thermoformed packaging in Korea recently ordered the second complete three-layer line with a Multi-Touch roll stack. The line makes PE, PP and PS sheet in thicknesses ranging from 0.35 to 2.0 mm for thermoforming applications with outputs of up to 1,500 kg/h.
The plastics processor and Battenfeld-Cincinnati have been partners for more than 20 years. For sheet production, Dongjin uses seven lines from Battenfeld-Cincinnati – two seven-layer lines and five simple co-extrusion lines – two of which are for PS, two for PP or PS, and one for PET. The new three-layer line for PS and PP sheet with the Multi-Touch roll stack will be added in the near future. “With the first Multi-Touch high-performance line we can produce 40% of the sheet needed and at lower energy cost,” says Hwan. Thanks to the new high-performance extrusion line, Dongjin says it now needs to buy significantly less sheet from external suppliers. The complete line also uses about 15-20% less energy than a conventional sheet extrusion line.
The main driver of the energy savings is the high-speed extruder, the second key component of the line next to the Multi-Touch roll stack. With a screw diameter of 75 mm and a 40 D processing unit, the extruder reaches outputs of up to 2,000 kg/h, depending on the material processed. The optimized design of screw and barrel helps to ensures excellent melt quality even at high screw speeds of up to 1,200 rev/min, and thus lays the foundation for high product quality.
In contrast to conventional three-roll roll stacks, the new roll stack works with a large number of roll gaps to help ensure reliable cooling and calibration of the upper and lower side of the sheet. In the Multi-Touch roll stack, the sheet first passes through a pre-calibration unit made up of two large rolls. Then the sheet reaches the recalibration, which is equipped with either three, five or seven small rolls. Because of its constant contact with the rolls, the sheet shows little orientation and a particularly even thickness profile with an accuracy of ±1%. This enhances the efficiency of the line, allowing users to achieve significant material savings compared to conventional sheet extrusion lines.
www.battenfeld-cincinnati.com.
DayGlo Color Corp., the world’s largest manufacturer of daylight fluorescent pigments, has unveiled Ezentus™, a formaldehyde-free pigment meant to satisfy demands for safer chemicals in everyday products. Unlike some fluorescent pigments, the company says Ezentus pigments are based on new polymer technology that is free of formaldehyde and other harmful chemicals. Ezentus pigments are migration free, have improved thermal stability and superior lightfastness compared to older formaldehyde-based pigments. DayGlo said it continues to strive to bring innovative and safe fluorescent pigment choices that deliver high performance and the same DayGlo brightness that users have trusted for more than 70 years.
The Ezentus pigments are currently available in four colors – Aurora Pink, Blaze Orange, Saturn Yellow and Corona Magenta.
Guill Tool has introduced its new 500 Series crosshead with mechanically assisted gum space (MAGS) adjustment. The 500 Series is designed specifically for the flow characteristics and processing challenges of elastomeric compounds. One of the key features engineered by Guill on this new crosshead design is the MAGS adjustment system. This new method of gum space adjustment allows the operator to make an effortless adjustment from a single point using a common socket wrench, which leads to faster adjustments. The visual indicator on the core tube allows the operator to see how far the gum space has been moved, making those adjustments more accurate and repeatable.
The hardware-free and patented cam lock design of Guill’s new 500 Series means no time is wasted unbolting and resecuring fasteners for disassembly and reassembly. Only half of a rotation of the cam nut is required to loosen and automatically extract the deflector from the head body, which is another time saver. Also, the firm says that with no undercuts on the deflector, there are no material hang-ups when extracting the deflector, allowing for faster and easier cleaning and changeover.
Easy-Out inserts for the adjusting bolts allow simple replacement of locked or damaged adjusting bolts, which further saves on repair and downtime. Another innovative feature of this new rubber/silicone crosshead is a cast aluminum, liquid-fed cooling sleeve that allows the user to switch out the cooling jacket in the event of a line obstruction, again reducing downtime compared to traditional integrated cooling systems.
The new GLX-3 Laser Welders from Branson Ultrasonics, a business of Emerson, delivers clean, high-speed laser welding of large-format plastic parts with more-complex geometries to meet the growing needs of automotive, appliance, medical, filtration and other applications that require particulate-free welds with superior aesthetic quality.
The new GLX-3 laser welder incorporates advanced features, including Branson’s patented Simultaneous Thru-Transmission Infrared (STTIr) process, which heats, melts and joins the entire weld line of two or more parts simultaneously. Compared to scan or trace laser welding processes, which must travel the entire length of the weld line to accomplish heating, Branson said its STTIr results in a significantly faster weld cycle on large parts, and more precise melt of the weld line.
This allows the GLX-3 laser welder to deliver cycle times as fast as 0.5 to 5 seconds on weld lines of 2 meters nominally, depending on part material and geometric complexity – a result far faster than trace laser welders of comparable capacity. Throughput speed is increased further with automatic tool changes, which typically can be performed in under five minutes. In addition, the STTIr technology enables welders to accommodate variable weld widths, delivering weld depths of 1.0 mm or more, yet holding tight tolerances on weld depths as shallow as 0.05 mm or less.
The GLX-3 welder is designed for large-format parts that require greater laser and clamping power. It offers an expansive (1333 mm x 600 mm), high-speed, servo-driven lift table with a high overhead clearance, capable of accommodating single- or multi-cavity tooling with combined weights (upper and lower) of up to 500 kg. The GLX-3 offers four levels of laser power (1250W, 1500W, 1750W, and a maximum 2000W) a wider range of clamping force (1-25 kN), plus closed-loop, clamp-force control to meet the most demanding parts-welding requirements.
The GLX-3 is designed for easy use, with a 12-inch, color, human-machine interface (HMI) screen based on a common global IPC architecture that is said to simplify training, setup, adjustment and diagnostics. The HMI software can accommodate up to 99 different users with configurable access rights and password-protected logins. Both welders are housed in compact, Class 1 laser-safe enclosures that meet CE, ISO and ANSI norms, with twin front doors that contain 3.5 mm thick, laser-safe glass for process viewing. Machine functions and safeties are managed by a dedicated safety PLC running Branson’s advanced Logic Control System, which automatically synchronizes door, lift-table and tooling activities to minimize weld cycle times while maintaining process safety. Process cooling for the GLX-3 welder is provided by integral chillers that are linked to roof-mounted heat exchanger-dehumidification units.
KRAIBURG TPE Corp., a global manufacturer of custom-made thermoplastic elastomer (TPE) compounds for a variety of industrial and consumer applications, routinely evaluates material batches and new custom compounds for performance and customer specification viability. As an integral step in that process, KRAIBURG TPE engineers use sophisticated co-rotating, twin-screw extruder technology provided by KraussMaffei Berstorff. Owing to the substantial varieties of color, durometer and the wide-ranging performance properties required at KRAIBURG TPE, monitoring every aspect of the machine performance is critical. This includes all temperatures, speeds, pressures and torque on the extruder itself, plus an underwater pelletizer, gear pump and multiple loss-of-weight feeders used on the line.
Commenting on the latest machine installed at the KRAIBURG TPE facility, David Frankenberg, senior application engineer at KraussMaffei Berstorff, explains: “The lab extrusion line is used for both process and product development assessment. A key requirement was the generation of all data in real time, as part of the management system to be used, as well as the condition monitoring system needed for predictive maintenance strategies being employed.”
In cooperation with the KRAIBURG TPE team and after evaluating the competitors for the control scheme, KraussMaffei turned to Siemens for assistance, as this supplier was able to bring a preconfigured and highly cost-effective solution to the requirements on this machine.
As Frankenberg and his electrical engineering associate Martin Gonzalez detailed, the Siemens EXT3370 application package represents a blending of the current PLC technology and drives platform with an HMI capable of providing all graphics and multiple data screens on a single display. In addition, the system had the ability to feed the “big data” directly to the KRAIBURG TPE process data archival and analysis system, where it would reside for real-time and long-range performance evaluation by the product development, quality and process teams. Users can instantly access all speeds, pressures, temperatures and other parameters using set point and actual value data on the display, either at the machine HMI or a remote monitor within the KRAIBURG TPE network.
Allen Donn, product development engineer at KRAIBURG TPE, and his team of engineers and tech specialists, evaluated the installation and commissioning of the machine at the firm’s Duluth, Ga., facility.
“The data transfer from the PLC into the same process data archival and analysis system that we use for our other lines at KRAIBURG TPE. A simple Excel file is generated with any parameters desired for analysis, plus we can easily exchange data between R&D and production here. The result is that our ability to utilize production machinery more efficiently has increased substantially with the use of the new KraussMaffei Bertstorff machine in our test department, as the control system gives us real-time hard data we can use to make adjustments on new recipes and entirely new materials.”
KRAIBURG TPE performs extensive new compound property performance testing on its TPE formulae and the time compression realized by using the new extruder line in this “real world” R&D operation is providing substantial advantages for the compounder.