Rotational Molding of Polymer Composites Reinforced with Natural Fibers
This review article reveals some efforts towards making rotomoldings tougher and more sustainable
Previous Article Next Article
By Fatima Ezzahra Hanana and Denis Rodrigue
Department of Chemical Engineering and Centre de Recherche Sur les Matériaux Avancés (CERMA) Université Laval, Quebec, Canada
Rotational Molding of Polymer Composites Reinforced with Natural Fibers
This review article reveals some efforts towards making rotomoldings tougher and more sustainable
Previous Article Next Article
By Fatima Ezzahra Hanana and Denis Rodrigue
Department of Chemical Engineering and Centre de Recherche Sur les Matériaux Avancés (CERMA) Université Laval, Quebec, Canada
Rotational Molding of Polymer Composites Reinforced with Natural Fibers
This review article reveals some efforts towards making rotomoldings tougher and more sustainable
Previous Article Next Article
By Fatima Ezzahra Hanana and Denis Rodrigue
Department of Chemical Engineering and Centre de Recherche Sur les Matériaux Avancés (CERMA) Université Laval, Quebec, Canada
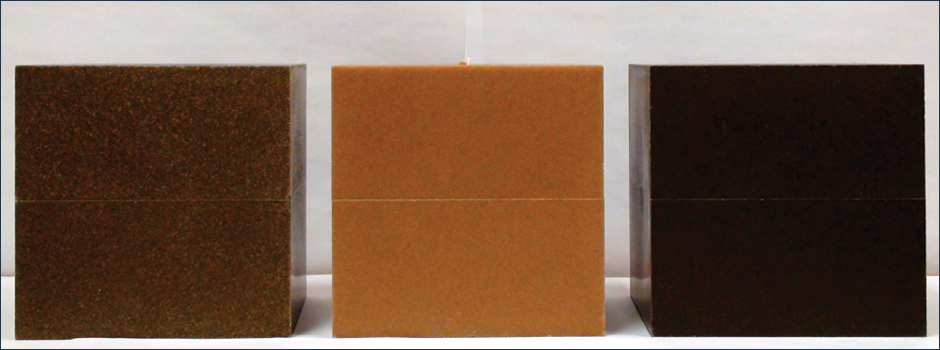
Figure 1: Rotomolded LLDPE composites with 10 wt% natural fibers: flax (left), maple (middle), and hemp (right).
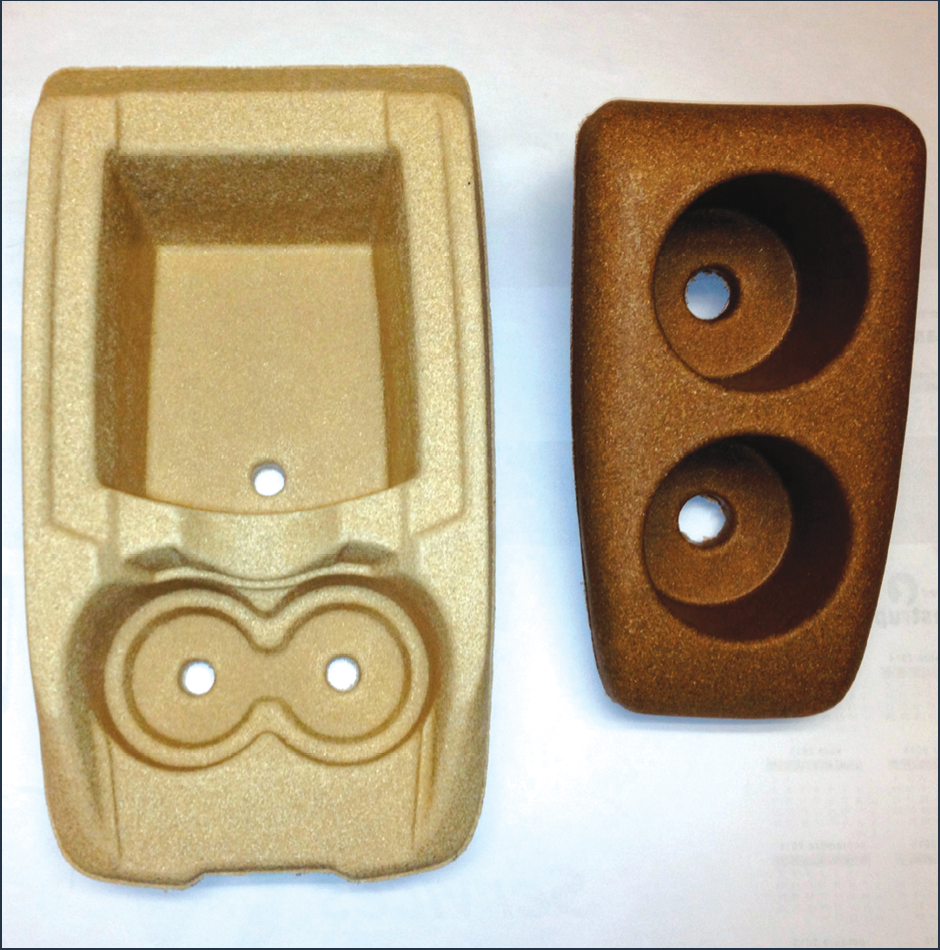
Figure 2: Typical examples of rotomolded composite automotive parts.
Rotational molding, also called rotomolding or rotocasting, is a technique to produce hollow parts without weld-lines. The main advantages of rotational molding are related to the fact that part design is virtually unlimited, with the possibility to produce complex shapes with a wide range of sizes. Other advantages include the low cost of the molds and no pressure applied on the materials, leading to stress-free parts. It’s also possible to control part thickness by the amount of material loaded, the biaxial rotational speed, and mold thickness. However, rotational molding has some drawbacks, and the most important one is long processing time (around 45-60 min.).1-3
Rotomolding: The Basics
Rotational molding consists of four main steps. The process begins by charging a mold with a predetermined quantity of materials (powders, micropellets, or viscous liquids). Then the mold is closed and introduced into an oven controlled at high temperatures (200-400°C). Inside the oven, the mold rotates around two perpendicular axes where the velocity in each direction is carefully controlled (at 1-6 rpm). After the material is completely melted and sintered (a heating step), the mold is removed from the oven to be cooled with water mist (phase change cooling), blown air (forced convection cooling), or a combination of both. When the cooling step is finished, the parts are demolded and a new cycle begins.4
Polyvinyl chloride was the first polymer used for rotational molding, and the main applications were door panels, dashboards, and toys. By the late 1950s, polyethylene powder was introduced for rotational molding applications.2,4 Today, different grades of polyethylene (LLDPE, LDPE, LMDPE, MDPE, HDPE, etc.) represent about 85-90% of all the polymers processed by rotational molding. The popularity of polyethylene is based on its good resistance to processing times and temperatures and its low cost. Nevertheless, other polymers like polypropylene, nylon, and polycarbonate are used for different applications like fuel tanks, storage containers, engine covers, light casings, and more.2,5
In North America, the rotomolding business has grown by about 7.2% per year between 2009 and 2014.6 Rotational molding is currently used in several industries, such as automotive (ducting, fuel tanks, wheel arches, etc.), marine (kayaks, dock floats, leisure craft/boats, etc.), medical, agricultural/garden equipment, and for general purposes (tool boxes, containers, toys, etc.).4
In recent years, increasing interest was developed in rotomolded composite parts to improve mechanical properties, reduce costs, and control aesthetics. With increasing environmental awareness and scientific investigations (for process optimization), more producers are looking at natural fibers, mainly lignocellulosic materials. Some of the work recently performed on the production of rotomolded composite materials reinforced with natural fibers is presented below.
Rotomolding of Natural Fiber Composites
Composite materials are composed of two or more constituents with different characteristics and in various forms, which result in better properties compared to each material taken alone.7 In North America, the composite materials world market is expected to increase from $7.4 billion in 2013 to an estimated $11.3 billion in 2019.8
Of all the different types of reinforcement available, natural fibers have attracted the attention of scientists because of their high specific strength and high specific modulus (properties per unit weight), low cost, and environmental friendliness.9-10 Nevertheless, poor fiber-matrix adhesion, lower strength (especially impact strength), and poor moisture resistance leading to fiber swelling (and dimensional stability problems) have limited large-scale production.11
In rotational molding, several natural fibers have been selected, such as wood (hardwood and softwood), flax, agave, sisal, and maple. For example, Figure 1 compares rotomolded composites with various types of natural fibers (maple, flax, and hemp). All the samples were molded under the same conditions with a concentration of 10 wt%. Concentrations up to 30 wt% have been produced, and even higher concentrations are being investigated.
As reported earlier, the most important commercial application of rotomolding is automotive, and Figure 2 presents typical examples of the parts studied. In all cases, the final texture and color of the part depend on the type and sizes of the fibers used, as well as their concentration.
The rotomolding of natural fiber composites is actually quite easy, as most of the time a simple dry-blending method can be used to introduce the fibers into the matrix in a powder form. From this technique, several recent works have been published. For example, Raymond and Rodrigue12 studied the effect of maple wood flour in different concentrations (0-25 wt%) and particle sizes (125-250 microns) on the properties of rotomolded LLDPE. In addition, with fiber surface treatments (alkali treatment with NaOH and maleated polyethylene (MAPE)), mechanical properties were improved (35% for flexural modulus), and it was also possible to introduce up to 25 wt% of fibers.13
Also, López-Bañuelos et al.14 investigated the effect of agave fibers on LMDPE, while Wang et al.15 studied the influence of various fiber treatments (benzoylation, silane, peroxide) and their reinforcing effects on different matrices (LLDPE, HDPE, LLDPE, and HDPE) for compounds prepared by twin-screw extrusion. Jayaraman et al.16 investigated the effect of sisal fibers to reinforce LMDPE, while Ortega et al.17 studied the effect of banana and abaca fibers to reinforce metallocene polyethylene.
The influence of MAPE and vinyltrimethoxysilane treatment on the mechanical properties of oil palm empty fruit bunch-filled HDPE composites was reported by Rahmat et al.18 McDowell et al.19 studied the effect of wood flour and wood fibers on polyethylene powder via dry-blending.
Finally, Rodrigue et al.20 made a comparison between different processing techniques (compression molding and rotational molding) and blending methods (melt and dry) on the properties of LMDPE reinforced with wood particles (sawdust residues from wood processing).
Conclusion
An introduction to the use of natural fibers to reinforce polymers in rotational molding was presented. Based on the results from different studies, these biocomposites can be produced and present good mechanical and aesthetic properties.
Nevertheless, more work is needed to improve on these results. For example, different types and methods for fiber surface treatment are being investigated to increase tensile strength and tensile moduli.
Despite the growing number of researches aiming at manufacturing composite materials based on natural fibers via various processes (injection molding, compression molding, etc.), very few attempts have been made to produce these composites by rotational molding. This is even more the case for polymers other than polyethylene.
References
- R. Crawford. “Recent advances in the manufacture of plastic products by rotomoulding.” Journal of Materials Processing Technology, 56 (1996), 263-271.
- R. Crawford. Rotational Moulding of Plastics, second edition, British Library Cataloguing in Publication Data, Great Britain, UK (1997), 2-5.
- M. Kontopoulou. “Polymer Melt Formation and Densification in Rotational molding.” Ph.D. thesis, McMaster University (1999), 1-5.
- R. Crawford, J. Throne. Rotational Molding Technology, Plastics Design Library, William Andrew Publishing, Norwich, New York, USA (2002), 1-11.
- R. Crawford, M. Kearns. Practical Guide to Rotational Moulding, RAPRA Technology Limited, Shawbury, UK (2003), 92-93.
- P.J. Mooney. “Rotomolding on a Roll.” PlasticsEngineering, 70 (2014), 2-10.
- R. Min Wang, S. Rong Zheng, Y. Ping Zheng. Polymer Matrix Composites and Technology, Woodhead Publishing, Cambridge, UK (2011), 1-5.
- S. Mazumdar. “Strategic growth opportunity in composites industry.” Composites Executives Forum. Washington, DC, USA (April 2014), 1-3.
- S. Taj, M.A. Munawar, S. Khan. “Natural fiber-reinforced polymer composites.” Proc. Pakistan Acad. Sci., 44(2) (2007), 130-144.
- H. Akil, M. Omar, A. Mazuki, S. Safiee, Z. Ishak, A. Abu Bakar. “Kenaf fiber reinforced composites: A review.” Materials and Design, 32 (2011), 4107-4121.
- M. Jawaid, H.P.S. Abdul Khalil. “Cellulosic/synthetic fibre reinforced polymer hybrid composites: A review.” Carbohydrate Polymers, 86 (2011), 1-18.
- A. Raymond, D. Rodrigue. “Wood plastics composite produced by rotomolding.” Proceedings of the 71st Annual Technical Conference & Exhibition, Cincinnati, Ohio, USA, Society of Plastics Engineers (2013), 1589808.
- A. Raymond, D. Rodrigue. “Effect of surface treatment on the properties of wood-plastics composites produced by rotomolding.” Proceedings of the 72nd Annual Technical Conference & Exhibition, Las Vegas, Nevada, USA, Society of Plastics Engineers (2014), 1870685.
- R. López-Bañuelos, F. Moscoso, P. Ortega-Gudiño, E. Mendizabal, D. Rodrigue, R. Gonzalez-Núñez. “Rotational molding of polyethylene composites based on agave fibers.” Polymer Engineering and Science, 52 (2012), 2489-2497.
- B. Wang, S. Panigrah, L. Tabil, W. Crerar. “Pre-treatment of Flax Fibers for use in Rotationally Molded Biocomposites.” Journal ofReinforced Plastics and Composites, 26 (2007), 447-463.
- K. Jayaraman, R. Linb, D. Bose, M. Maarouf. “Natural Fibre-Reinforced Thermoplastics Processed by Rotational Moulding.” Advanced Materials Research, 29-30 (2007), 307-310.
- Z. Ortega, M. Monzón, A. Benítez, M. Kearns, M. McCourt, P. Hornsby. “Banana and Abaca Fiber-Reinforced Plastic Composites Obtained by Rotational Molding Process.” Materials and Manufacturing Process, 28 (2013), 879-883.
- A. Rahmat, M. Maradzi. “Mechanical properties of rotational moulded empty fruit bunch fiber reinforced polyethylene composites.” Chemical & Natural Resources Engineering, 2 (2008), 41-52.
- G. McDowell, J. Orr, J. Kissick, “A preliminary investigation into the use of wood fibers as a filler in the rotational molding of polyethylene.”Annual Technical Conference, The Queen’s University of Belfast, Northern Ireland (2001), 593.
- D. Rodrigue, B. Vezeau, B. Riedl, “How efficient is dry-blending and rotomolding to produce wood-plastics composites compared to compression molding”, Proceedings of the 73rd Annual Technical Conference & Exhibition, Orlando, Florida, USA, Society of Plastics Engineers (2015), 2095319.
Note: Prof. Rodrigue and co-authors also presented the ANTEC® Orlando 2015 paper “How Efficient is Dry-Blending and Rotomolding to Produce Wood-Plastics Composites Compared to Compression Molding”; call SPE customer relations at U.S. 216-775-0471 for access to this and other ANTEC papers.