
Understanding Creep Failure of Plastics
Continuous stress over long periods leads to creep rupture
Previous Article Next Article
By Jeffrey Jansen The Madison Group, Madison, Wisconsin, USA
Understanding Creep Failure of Plastics
Continuous stress over long periods leads to creep rupture
Previous Article Next Article
By Jeffrey Jansen The Madison Group, Madison, Wisconsin, USA
Understanding Creep Failure of Plastics
Continuous stress over long periods leads to creep rupture
Previous Article Next Article
By Jeffrey Jansen The Madison Group, Madison, Wisconsin, USA
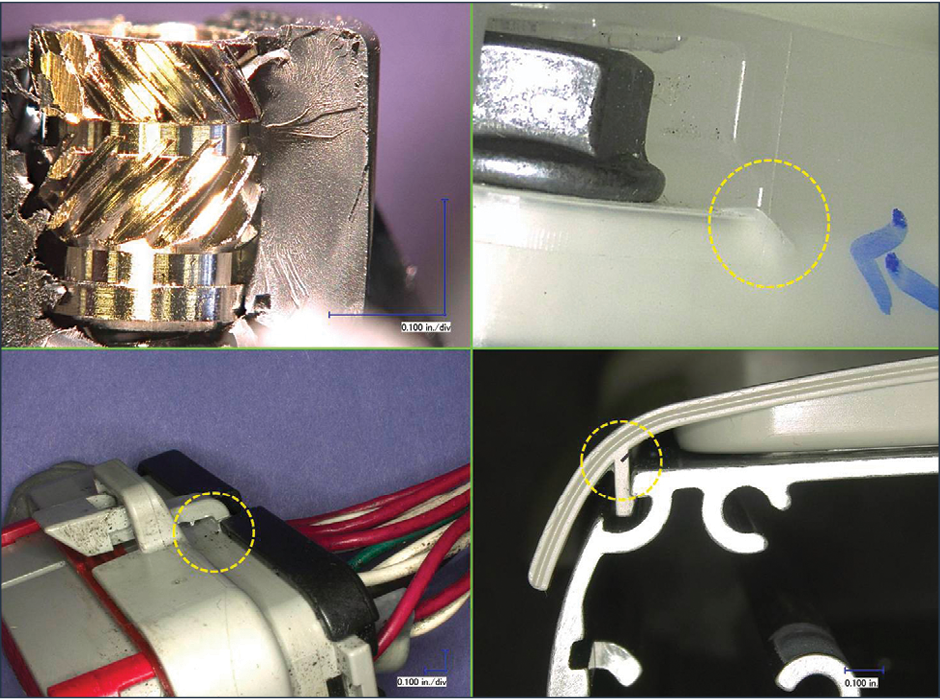
Figure 1: Many different types of design features and service functions result in the application of continuous stress. This can produce cracking through creep rupture.
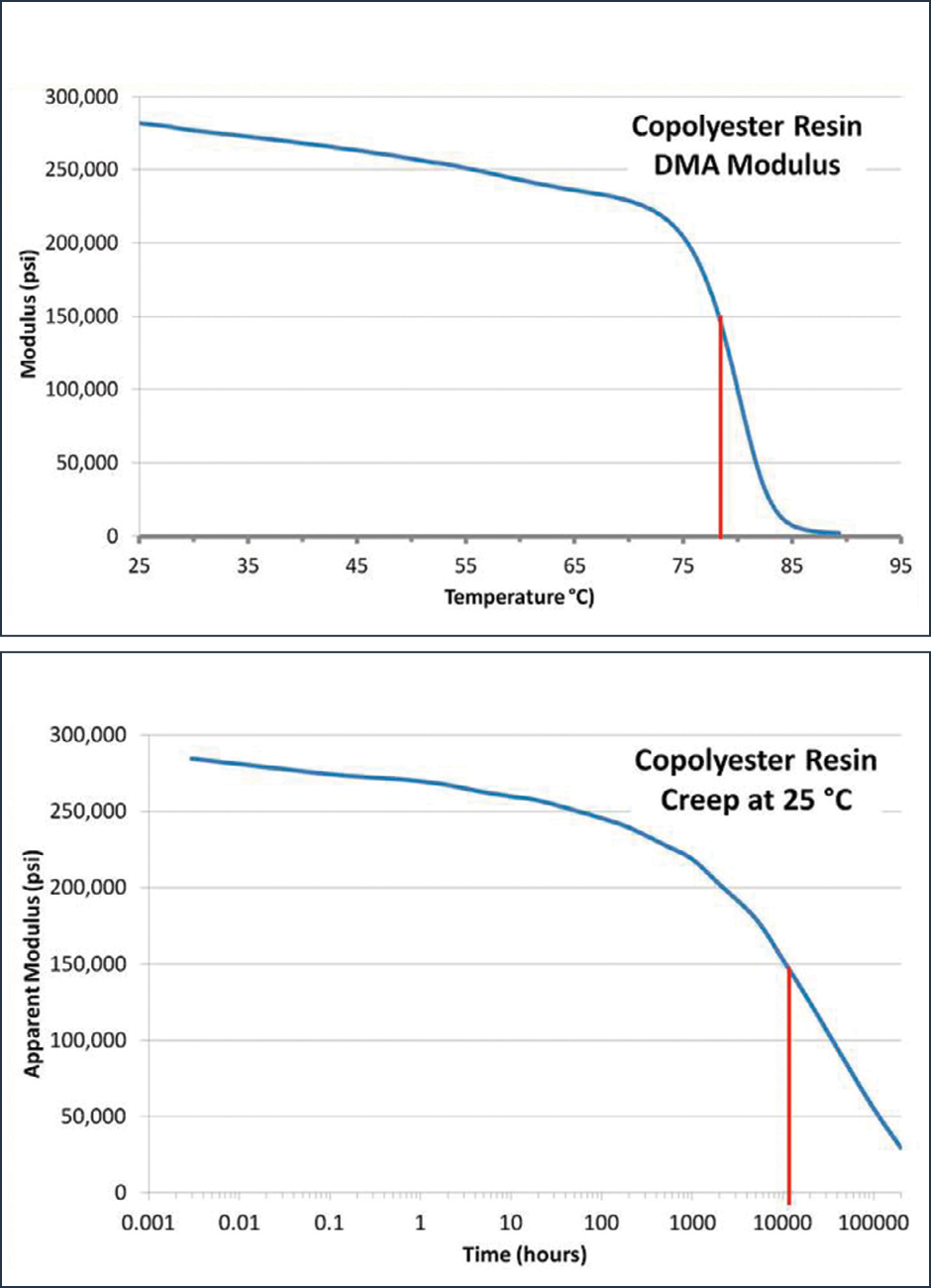
Figure 2: An increase in temperature results in a reduction in the modulus of thermoplastic materials (left graph). A similar decrease in apparent modulus is observed as a result of continuous loading (right graph). Note that in this case for a copolyester resin, a reduction in modulus to 150,000 psi (1.03 GPa) correlates to an increase from 25 to 78°C, as well as continuous stress loading for 10,000 hours at room temperature.

Figure 3: Conceptual graphical illustration of the effects of various continuous stress levels of the time to failure and the resulting type of cracking—ductile or brittle.

Figure 4: Plastic materials undergo a ductile-to-brittle transition with decreasing levels of stress applied over an extended period of time.
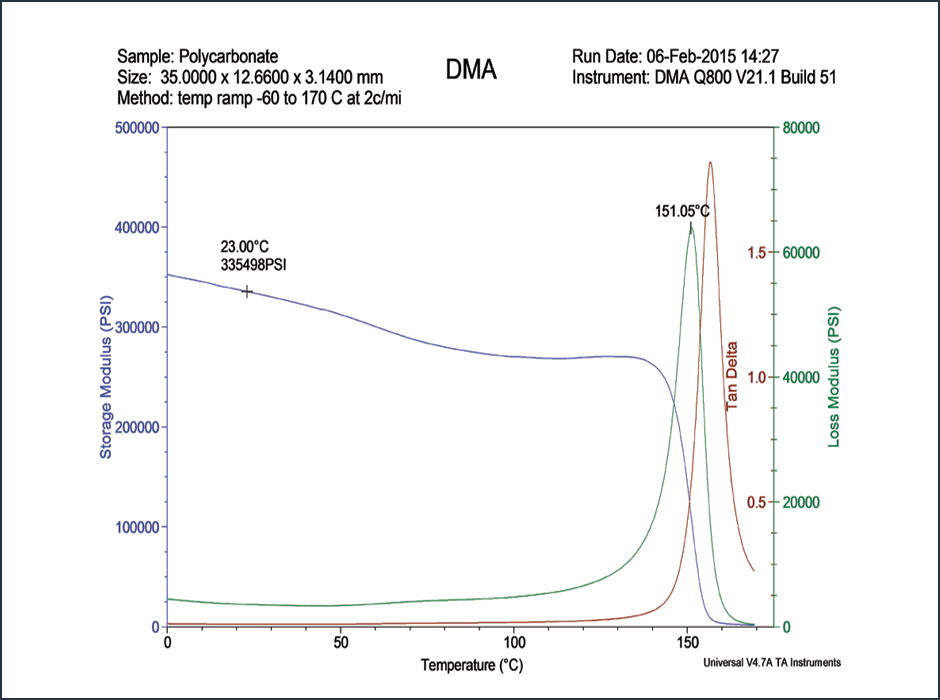
Figure 5: DMA temperature sweep showing the response of modulus to temperature.

Figure 6: Plot of apparent modulus over time.

Figure 7: Stress-strain curve for the polycarbonate resin.

Figure 8: Plot of projected strain versus time.


This article addresses one of the most important yet least understood plastics failure mechanisms, creep rupture. Creep rupture occurs within plastic parts that are exposed to continuous stress over an extended period of time (Figure 1).
Common design features that expose a plastic product to continuous stress, and thus are at risk of creep rupture, include:
- structural components (beams, columns, hanging supports),
- hydrostatic pressure vessels (pipes, tanks, valves), and
- joints and interference fittings (over-moldings, press fits, snap fits, mechanical fasteners).
In considering why creep rupture occurs so frequently, a major contributing cause is the general lack of awareness of the effects of time on polymeric materials, particularly at the design stage. Designing and manufacturing plastic components offers unique challenges compared with other materials, especially metals. In the sections below, readers will gain an understanding of how:
- the properties of molded plastics will change over time when under continuous stress;
- time and temperature act on plastics in a similar way; and
- unexpected brittle failure can occur under conditions of low-to-moderate applied stress.
Viscoelasticity
In order to understand creep and avoid product failure, there must be an appreciation of viscoelasticity. Viscoelasticity is the property of plastics in which they exhibit both viscous and elastic characteristics when placed under stress. Viscous materials, like honey, resist shear flow and strain linearly with time when a stress is applied. On the other hand, elastic materials, like a steel rod, strain when stressed and quickly return to their original state once the stress is removed. Viscoelastic materials have elements of both of these properties and, as such, exhibit time-dependent behavior.
Viscoelasticity is unique to thermoplastics because of the structure of the polymer molecules. The polymer chains are mobile and can slide past each other because they do not share chemical bonds with the other chains around them.
Viscoelasticity plays a central role in the performance of plastic materials. It’s a fundamental property of plastics behavior, and because of viscoelasticity:
- thermoplastic materials have both long-term and short-term properties (they flow due to the application of stress over time);
- most mechanical testing of plastic materials is actually evaluating the material’s viscoelasticity and how the plastic flows when different stresses are applied; and
- plastics are temperature- and strain rate-sensitive.
It’s important to understand the viscoelastic nature of plastic materials so that their behavior in the intended application can be anticipated. One of the key properties of plastics that results from viscoelasticity is creep. If a polymeric material is under constant stress, a continual change in strain will be observed. Simply stated, the stressed object will continue to deform over time. This change in dimension is known as creep.
When a material is placed under a constant stress, the response observed initially will be a function of the stiffness, or modulus, of the material. Modulus is expressed as the applied stress divided by the resulting strain. If stress is continuously applied to a thermoplastic, strain will continually increase. As a result, the calculated modulus at a point later in time will appear to have decreased. However, the stiffness of the material is not actually decreasing.
Apparent modulus is the perceived stiffness of the material and is a mathematical artifact describing the effect of a constant stress and the corresponding increase in strain over time. A similar reduction in modulus is observed within plastic materials as the temperature is increased. In this way, time and temperature act on plastics in similar ways. Experimentation using dynamic mechanical analysis (DMA) illustrates this (Figure 2).
Creep
Creep is the tendency of a solid material to deform permanently under the influence of constant stress: tensile, compressive, shear, or flexural. It occurs as a function of time through extended exposure to levels of stress that are below the yield strength of the material. Creep is the result of the inherent viscoelastic nature of polymers that causes time dependency.
Prolonged static stresses lead to a decay in apparent modulus that is associated with localized molecular reorganization of polymer chains. At stresses below the yield point, stress-relief molecular reorganization proceeds through disentanglement, as there is no opportunity for yielding. Stresses above the yield point result in plastic deformation, which is not fully recovered after removal of the stress. This macro response takes place through permanent molecular rearrangement.
There are two main factors that affect polymer viscoelasticity, and accordingly, the creep behavior of a plastic part: temperature and strain rate. As the temperature is increased, the polymer chains are further apart, there is more free volume and kinetic energy, and they can slide past one another to disentangle more easily. As the strain rate is increased, the polymer chains do not have enough time to undergo yielding, and disentanglement is favored over
yielding.
Creep Rupture
Failure within a plastic article through creep loading can occur either through excessive deformation that renders the part dimensionally unusable or through cracking associated with creep rupture. Cracking within plastics occurs as a response to stress; it takes place as a stress-relief mechanism through disentanglement of the polymer chains. The polymer chains disentangle when the applied stresses, both internal and external, overcome inter-molecular forces such as Van der Waals forces and hydrogen bonding between the polymer chains.
Plastic fracture can be classified as either ductile or brittle. Ductile fracture is a bulk macro molecular reorganization that takes place through yielding followed by disentanglement. In contrast, brittle fracture is a localized molecular response where disentanglement is favored over yielding.
Creep rupture is the formation of cracks that occur as a function of time associated with exposure of a material to continuous stress. The stresses are below the yield strength of the material, and produce a decay of the apparent modulus through localized molecular reorganization of the polymer chains. Because the stress level is below the yield point of the material, molecular reorganization takes place exclusively through disentanglement, as there is no opportunity for yielding. The exertion of low to moderate stress over an extended period of time leads to apparently lower ductility within the plastic. Thus, such slow disentanglement generally results in brittle fracture in normally ductile plastic materials (Figures 3 and 4).
Just as physical properties determined at ambient temperature cannot predict performance at elevated temperatures, short-term properties cannot project the long-term performance of plastics. Tensile testing cannot be used to asses a material’s resistance to long-term exposure to stress. In general, the lower the level of applied stress, the longer the time to creep rupture.
In addition to requiring more time, lower levels of applied stress result in brittle fracture, whereas higher levels of stress can produce ductile failure. In the case of a static stress condition, the level of stress acting on the component is continuous and constant. In this situation, prediction of the time to failure can be performed through time-temperature superposition via dynamic mechanical analysis.
DMA is used to evaluate the viscoelastic response of a material to a continuously applied load. Because of the viscoelastic nature of plastic materials, the response of a material to an applied stress over longer time periods is equivalent to the response at higher temperatures. This fundamental property is known as time-temperature equivalency, and allows property prediction over extended periods of time through time-temperature superposition (TTS).
TTS is used in conjunction with DMA to evaluate the short- and long-term behavior of a polymeric material. Through a series of isothermal experiments covering a range of temperatures, DMA-TTS can be used to generate a creep master curve that projects the apparent modulus of the material over a long period of time at a temperature of interest. This information, together with the tensile properties through yield and an estimate of the stress on the part, can be used to project the useful lifetime of a plastic product subjected to continuous stress.
A Case Illustration
A plastic retention clip was required in a commercial appliance. Based on the application requirements, including impact resistance, polycarbonate appeared to be a good material choice. However, the clip also needed to withstand a continuous loading of 6,400 psi (44 MPa), thus creep failure was a concern. The useful life requirement for the product was stated to be two years.
DMA was used to evaluate the polycarbonate resin being considered. Initially, a temperature sweep was conducted to characterize the response of the material to temperature (Figure 5). The modulus of the material was relatively stable near 23°C, the nominal use temperature of the clip.
A series of isothermal DMA scans were performed, and the results were combined using TTS to create a master curve of modulus over time. The response of the material showed an apparent loss in modulus over time, with an inflection point (Figure 6).
Tensile testing was conducted on the polycarbonate material to characterize the mechanical properties, and determine the modulus, yield point, and the proportional limit (Figure 7). The tensile data and the apparent modulus master curve were then combined to create a master curve of strain over time (Figure 8). Based on the obtained results, the material was expected to undergo creep, with cracking projected to initiate after approximately 3.9 years in service.
The creep prediction study showed that the polycarbonate resin had a projected lifetime of 3.9 years under the indicated application conditions, including use at 23°C under continuous loading at 6,400 psi (44 MPa). This was almost double the two-year requirement, and so the polycarbonate resin appeared to be a good selection.
About the author… Jeffrey A. Jansen is a senior managing engineer and partner at The Madison Group (www.madisongroup.com; +1 608-231-1907), an independent plastics engineering and consulting firm. He specializes in failure analysis, material identification and selection, and aging studies for thermoplastic materials. Jansen is also a regular presenter for SPE’s webinar series, covering a wide range of topics related to plastics failure, material performance, testing, and polymer technology.
Note: Sign up for Jeff Jansen’s SPE webinar on DMA coming up on November 12, 2015; see www.4spe.org/Events/webinars.aspx for details.