Modern Molding for Polycarbonates
Emerging techniques optimize the appearance and production of PC-based parts
Previous Article Next Article
By Mark Matsco
Covestro LLC, Pittsburgh, Pennsylvania, USA
Modern Molding for Polycarbonates
Emerging techniques optimize the appearance and production of PC-based parts
Previous Article Next Article
By Mark Matsco
Covestro LLC, Pittsburgh, Pennsylvania, USA
Modern Molding for Polycarbonates
Emerging techniques optimize the appearance and production of PC-based parts
Previous Article Next Article
By Mark Matsco
Covestro LLC, Pittsburgh, Pennsylvania, USA
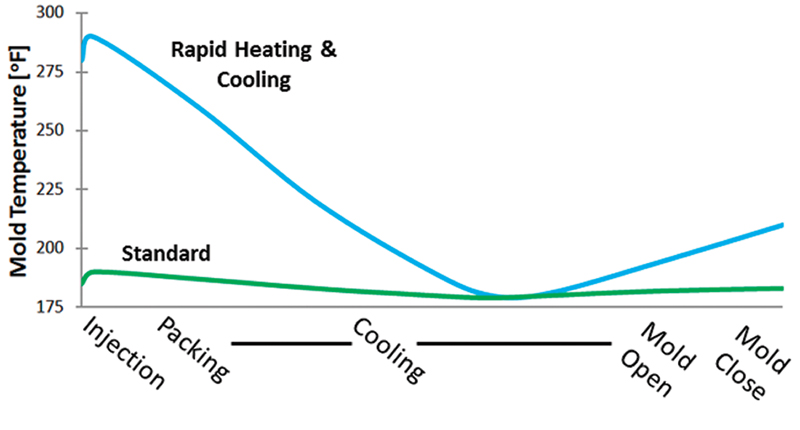
Figure 1: Mold-temperature profiles using conventional cooling vs. RH&C.
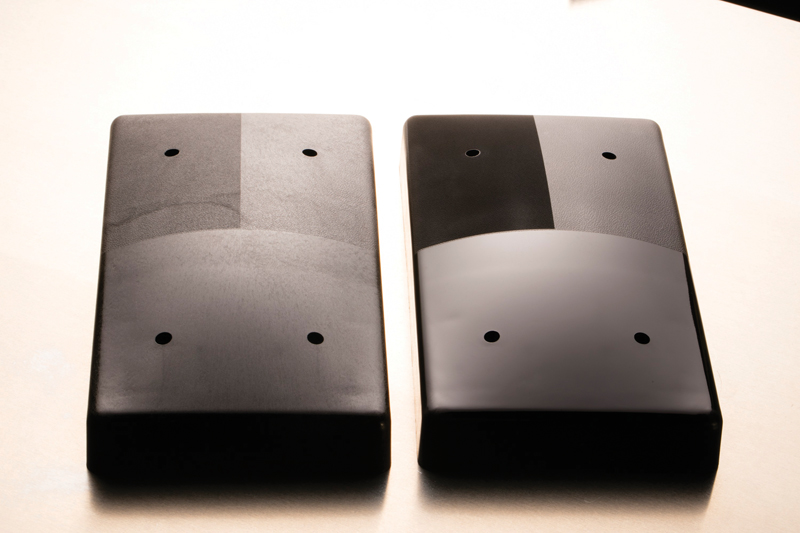
Figure 2: Automotive mirror housing part surface quality using conventional cooling (left) and RH&C (right).
Figure 2: Automotive mirror housing part surface quality using conventional cooling (left) and RH&C (right).

Figure 3: Cooling line placement in the injection mold enhances the surface effects of using RH&C.
Figure 3: Cooling line placement in the injection mold enhances the surface effects of using RH&C.
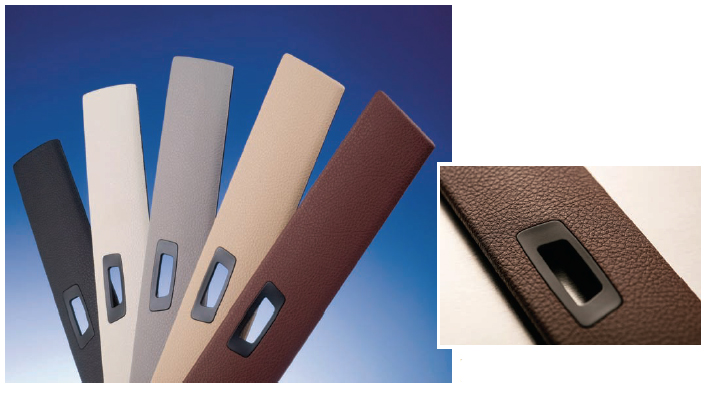
Figure 4: Automotive interior trim panels using DirectSkinning.
Figure 4: Automotive interior trim panels using DirectSkinning.

Polycarbonates and polycarbonate blends are versatile and proven materials for producing components found in a wide range of markets and applications. For most applications, the surface quality of a plastic component is important from an aesthetic and functional perspective. The surface quality of the plastic part depends on the properties of the thermoplastic, the mold surface finish, and the parameters of the injection molding process.
For parts using polycarbonate, the injection molding process has been the primary technology for mass production. This has allowed engineers and designers to design polycarbonate components with varying geometric complexity having excellent part-to-part repeatability and meeting tight tolerances.
Injection molding technology has continually evolved to meet changing application and market requirements. This advancement continues today with innovative methods for enhancing plastic part surface quality “in the tool.” Now, advanced techniques like rapid heating and cooling (RH&C) and “DirectCoating/DirectSkinning” (DC/DS) are helping molders and original equipment manufacturers (OEMs) meet challenging performance and appearance targets while reducing costs.
Rapid Heating and Cooling
During the typical injection molding process, a thin frozen skin layer is formed due to the temperature difference between the mold tool surface and the polymer as they come into contact during injection. The temperature difference can cause poor surface quality and highly visible weld lines in some instances. Weld lines on a polycarbonate part can cause structural issues and be visually unacceptable for use. To improve part surface quality, a mold temperature closer to the softening point of the polymer is needed; however, this can lead to longer cycle times using conventional molding and cooling technology.
In the RH&C process, the mold surface is heated before injection occurs. Once the mold is filled, the mold is cooled rapidly during the holding and cooling phases before the part is ejected (see Figure 1).
The benefits of RH&C include the ability to eliminate surface defects, such as the visibility of material fillers, surface blush, and weld lines, while also being able to generate high- and low-gloss parts—all within a single cavity. Importantly, with RH&C, the surface quality and aesthetics of injection molded parts can be improved while keeping the cycle time as short as possible.
Using RH&C technology together with polycarbonates and PC blends (e.g., PC/ABS) provides an opportunity to achieve Class A surfaces with high gloss or matte finishes on the same part, while reducing or eliminating weld lines. Thin-wall parts with defect-free surfaces can be achieved even with a glass-filled polycarbonate blend. Significantly improved surfaces are also seen in applications using foaming agents, compared to conventional molding/cooling.
RH&C is used by manufacturers in the consumer electronics, automotive, medical, lighting, and information technology/electrical markets for applications where surface quality is vital. Applications include auto interiors, component housings, and mobile devices (for example, see Figure 2).
Controlling RH&C
Special equipment is required to control the rapid heating and cooling of the mold. There are fluid-, electrical-, and induction-based temperature control systems. Polymer materials supplier Covestro recently installed a water-based dynamic mold temperature controller at its Pittsburgh-based North American headquarters to optimize the surface quality of polycarbonates and PC blends.
The dynamic mold temperature controller has a hot and cold water circuit. This allows the user to adjust each temperature to optimize the heating and cooling of the mold during all phases of the injection molding process.
At the start of the cycle, the tool surface temperature can reach 300°F (150°C) during injection. Since the unit has two circuits, a switchover from the hot circuit to the cold circuit occurs during the cycle, typically once the controller detects the end of the filling phase. When this switchover occurs, there can be a delay from the time the switch takes place to the time the mold temperature drops. This is because the cold water must replace the hot water present in the lines between the manifold and the mold, as well as the cooling lines within the mold. (To reduce the delay, cooling lines should be short in length and the manifold positioned as close as possible to the mold.)
Taking advantage of dual circuits, a water-based system has the ability to switch over to the hot circuit during the cooling cycle. Before ejection, the cooling circuit is active, removing heat from the mold and part. Since a delay occurs when switching from one circuit to another, the heating circuit can be activated toward the end of the cooling phase. This reduces the time it takes for the unit to heat the mold to the desired set temperature.
When designing a tool to be used with RH&C, placement of the cooling lines close to the surface of the cavity is critical to improving process quality and efficiency (Figure 3). For complex-shaped parts, conformal cooling can be used to ensure the cooling channels remain close to the mold surface in visual regions of the part. Coupling RH&C together with conformal cooling has been shown to reduce cycle times by 20 to 40% while achieving high-quality surface appearance. The uniform cooling of the mold also lowers rejects and molded-in stress.
DC/DS: “DirectCoating/DirectSkinning”
In cases where a plastic component needs an applied surface using a second material, such as painting, coating, or foaming, secondary steps outside the mold have generally been needed. Two new technologies enable premium quality surfaces to be efficiently manufactured from high-grade materials in a single step within the mold. DC/DS is a versatile method for over-molding injection-molded polycarbonate parts with polyurethane foams or coatings inside the tool. The result is a rigid, PC blend substrate with a soft, ultraviolet-stabilized, scratch- and chemical-resistant, aliphatic polyurethane self-skinning foam, solid polyurethane skin, or polyurethane coating.
DirectSkinning is a cost-effective process for the finishing of parts with colored decorative polyurethane surfaces, including surfaces with multiple colors, variable softness, and tactile textures (Figure 4). DirectCoating technology enables the efficient application of colored coatings, soft-touch coatings or clear-coats, including high-gloss surfaces.
With both DirectCoating and DirectSkinning, the coating or skin is molded onto the first-shot plastic substrate using the reaction injection molding (RIM) process. This is usually achieved using a single shuttle mold, which moves the core between an injection molding cavity (first shot) and a RIM cavity (second shot). The two production steps can be performed concurrently, resulting in a short cycle time and high productivity.
DC/DS is suited for manufacturers in consumer and industrial markets seeking a high-end, cost-effective solution for products such as electronic device housings, arm rests for office seating, and automotive door trim, instrument panels, and exterior pillars. Using DC/DS allows for design flexibility and freedom with a wide range of customizable colors, textures, and softness. The same tool can produce a product with a surface that is hard or soft to the touch.
A typical coating or skinning process is expensive, labor-intensive, and requires several secondary steps. Conventionally, manufacturers first mold the hard substrate and then move the part to a fixture or other operation to apply the coating or skin. This often requires the storage, transportation, cleaning, and pretreatment of the part, which is susceptible to contamination and damage. Other disadvantages include long production time, complex logistics, high investment cost, and high energy consumption.
The ultra-low volatile organic compound DirectCoating process also eliminates the need for painting and the associated overspray common in traditional in-mold painting. Utilizing direct coating over standard coating can reduce the production time from hours to 90 seconds per part.
DC/DS offers many advantages to molders as it provides an opportunity to expand on existing capabilities. Conventional injection molding machinery can be used with the addition of a fitted RIM unit modified to run the DC/DS process. The ability to run two different molding processes in a single tool is more efficient, resulting in cost savings and a higher-value finished product. OEMs simplify the supply chain and see better yields of a product that has a superior appearance, feel, and performance.
When building a tool for DC/DS, it is important to keep in mind that a shuttle or rotary design is needed. This will typically require either multiple cores or cavities. Tool costs can be expected to be 20 to 30% higher than for a multi-cavity injection mold. However, both the injection molding and RIM process will be integrated into the single tool.
Conclusion
OEMs continually search for ways to improve part aesthetics and optimize production to meet performance and cost challenges. RH&C and DC/DS offer many possibilities for enhancing plastic part surface quality while reducing cost, cycle time, scrap, and labor, while eliminating secondary operations. These benefits, combined with a low capital investment, make RH&C and DC/DS attractive options for OEMs seeking to produce quality plastic parts for diverse markets and applications.
Note: Thanks to Covestro’s Jessica Boyer, Ian Menego, and Jessee McCanna for valuable contributions to this article.
About the author… Mark Matsco is currently director of application development in the Polycarbonates business unit at Covestro LLC (formerly Bayer MaterialScience LLC). He helps customers with part/mold design, engineering, cost estimations, CAE, process optimization, advanced processing, part testing, and on-site technical service. Matsco has more than 30 years of experience in the plastics industry in various managerial/technical leadership positions.
