The Wet Molding Method
An economical alternative for the mass production of carbon fiber-reinforced plastics
Previous Article Next Article
By Annette Wettach
Dieffenbacher GmbH Maschinen- und Anlagenbau, Eppingen, Germany
The Wet Molding Method
An economical alternative for the mass production of carbon fiber-reinforced plastics
Previous Article Next Article
By Annette Wettach
Dieffenbacher GmbH Maschinen- und Anlagenbau, Eppingen, Germany
The Wet Molding Method
An economical alternative for the mass production of carbon fiber-reinforced plastics
Previous Article Next Article
By Annette Wettach
Dieffenbacher GmbH Maschinen- und Anlagenbau, Eppingen, Germany

Presses from the Compress Lite series, used in “wet molding.”
Presses from the Compress Lite series, used in “wet molding.”
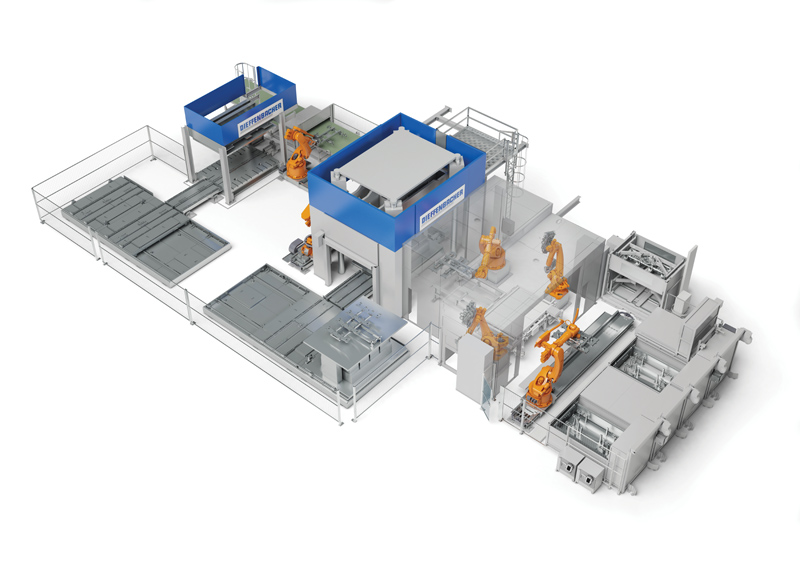
The wet molding production line.
Mass production of CFRP (carbon fiber-reinforced plastic) components is developing in the direction of intelligent processing of carbon fibers, in order to use this material as effectively as possible. Using an automated and fully integrated production line with high process stability and short cycle times can reduce manufacturing costs to a level where a wider application is possible.
Everyone is talking about lightweight construction and it has become indispensable—especially in the automotive industry, and also in other sectors, such as aviation. Vehicles have to be lighter and therefore more economical and resource-efficient, whilst simultaneously improving safety with an optimized crash performance. This is why fiber-reinforced plastic components are increasingly being used. The buzzwords for reducing high costs for materials and manufacturing processes are automation and short cycle times.
Dieffenbacher is the global market leader for complete processes for manufacturing long and continuous fiber-reinforced plastic components. These include processes for the manufacture of carbon fiber components and direct processes in the field of fiberglass-reinforced thermoplastics and thermoset materials.
One of these innovative technologies for the manufacture of carbon fiber components is the “wet molding” method. Presses from Dieffenbacher’s Compress Lite series are used with the corresponding automation in current projects. These presses have been specifically designed for the newly developed CFRP manufacturing processes and are characterized by the easily accessible automated environment, high level of precision and high energy efficiency.
What is Wet Molding?
Wet molding is used for the manufacture of carbon-fiber components with low three-dimensional complexity. This includes structural components such as vehicle drive tunnels, or reinforcements in the roof area which must be able to withstand particularly high loads.
The wet molding method is a more economical alternative to the established HP-RTM (high-pressure resin transfer molding) method, with a simpler process chain. This method is an open thermoset process in which the component in the press is cured under pressure and at a high temperature.
At the start of the process chain, carbon-fiber cores composed of ultrasonic-welded layers—or “stacks”—are prepared in a magazine. This stack magazine ensures a continuous supply during the manufacturing process.
First the stacks are transported to a camera table by a robot with a needle gripping system so the accuracy of the layers can be inspected. The camera checks the exact position of the stacks and gives a report indication on the accuracy of the layers. The stacks are then returned in sequence and corrected if required.
In a subsequent step, the stacks are placed on a shuttle table equipped with a weighing system. Depending on the nature and size of the component, a double or quadruple stack cavity is possible. Two resin robots with flash cut nozzles simultaneously apply epoxy resin to the stacks.
The application of the resin is recorded based on weight. This procedure ensures reproducibility and ultimately contributes to the quality of the component. The resin cabin is equipped with a ventilation system with a capacity of 5000 m³/hr for the venting of fumes during this open process step.
After the application of the resin, the shuttle moves to the feeding position and the stacks are placed in the press by the robot. After the press closes, the stacks are pressed and cured at a mold temperature of around 150°C.
The press then opens and an extraction robot places the components in a cooling press. In the final process step, the cooled carbon fiber parts are removed from the cooling press by the robot and placed on a discharge conveyor.
Benefits of the Method
So how does the wet molding method differ from the HP-RTM method, and what are its benefits? In the HP-RTM method, the resin is injected into the closed mold and then cured in the closed press. In contrast, with wet molding, the resin mixture—usually epoxy resin—is applied to the carbon fiber core outside of the press.
This has the advantage over the HP-RTM method in that resin can be applied while other components are curing in the press. The system can also be more reactive, as filling a heated mold, in which no reaction may take place, is no longer necessary. Both save time and this leads to shorter cycle of around 180 seconds, as multiple components can be pressed in a press simultaneously. This also helps to achieve a higher output.
Wet molding lines are characterized by a high degree of automation, which includes fully automated tool change systems. Production can be changed over from one product to another within a very short time of around ten minutes. Wet molding thus enables economical mass production because high costs for the carbon-fiber material are offset by short cycle times and thus higher quantities.
The ever-increasing demand for carbon-fiber components in the automotive industry shows that the manufacturing process in lightweight construction is far from reaching its end point. Dieffenbacher is constantly working on adjusting and further developing the various technologies to suit the needs of the market.
About the author...
Annette Wettach is the marketing manager at Dieffenbacher GmbH Maschinen- und Anlagenbau, in Eppingen, Germany.